1.本发明涉及铝箔生产技术领域,具体为一种铝箔张力检测装置。
背景技术:
2.铝箔一种用金属铝直接压延成薄片的烫印材料,其烫印效果与纯银箔烫印的效果相似,故又称假银箔,由于铝的质地柔软、延展性好,具有银白色的光泽,如果将压延后的薄片,用硅酸钠等物质裱在胶版纸上制成铝箔片,还可进行印刷,在铝箔生产工作期间,往往需要对铝箔的张力进行检测。
3.当对铝箔的张力进行检测工作时,输送状态的铝箔不易稳定的夹紧和定位,从而导致张力检测机构对铝箔接触检测时容易出现松动和滑脱的可能,影响铝箔张力的检测精度,而在进行铝箔张力检测期间,张力检测系统会直接接触和挤压铝箔,促使铝箔在进行张力检测工作时表面容易受到压力而出现断裂和破损,从而导致张力检测不合格的铝箔因受损无法正常输送,卡断在铝箔卷绕输送之间,此时往往需要操作人员手动将断裂受损的铝箔进行拿取,并重新缠绕铝箔才可继续进行检测工作,极大的增加操作人员的工作流程和难度,同时因铝箔在张力检测环节中出现停滞,从而降低铝箔的生产效率。
技术实现要素:
4.本发明的目的在于提供一种铝箔张力检测装置,以解决上述背景技术中提出的相关问题。
5.为实现上述目的,本发明提供如下技术方案:包括检测仓、垂直导引机构、张力检测系统和同步定位机构,所述张力检测系统分别包括安装盘、连接架、张力检测器、辊式张力传感器、导向辊、压力传感器、红外线检测仪、红外测距仪和固定夹板,所述检测仓内部两端的中间位置处和底部皆固接有安装盘,同端两组所述安装盘相互靠近的一端分别设有固定夹板和导向辊,同端两组所述安装盘的两侧固接有连接架,一组所述连接架一侧的中间位置处分别设有张力检测器和辊式张力传感器,另一组所述连接架的一侧分别设有压力传感器和红外线检测仪,一组所述连接架背面一端一侧的中间位置处设有红外测距仪,所述检测仓内部一侧的顶部设有切割系统,所述检测仓一侧的中间位置处设有控制系统。
6.优选的,所述垂直导引机构分别包括导引辊、从动齿盘、主动齿盘和驱动电机,两组所述导引辊位于检测仓内部背面一端顶部的中间位置处,两组所述导引辊的一端分别套设有相互啮合的从动齿盘和主动齿盘,所述驱动电机的输出端分别与主动齿盘和一组导引辊固接。
7.优选的,所述同步定位机构分别包括安装槽、转杆、蜗杆套、蜗轮、丝杆、伺服电机、内螺纹管和定位夹板所述安装槽位于检测仓内部一侧的底部,所述安装槽的底部设有伺服电机,所述伺服电机的输出端延伸至安装槽的内部并设有转杆,所述转杆外侧的顶部和底部皆套设有蜗杆套,所述安装槽内部一侧的顶部和底部套设有丝杆,两组所述丝杆外侧的一侧设有与蜗杆套相互啮合的蜗轮,两组所述丝杆外侧的另一侧套设有螺纹适配的内螺纹
管,两组所述内螺纹管的一侧设有与固定夹板相互适配的定位夹板。
8.优选的,所述检测仓顶部和底部的中间位置处分别设有进料口和出料口,所述检测仓内部底部的中间位置处分别设有从动导向辊和调节滑槽,且调节滑槽的内侧套设有滑动配合的主动导向辊,而主动导向辊的一端和一侧分别设有驱动机和定位件。
9.优选的,同端两组所述安装盘的一侧设有固定架,且固定架与检测仓固接,两组所述固定夹板和导向辊呈垂直方向相互对应,一组所述连接架一侧的中间位置处设有信号发射器,两组所述固定夹板的一侧设有防滑垫。
10.优选的,所述切割系统分别由电动推杆和驱动器以及切割刀具组合而成,所述检测仓内部一侧的顶部设有与电动推杆固接的定位台。
11.优选的,所述安装槽一侧的顶部和底部靠近内螺纹管的两端皆铰接有伸缩杆,且伸缩杆与内螺纹管相互铰接。
12.优选的,两组所述定位夹板的一侧设有与固定夹板相互对应的缓冲垫,所述安装槽内部一侧的顶部和底部设有轴承座,且轴承座与丝杆套设连接。
13.与现有技术相比,本发明提供了一种铝箔张力检测装置,具备以下有益效果:
14.1、本发明通过张力检测系统与同步定位机构的结构配合,可利用两组定位夹板的同步位移与固定夹板相互靠近贴合,从而对输送而来铝箔的两侧面稳定的夹持定位,以保证铝箔在张力检测环节中不会出现松动和滑脱,此外,通过张力检测器和辊式张力传感器与铝箔接触挤压,促使铝箔在压力传感器的压力限位下向内移动,期间配合红外测距仪的位置检测,即可使铝箔在张力检测期间的拉伸角度得到限位,同时得到铝箔受到的压力和拉伸距离的数据,此时便可将获取的数据进行记录,并根据记录的数据对不同型号的铝箔张力检测的拉伸强度进行调整,增加铝箔质检作业的全面性和精度。
15.2、本发明利用垂直方向的检测仓和张力检测系统对定位的铝箔进行张力检测工作,促使铝箔呈竖直状态进行输送和张力检测工作,并当铝箔因张力检测器和辊式张力传感器的接触检测而产生断裂时,可通过同步定位机构取消对铝箔的贴合定位,然后使断裂的铝箔在垂直方向的配合下自动掉入下方排除,而输送状态的铝箔则利用垂直导引机构的结构配合,促使铝箔得到相向旋转的挤压导引,即可使装置自动化对张力检测断裂后的铝箔重新输送,无需工作人员手动操作,该结构不仅可以自动对分断的铝箔输送矫正,且便于将因张力检测断裂的铝箔自动排出,以防影响后续的铝箔输送和张力检测工作,增加装置的智能性。
16.3、本发明通过红外线检测仪的安装配合可对辊式张力传感器张力检测的铝箔表面进行观测,在铝箔表面因张力检测工作而产生裂纹受损时,此时可自动利用切割系统主动将同步定位机构截面定位的铝箔分切,并配合垂直导引机构的自动导引体系,即可将表面出现损耗的铝箔主动回收,避免出现裂纹的铝箔后续无法正常使用,增加装置的检测精度及合格率。
附图说明
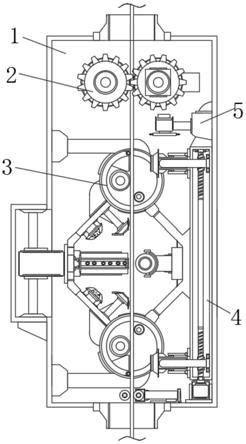
17.图1为本发明的主视剖视图;
18.图2为本发明的主视图;
19.图3为本发明的垂直导引机构俯视剖视图;
20.图4为本发明的张力检测系统结构示意图;
21.图5为本发明的同步定位机构结构示意图;
22.图6为本发明的张力检测系统第一侧视图;
23.图7为本发明的张力检测系统第二侧视图;
24.图8为本发明的同步定位机构俯视剖视图;
25.图9为本发明的安装盘立体图。
26.图中:1、检测仓;2、垂直导引机构;21、导引辊;22、从动齿盘;23、主动齿盘;24、驱动电机;3、张力检测系统;31、安装盘;32、连接架;33、张力检测器;34、辊式张力传感器;35、导向辊;36、压力传感器;37、红外线检测仪;38、红外测距仪;39、固定夹板;4、同步定位机构;41、安装槽;42、转杆;43、蜗杆套;44、蜗轮;45、丝杆;46、伺服电机;47、内螺纹管;48、定位夹板;5、切割系统;6、控制系统。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.请参阅图1-9,本发明提供一种技术方案:一种铝箔张力检测装置,包括检测仓1、垂直导引机构2、张力检测系统3和同步定位机构4,张力检测系统3分别包括安装盘31、连接架32、张力检测器33、辊式张力传感器34、导向辊35、压力传感器36、红外线检测仪37、红外测距仪38和固定夹板39,检测仓1内部两端的中间位置处和底部皆固接有安装盘31,同端两组安装盘31相互靠近的一端分别设有固定夹板39和导向辊35,同端两组安装盘31的两侧固接有连接架32,一组连接架32一侧的中间位置处分别设有张力检测器33和辊式张力传感器34,另一组连接架32的一侧分别设有压力传感器36和红外线检测仪37,一组连接架32背面一端一侧的中间位置处设有红外测距仪38,检测仓1内部一侧的顶部设有切割系统5,检测仓1一侧的中间位置处设有控制系统6。
29.作为本实施例的优选方案:垂直导引机构2分别包括导引辊21、从动齿盘22、主动齿盘23和驱动电机24,两组导引辊21位于检测仓1内部背面一端顶部的中间位置处,两组导引辊21的一端分别套设有相互啮合的从动齿盘22和主动齿盘23,驱动电机24的输出端分别与主动齿盘23和一组导引辊21固接。
30.作为本实施例的优选方案:同步定位机构4分别包括安装槽41、转杆42、蜗杆套43、蜗轮44、丝杆45、伺服电机46、内螺纹管47和定位夹板48安装槽41位于检测仓1内部一侧的底部,安装槽41的底部设有伺服电机46,伺服电机46的输出端延伸至安装槽41的内部并设有转杆42,转杆42外侧的顶部和底部皆套设有蜗杆套43,安装槽41内部一侧的顶部和底部套设有丝杆45,两组丝杆45外侧的一侧设有与蜗杆套43相互啮合的蜗轮44,两组丝杆45外侧的另一侧套设有螺纹适配的内螺纹管47,两组内螺纹管47的一侧设有与固定夹板39相互适配的定位夹板48。
31.作为本实施例的优选方案:检测仓1顶部和底部的中间位置处分别设有进料口和出料口,检测仓1内部底部的中间位置处分别设有从动导向辊和调节滑槽,且调节滑槽的内
侧套设有滑动配合的主动导向辊,而主动导向辊的一端和一侧分别设有驱动机和定位件,便于根据铝箔的厚度,调节主动导向辊和从动导向辊的间距,提供铝箔输送期间的辅助导向功效。
32.作为本实施例的优选方案:同端两组安装盘31的一侧设有固定架,且固定架与检测仓1固接,两组固定夹板39和导向辊35呈垂直方向相互对应,一组连接架32一侧的中间位置处设有信号发射器,两组固定夹板39的一侧设有防滑垫,提高固定夹板39与铝箔接触的摩擦力和防滑效果,以防铝箔在张力检测时出现松动和滑脱。
33.作为本实施例的优选方案:切割系统5分别由电动推杆和驱动器以及切割刀具组合而成,检测仓1内部一侧的顶部设有与电动推杆固接的定位台,便于通过电动推杆带动驱动器伸缩移动,并促使驱动器带动切割刀具旋转,从而主动对铝箔进行切割工作,方便将不合格的铝箔切除。
34.作为本实施例的优选方案:安装槽41一侧的顶部和底部靠近内螺纹管47的两端皆铰接有伸缩杆,且伸缩杆与内螺纹管47相互铰接,促使内螺纹管47在伸缩杆的限位配合下得以水平移动,从而使内螺纹管47带动定位夹板48与固定夹板39相互靠近贴合。
35.作为本实施例的优选方案:两组定位夹板48的一侧设有与固定夹板39相互对应的缓冲垫,增加定位夹板48位移与铝箔贴合夹持的缓和力和定位功效,降低结构与铝箔接触施加的压力损伤,安装槽41内部一侧的顶部和底部设有轴承座,且轴承座与丝杆45套设连接,促使丝杆45得以旋转。
36.实施例1,如图1-3所示,当铝箔在张力检测工作中出现断裂时,此时可取消同步定位机构4对断裂铝箔的夹持定位,并通过垂直体系的检测仓1和张力检测结构,促使取消定位的铝箔因断裂自动向下方排出,此时可通过驱动电机24的启动带动主动齿盘23和从动齿盘22啮合,迫使两组导引辊21相向旋转运动,从而对铝箔进行新一轮的主动输送和同步定位机构4的夹持定位,无需工作人员手动对断裂的铝箔进行处理,增加装置的灵活性和工作效率。
37.实施例2,如图1和图4所示,在铝箔进行张力检测工作时,可通过两组红外线检测仪37对张力检测的铝箔表面直面对应,从而实时监测铝箔表面是否受损,若是铝箔的表面出现受损和裂纹时,此时可通过切割系统5的启动利用电动推杆推动驱动器和切割刀具主动前移,将铝箔主动切除,并将自动向下方排出的铝箔进行取样回收,增加铝箔检测工作的精确性和工作效率,提高铝箔生产的合格率。
38.工作原理:该装置在使用时,首先将铝箔呈垂直状态输送至检测仓1内进行张力检测工作,当铝箔分别延伸出两组固定夹板39的水平面后,此时便可启动伺服电机46,通过伺服电机46带动转杆42和蜗杆套43旋转,随着蜗杆套43的转动带动蜗轮44和丝杆45旋转,接着利用丝杆45的旋转迫使两组内螺纹管47和定位夹板48螺纹配合并向外位移展开,促使内螺纹管47带动定位夹板48与固定夹板39相互靠近,从而对铝箔同步贴合夹紧,即可对铝箔进行张力检测工作;
39.其次,通过张力检测器33和辊式张力传感器34对铝箔进行接触挤压,并利用两组压力传感器36的限位促使铝箔的拉伸角度得到限位,并利用红外测距仪38对铝箔拉伸的距离进行检测,从而全面的得知铝箔张力检测中的各项数据,并根据数据判断铝箔质量是否合格,从而高效稳定的完成铝箔的张力检测工作。
40.最后应当说明的是,以上内容仅用以说明本发明的技术方案,而非对本发明保护范围的限制,本领域的普通技术人员对本发明的技术方案进行的简单修改或者等同替换,均不脱离本发明技术方案的实质和范围。