1.本技术涉及电动车电池自动配对的技术领域,尤其是涉及一种用于电动车电池的自动配对系统。
背景技术:
2.在电动车中通常会使用锂电池作为电能储存系统向车辆进行供电。锂电池在使用时,需要对锂电池的阻值、容量进行检测,在阻值相近的锂电池中,将容量相近的锂电池合并成一组使用,这个过程称为锂电池的配对。相关技术中,对锂电池进行配对测试,需要将待测试的锂电池放到检测平台上进行检测。
3.针对上述中的相关技术,发明人认为有缺陷:相关技术中对锂电池进行检测时,会使用机械手进行自动上料,用于提高检测效率,在机械手夹持锂电池上料时,机械手对锂电池施加的压力较大,很容易时锂电池发生变形,使锂电池的性能发生变化。
技术实现要素:
4.为了降低机械手对锂电池的施加的压力,减小夹持时锂电池发生的变形,本技术提供用于一种电动车电池的自动配对系统。
5.本技术提供的一种电动车电池的自动配对系统,采用如下的技术方案:一种用于电动车电池的自动配对系统,包括自动上料装置,所述自动上料装置包括支架、固定连接支架上的机械臂以及安装在机械臂上的机械手;所述机械手包括设置在机械臂上的安装座、滑动连接在安装座上的夹板、用于驱动夹板滑动的水平气缸、以及固定连接在水平气缸活塞杆上的吸能组件;所述夹板设置有两个,所述夹板相对设置,所述水平气缸驱动两个夹板朝向相反的方向滑动。
6.通过采用上述技术方案,在向检测机构供料时,机械臂将机械手移动到指定位置,将就位的锂电池夹起,水平气缸驱动夹板将锂电池接触时,吸能组件会吸收水平气缸活塞杆的一部分动能,从而降低夹板对锂电池的冲击力,从而降低锂电池发生的变形,从而减小锂电池的性能变化。
7.可选的,所述机械臂包括固定连接在支架上用于调节机械手高度的升降机构和固定连接在升降机构上用于机械手位置的转动机构,所述机械手设置在转动机构上。
8.通过采用上述技术方案,在机械臂调节机械手的位置时,升降机构调节机械手的高度,转动机构调节机械手的位置,升降机构与连接机构相互配合共同作用调节机械手的位置,从而使机械手能够将需要检测的锂电池送到指定位置。
9.可选的,所述升降机构包括固定连接在支架上的升降气缸以及固定连接在升降气缸活塞杆上的升降座,所述转动机构固定连接在升降座上。
10.通过采用上述技术方案,当需要调节机械手的高度时,升降气缸启动带动升降座一起升降,从而带动转动机构和机械手一起升降。
11.可选的,所述转动机构包括固定连接在升降座上的驱动电机以及固定连接在驱动
电机动力输出轴上的转动臂;所述机械手设置有两个,所述机械手分别设置在转动臂的两端。
12.通过采用上述技术方案,当需要调剂机械手的位置时,驱动电机驱动转动臂转动,从而调节转动臂的角度,进而调节转动臂的角度,从而调节机械手的位置。
13.可选的,所述安装座上固定连接有导轨,所述导轨上滑动连接有两个滑动座,两个所述夹板分别固定连接在两个滑动座上,所述水平气缸的缸体和吸能组件分别固定连接在两个滑动座上。
14.通过采用上述技术方案,当需要夹持锂电池时,水平气缸工作,水平气缸驱动两个夹板沿着连接导轨相向或相背的方向滑动,将锂电池夹紧或者放开。
15.可选的,所述吸能组件包括固定连接在水平气缸活塞杆上的滑动杆和固定连接在滑动座上的套筒,所述滑动杆滑动连接在套筒的内壁上,所述滑动杆的侧面上固定连接有密封圈,所述滑动杆上套设有弹簧,所述弹簧设置在滑动杆和套筒之间。
16.通过采用上述技术方案,在夹持锂电池的过程中,当夹板遇到锂电池之后,夹板停止滑动,水平气缸的活塞杆与滑动座发生相对滑动,滑动杆向套筒的内部滑动,从而夹板的移动速度,降低夹板对锂电池施加的压力。
17.可选的,所述套筒的侧面上设置有泄压组件,所述泄压组件包括设置在套筒侧面上的排气管和设置在排气管上的泄压阀。
18.通过采用上述技术方案,当滑动杆向着套筒内部滑动时,套筒内部的空气压力升高,当套筒内部空气压力升高到泄压阀的设定值,泄压阀开启泄压,避免套筒内的空气压力过高。
19.可选的,所述泄压组件包括设置在套筒侧面上的供气管和设置在供气管上的单向阀,所述单向阀只允许供气管向套筒供气。
20.通过采用上述技术方案,当水平气缸驱动夹板远离时,在弹簧的作用下,滑动杆复位,此时供气管向套筒内部供气,使套筒内部的气压维持在一定程度。
21.可选的,所述水平气缸和吸能组件设置有两组,两组所述水平气缸和吸能组件分别设置在滑动座的两侧。
22.可选的,两个所述夹板相对的侧面上固定连接缓冲垫。
23.通过采用上述技术方案,当夹板接触锂电池时,缓冲垫受力变形,从而进一步减少夹板对锂电池的冲击力,进一减小锂电池的变形。
24.综上所述,本技术包括以下至少一种有益技术效果:1.在向检测机构供料时,机械臂将机械手移动到指定位置,将就位的锂电池夹起,水平气缸驱动夹板将锂电池接触时,吸能组件会吸收水平气缸活塞杆的一部分动能,从而降低夹板对锂电池的冲击力,从而降低锂电池发生的变形,从而减小锂电池的性能变化;2.在向检测机构供料时,机械臂将机械手移动到指定位置,将就位的锂电池夹起,水平气缸驱动夹板将锂电池接触时,吸能组件会吸收水平气缸活塞杆的一部分动能,从而降低夹板对锂电池的冲击力,从而降低锂电池发生的变形,从而减小锂电池的性能变化。
附图说明
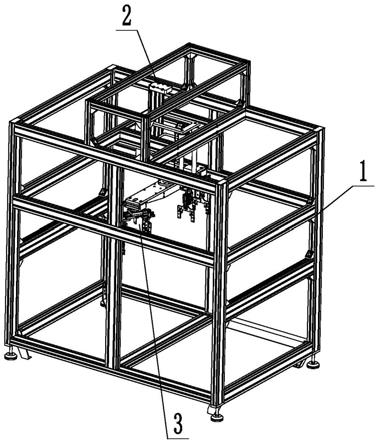
25.图1是本技术实施例整体结构示意图。
26.图2是本技术实施例中机械臂的结构示意图。
27.图3是本技术实施例中机械手的结构示意图。
28.图4是本技术实施例中吸能组件的结构示意图。
29.附图标记说明:1、支架;2、机械臂;21、升降机构;211、升降气缸;212、升降座;22、转动机构;221、驱动电机;222、转动臂;3、机械手;31、安装座;311、导轨;312、滑动座;32、夹板;321、缓冲垫;33、水平气缸;34、吸能组件;341、滑动杆;3411、弹簧;342、套筒;343、泄压组件;3431、排气管;3432、泄压阀;3433、供气管;3434、单向阀。
具体实施方式
30.以下结合附图1-4对本技术作进一步详细说明。
31.本技术实施例公开一种用于电动车电池的自动配对系统。
32.参照图1,一种用于电动车电池的自动配对系统包括自动上料装置,自动上料装置包括支架1、两个对称设置且固定在支架1上的机械臂2及固定在机械臂2上且用于夹持锂电池的机械手3。
33.参照图1和图2,机械臂2包括用于调节机械手3高度的升降机构21和用于旋转机械手3的转动机构22,升降机构21包括升降气缸211和升降座212,升降气缸211缸体通过螺栓固定在支架1上。升降气缸211活塞缸位于升降气缸211缸体底面,且升降气缸211活塞杆竖直设置。升降座212通过法兰固定在升降气缸211活塞杆底端。
34.通过升降气缸211活塞杆的伸出或收入升降气缸211,能够调节升降气缸211活塞杆上升降座212的高度,从而便于调节机械臂2上的机械手3高度,便于机械手3夹持锂电池。
35.参照图1和图2,转动机构22位于升降机构21下方,转动机构22包括驱动电机221和转动臂222;驱动电机221通过螺栓固定在升降座212底面且驱动电机221输出轴竖直向下设置,转动臂222水平设置且转动臂222上表面中间位置通过法兰与驱动电机221输出轴固定。机械手3设置有两个且对称固定在转动臂222两端底面。
36.工作人员能够通过驱动电机221带动转动臂222转动,从而带动机械手3转动,便于对机械臂2上的机械手3进行位置调节,从而便于机械臂2上的机械手3夹持锂电池。
37.参照图2和图3,机械手3包括安装座31、水平气缸33和吸能组件34。安装座31通过螺栓固定在转动臂222上,安装座31底面中间位置通过螺栓固定有水平布设的导轨311,导轨311上滑动连接有两个滑动座312。两滑动座312底面中间位置均通过螺栓固定有夹板32,两夹板32相对侧面侧底部均粘接固定有缓冲垫321。
38.在夹板32夹取锂电池时,缓冲垫321受压变形,减少了夹板32对锂电池的冲击力,从而减小了夹板32对锂电池的损伤。缓冲垫321采用合成橡胶材质,合成橡胶的使用寿命长,能够减少夹板32更换频率,便于自动配对系统长时间使用。
39.参照图3和图4,水平气缸33设置有两个且对称固定在一滑动座312相对两侧面中间位置,且水平气缸33活塞杆平行于安装座31上的导轨311。吸能组件34设置两组且固定在另一滑动座312相对两侧面中间位置。
40.吸能组件34包括滑动杆341、套筒342及泄压组件343,滑动杆341平行于水平气缸33上的活塞杆,且滑动固定在水平气缸33活塞杆背离水平气缸33缸体一端。滑动杆341一端套设有弹簧3411。套筒342套设在滑动杆341另一端,且套筒342外径大于弹簧3411外径。套
筒342外周面固定在滑动座312上,且与套筒342固定滑动座312和与水平气缸33固定滑动座312不是同一滑动座312。
41.在水平气缸33带动夹板32夹取锂电池过程中,当滑动杆341上的弹簧3411与套筒342端面接触时,在弹簧3411的作用下,水平气缸343活塞杆处的一部分动能被弹簧3411和泄压组件343吸收,从而减小夹板32对锂电池的压力,进而减小在夹持过程中锂电池的变形,进而减小锂电池性能参数的变化。当本技术系统将锂电池放到指定位置之后,水平气缸33驱动夹板32相互远离,此时弹簧3411带动泄压组件343复位。
42.参照图3和图4,泄压组件343包括固定在套筒342上的排气管3431和供气管3433,排气管3431上安装有泄压阀3432,供气管3433上安装有用于向套筒342内供气的供气的单向阀3434。当滑动杆341向着套筒342内部滑动时,套筒342内部的空气压力升高,当套筒342内部空气压力升高到泄压阀3432的设定值,泄压阀3432开启泄压,能够降低套筒342内的空气压力。
43.在夹板32夹持锂电池的过程中,当夹板32刚开始接触锂电池时,弹簧3411变形,滑动杆341向着套筒342的内部滑动,此时套筒342内部的空气压力升高,这个过程中夹板32的动能转换成弹簧3411的弹性势能和套筒342内部空气的内能。通过弹簧3411和套筒342内部的空气吸收夹板32的一部分动能,从而降低夹板对锂电池的冲击力。
44.当滑动杆341继续朝着套筒342的内部滑动时,套筒341内部的空气压力继续升高,当套筒341内部的空气压力升高到泄压阀3431的设定值时,套筒341内部的空气通过排气管3431流出。此时夹板32的一部分动能转换成弹簧3411的弹性势能和套筒341内部空气的动能,进一步降低夹板32对锂电池的冲击力。
45.供气管3433的一端连接气泵,另一端与套筒342连接,供气管3433向套筒342的内部供气使套筒342的内部的气压保持相对稳定。当夹板32夹紧锂电池的过程中,供气管3433上的单向阀3434可以避免套筒343内部的空气从供气管3433流出;当夹板32将锂电池松开之后,供气管3433向套筒342的内部供气,当弹簧3411推动滑动杆341复位时,供气管3433可以使套筒342内部的气压保持相对稳定。
46.一种用于电动车电池的自动配对系统的实施原理为:在向检测机构供料时,机械臂2将机械手3移动到指定位置;启动水平气缸33,水平气缸33带动两滑动座312相向移动,使得两夹板32相向移动,相向移动的夹板32能将就位的锂电池夹起。
47.在水平气缸33带动两夹板32相向移动过程中,水平气缸33活塞杆上的一部分动能转化为弹簧3411的弹性势能、套筒342内部空气的内能和动能,从而减低了减低了水平气缸33活塞杆向内收缩的速度,降低了两夹板32的移动速度,进而降低夹板32对锂电池的冲击力,从而降低锂电池发生的变形,从而减小锂电池的性能变化。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。