1.本实用新型属于打包带设备技术领域,具体涉及一种带形产品的自动收卷机。
背景技术:
2.随着社会的发展,人们对于大众消费品的需求日趋旺盛,大多商品的供应链多数散落在民间,对于生产半成品原材料的小微工厂存在以下问题:工艺水平较低、自动化水平不高、生产效率低、用工成本高、招工困难、工人劳动强度大、工业安全问题多、加工精度和品质参差不齐等问题。
3.目前小微工厂针对带子收卷大多是使用的半自动收卷工作台,工作原理是:人工将带子瞄准卡在收卷盘中卷芯开口槽中;人工起动电机运作,带子带动机械式计米装置记录收卷长度;人工观察大概到达收据长度后,人工停止电机运行;人工控制卷心抽出;人工使用大头钉固定卷尾端,收卷完成。
4.该方法存在人工参与工作多;工人劳动强度大;收卷效率低,收卷一盘需要时间长;存在工业安全隐患,轮盘转动时没有任何保护装置;收卷盘成品一致性差;每盘将投入一枚大头针,存在附属耗材浪费等问题。
技术实现要素:
5.本实用新型通过提供一种带形产品的自动收卷机,以解决现有收卷机存在无法实现全自动,且具有附属耗材浪费的问题。
6.为实现上述目的,本实用新型的技术解决方案是:
7.一种带形产品的自动收卷机,包括机架,以及安装在机架上的导向杆组件、导向轮组件、长度测量组件、牵引组件、带子收卷组件、断带组件、末端固定组件和控制系统,所述长度测量组件、牵引组件、带子收卷组件、断带组件、末端固定组件均与控制系统连接;所述断带组件包括加热刀、加热刀控制器、切断伸缩气缸和辅助气缸,所述加热刀控制器通过耐高温线缆与加热刀连接,加热刀安装于切断伸缩气缸的伸缩轴上,所述辅助气缸的伸缩轴与加热刀配合,将带子高温切断。
8.优选地,所述导向杆组件包括导带梳和固定杆,带子穿过所述导带梳和固定杆;所述导向轮组件设有两个导向轮,分别设于长度测量组件的两端。
9.优选地,所述长度测量组件包括编码器、支撑板、随动轮和弹簧压紧部件,所述弹簧压紧部件固定于机架上,随动轮安装在编码器上,编码器和随动轮通过螺栓安装在弹簧压紧部件上,所述随动轮随着支撑板上的带子传动而转动。
10.优选地,所述自动收卷机还包括带子保持组件,所述带子保持组件包括保持气缸以及设置在保持气缸伸缩轴上的保持板,所述保持板将带子压在支撑板上。
11.优选地,所述牵引组件包括驱动气缸、第一气缸和第二气缸,所述驱动气缸上设置有安装板,所述第一气缸和第二气缸相对固定于安装板上;所述第一气缸和第二气缸的伸缩轴上安装有夹爪部件。
12.优选地,所述带子收卷组件包括收卷盘、卷芯主轴销、电机驱动组件、抽芯气缸组件,所述收卷盘通过轴承安装在卷芯主轴销上,所述电机驱动组件包括驱动电机、主动轮和同步带轮,所述驱动电机与主动轮连接,主动轮通过同步带与同步带轮连接,同步带轮固定安装在卷芯主轴销上,带动收卷盘转动;所述抽芯气缸组件包括抽芯气缸、链条、链轮和随动轴,所述随动轴的一端通过轴承与卷芯主轴销连接,随动轴的另一端通过连接件与链条连接,链条与抽芯气缸连接,链轮安装在安装板上,链轮与链条啮合。
13.优选地,所述带子收卷组件还包括辅助对齐杆,所述辅助对齐杆包括对齐杆和对齐气缸,对齐杆固定连接于对齐气缸的伸缩轴上,对齐杆与收卷盘平行。
14.优选地,所述末端固定组件包括接触滚轮、丝杆滑动模组、电机、滚轮杆导向槽、接触开关、滚轮导向杆,所述丝杆滑动模组上的滑块带动滚轮杆导向槽向收收卷盘方向移动,丝杆滑动模组通过电机带动,丝杆滑动模组整体通过螺栓固定在金属安装背板上,滚轮杆导向槽内有支撑连接接触滚轮的起传动支撑作用的滚轮导向杆,接触开关通过螺栓及固定板安装在丝杆滑动模组的滑动块上,当接触滚轮运行至接触到卷盘时通过滚轮导向杆传导触发接触开关,电控系统检测到信号并使电机停止运转,丝杆滑动模组上的全部部件保持在当前位置。
15.本实用新型的有益效果是:
16.本技术中设有断带组件和末端固定组件,断带组件通过加热将带子热切断,并使带子末端有少量的融化,通过少量融化的带子,配合末端固定组件的滚压在融化的带子凝固前使带子末端粘贴在带卷上,不需要使用附属耗材固定,节省材料成本;且本实用新型能够实现全自动收卷,不需过多的人工参与,提高工作效率,降低人工成本。
附图说明
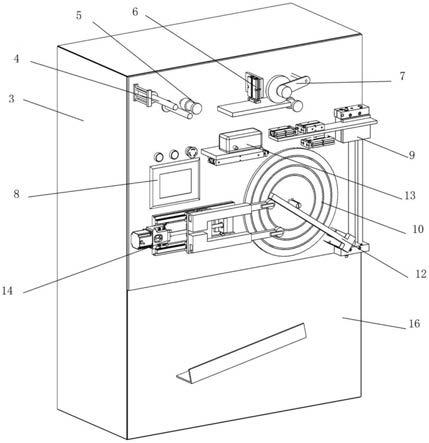
17.图1是本实用新型的结构示意图。
18.图2是机架结构示意图。
19.图3是导向杆组件和导向轮组件结构示意图。
20.图4是长度测量组件结构示意图。
21.图5是牵引组件结构示意图。
22.图6是带子收卷组件结构示意图。
23.图7是带子收卷组件结构示意图。
24.图8是辅助对齐杆结构示意图。
25.图9是断带组件和末端固定组件结构示意图。
26.图10是本实用新型的流程示意图。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)
仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
29.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
30.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
31.另外,本实用新型各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
32.参见图1,一种带形产品的自动收卷机,包括机架3,以及安装在机架3上的导向杆组件4、导向轮组件5、带子保持组件6、长度测量组件7、牵引组件9、带子收卷组件10、断带组件13、末端固定组件14和控制系统,所述长度测量组件、牵引组件、带子收卷组件、断带组件、末端固定组件均与控制系统连接;参见图2,所述机架3包括金属结构框架301和金属安装背板302,金属结构框架通过焊接连接,起支撑金属安装背板的作用。金属安装背板通过螺栓与金属结构框架连接固定,起支承和安装全部功能组件的作用。所述控制系统包括人机交互操作控制系统8和电气控制柜16,人机交互操作控制系统具有通过触摸屏操作控制机器运行、停止、参数设置、系统复位、系统状态监视、手动测试、产能统计等功能。电气控制箱16放置设备主要电气控制器件。本实用新型中涉及到电路和电子元器件以及模块均为现有技术,本领域技术人员完全可以实现,无需赘言,本实用新型保护的内容也不涉及对于内部结构和方法的改进。
33.参见图3,导向杆组件4通过螺栓固定在金属安装背板302上,所述导向杆组件4包括导带梳401和固定杆(402,403),带子2穿过所述导带梳401和固定杆402;导带梳401上设有细轴,所述固定杆设有两个,两个固定杆(402,403)通过图10相对安装的位置,连续收紧带子时可以起到矫正带子的作用,使带子平整进入设备,不拧结。
34.所述导向轮组件5设有两个导向轮(501,502),分别设于长度测量组件7的两端。两个导向轮(501,502)通过螺栓固定在金属安装背板上,引导进入的带子2通过各功能组件,导向轮为槽形,可有效防止带子在轴向方向脱落。
35.所述带子保持组件6包括保持气缸601以及设置在保持气缸601伸缩轴上的保持板,所述保持板将带子压在支撑板602上。保持气缸601通过螺栓和转接板固定在金属安装背板302上,配合支撑板602,起到在非收卷时压紧带子的作用,带子防止反向滑落。
36.参见图4,所述长度测量组件7包括编码器701、支撑板602、随动轮702和弹簧压紧部件(703,704),所述弹簧压紧部件固定于机架3上,支撑板通过螺栓垂直安装在金属安装板上,随动轮702安装在编码器701上,编码器701和随动轮702通过螺栓安装在弹簧压紧部件上,所述随动轮随着支撑板602上的带子传动而转动。带子在收卷时,带动随动轮旋转,从
而带动编码器计数,通过数据转换实时监测带子输送距离,当到达设置长度后,控制系统控制带子收卷组件10主轴停止运转。
37.参见图5,所述牵引组件9包括驱动气缸904、第一气缸901和第二气缸902,所述驱动气缸904上设置有气缸安装板903,所述第一气缸901和第二气缸902相对固定于安装板上;所述第一气缸901和第二气缸902的伸缩轴上安装有夹爪部件905。所述第一气缸901和第二气缸902的伸缩轴上的夹爪部件905能够将带子2夹紧,并通过驱动气缸904的向下伸缩,带动气缸安装板903向下移动,将带子插入带子收卷组件10中的卷芯主轴销上的卡口中,将带子卡紧。
38.参见图6和图7,所述带子收卷组件10包括收卷盘1001、卷芯主轴销1003、电机驱动组件、抽芯气缸组件,所述收卷盘1001通过轴承1002安装在卷芯主轴销1003上,收卷盘1001可绕卷芯主轴销1003旋转,收卷时和辅助对齐杆12配合使带子整齐成卷。所述电机驱动组件包括驱动电机1004、主动轮1005和同步带轮1006,所述驱动电机1004与主动轮1005连接,主动轮1005通过同步带与同步带轮1006连接,同步带轮1006固定安装在卷芯主轴销1003上,带动收卷盘1001转动;所述抽芯气缸组件包括抽芯气缸1007、链条1008、链轮1009和随动轴1010,所述随动轴1010的一端通过轴承与卷芯主轴销1003连接,随动轴1010的另一端通过连接件1011与链条1008连接,链条1008与抽芯气缸1007的伸缩轴连接,链轮1009安装在安装板上,链轮1009与链条1008啮合。带子收卷组件10安装在支撑安装架1012上,驱动电机1004安装在电机安装板1013上,抽芯气缸1007安装在气缸安装板1014上。在卷芯主轴销1003圆周上设有一点高出圆周的金属部件,可被固定在金属背板后的接近开关检测到,并反馈给控制系统代表原点到达,此时轴销1003的卡口1015平行于带子,即垂直于水平位置。收卷时带子被卡进卡口内,因此可以牢靠固定带子首端。卷芯主轴销1003可通过抽芯气缸组件实现伸出、缩回动作,从而卸下收好的成品卷盘11,抽芯气缸1007通过链条1009连接卷芯主轴销1003后部的随动轴1010上。
39.参见图8,所述辅助对齐杆12包括对齐杆1201和对齐气缸1202,对齐杆1201固定连接于对齐气缸1202的伸缩轴上,对齐杆与收卷盘平行。对齐杆1201被对齐气缸1202驱动并垂直于金属安装背板做开合运用,对齐杆通过螺栓安装在对齐气缸运动端,对齐气缸通过螺栓安装在金属安装背板上。收卷时和收卷盘组件10配合使带子整齐成卷。
40.参见图9,所述断带组件13包括加热刀1302、加热刀控制器1301、切断伸缩气缸1303和辅助气缸1304,所述加热刀控制器1301通过耐高温线缆与加热刀1302连接,加热刀1302安装于切断伸缩气缸1303的伸缩轴上,所述辅助气缸1304的伸缩轴与加热刀1302配合,将带子高温切断。所述切断伸缩气缸1303通过螺栓固定在金属安装背板上,辅助气缸1304安装在气缸安装板903下方。加热刀控制器输出通过导线连接加热刀片,通电使加热刀持续产生高温,切断伸缩气缸1303伸缩轴通过螺栓连接加热刀1302,配和辅助气缸1304,加热刀伸出接触带子,使加热刀烧断带子,通过辅助气缸的伸出短暂的支撑保持,可使断带末端烧灼的带子凝固时间变长。
41.所述末端固定组件包括接触滚轮1401、丝杆滑动模组1402、电机1403、滚轮杆导向槽1404、接触开关1405、滚轮导向杆1406,所述丝杆滑动模组1402带动滚轮杆导向槽1404向收收卷盘1001方向移动,丝杆滑动模组1402通过电机带动,丝杆滑动模组整体通过螺栓固定在金属安装背板上,滚轮杆导向槽1404内有支撑连接接触滚轮1401的起传动支撑作用的
滚轮导向杆1406,接触开关1405通过螺栓及固定板安装在丝杆滑动模组的滑动块上,当接触滚轮1401运行至接触到卷盘时通过滚轮导向杆1406传导触发接触开关1405,电控系统检测到信号并使电机停止运转,丝杆滑动模组上的全部部件保持在当前位置。此时收卷盘1001带动已收卷的卷盘11运转1圈,使被烧灼的断带端经过接触滚轮1401的挤压,沾灼在已收卷的带盘上。
42.工作时,放置在容器1中的待收卷的带子2通过装置上的导向杆组件4、导向轮组件5准确平稳的将带子2输入,牵引组件9驱动夹爪部件905夹起带子,通过驱动气缸904将带子头向下移动,带子收卷组件10的卷芯主轴销1003伸出后卡口1015卡住带子,开始旋转收卷。收卷时,长度测量组件7编码器配和随动轮可记录输入带子的长度,当到达设置长度后,卷芯主轴销1003停止运转,随后断带组件13的加热刀1302切断带子,收卷末端的带子被烧灼后未完全凝固,末端固定组件14的丝杆滑动模组1402驱动滚轮1401压紧在卷上,主轴再转设定角度,使得带子末端粘在卷圆周上。卷芯主轴销缩回、复位收卷盘,开始进入下一个收卷动作循环。
43.以上所述的收卷机设有断带组件和末端固定组件,断带组件通过加热将带子热切断,并使带子末端有少量的融化,通过少量融化的带子,配合末端固定组件的滚压在融化的带子凝固前使带子末端粘贴在带卷上,不需要使用附属耗材固定,节省材料成本。
44.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。