1.本实用新型涉及物料搭配装置技术领域,具体涉及一种定量自动配料系统。
背景技术:
2.大多数物料制造出来后盛放在一个大容器中,根据不同的包装规格再分装到不同容量的包装袋中。
3.目前物料的的包装主要依靠人工进行,工人用大勺子将物料颗粒装入包装袋中,再进行称重,称重合格后进行下一道封袋工序。
4.但是,依靠人工装料具有以下缺点:其一,效率低,生产成本高;其二、误差大,且耗费人力。
5.有鉴于此,设计一种能自动抽料装置。
技术实现要素:
6.本实用新型针对上述问题,提供一种定量自动配料系统。
7.本实用新型采用的技术方案为:一种定量自动配料系统,包括:若干储料箱、切换阀和配料组件;
8.每个所述储料箱分别通过管道与配料组件连接,所述管道上均设置有切换阀;其中,所述控制器用于控制所述切换阀的开合;其中,所述控制器用于控制所述切换阀的开合;
9.所述配料组件用于接收储料箱的料,并对接收的料进行称重和混合。
10.进一步地,所述控制器为plc。
11.更进一步地,所述储料箱设有若干个,且每个所述储料箱底部均设有控制出料口开合的截料阀;
12.其中,所述控制器控制所述截料阀的开合动作。
13.更进一步地,所述配料组件包括:依次通过管道连通的吸料斗、搅拌桶和暂存桶;
14.所述吸料斗外部设有称重传感器;
15.所述吸料斗的出料端与所述搅拌桶之间的管道上设有第一闸刀阀;
16.所述搅拌桶设置在所述吸料斗正下方,所述搅拌桶的出料端的管道上设有第二闸刀阀;
17.所述暂存桶设置在所述搅拌桶正下方。
18.更进一步地,所述搅拌桶内设有搅拌器,所述搅拌器与所述搅拌桶的侧壁连接。
19.更进一步地,所述暂存桶的出料口设有抽料阀,所述暂存桶的下端内侧壁上设有料位计。
20.更进一步地,该装置还包括:罗茨风机和脉动集尘器;
21.所述罗茨风机与所述脉动集尘器连接,所述脉动集尘器与所吸料斗的进料端连接;
22.所述罗茨风机、脉动集成器、第一闸刀阀、第二闸刀阀、电磁阀料位计均与所述控制器连接。
23.本实用新型的优点:
24.1、本方案全程自动化,只需要通过控制plc即可实现所有流程,相比人工进行称重配料,有效的提高了配料效率、降低生产成本和降低人工的工作强度。
25.2、通过设置的称重装置能精准的对物料量进行把控,而设置的搅拌器能将各种物料充分的混合,相比人工称取和混合,更加的方便和机械化。
附图说明
26.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
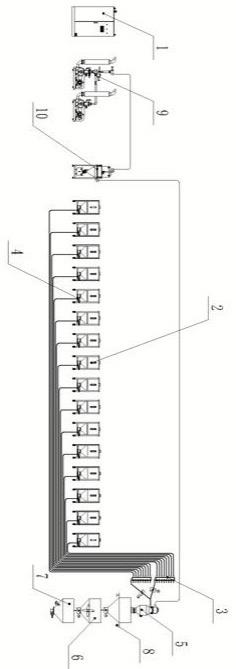
27.图1是本实用新型实施例的正面结构示意图;
28.图2是本实用新型实施例的配料组件放大结构示意图。
29.附图标记:
30.1为控制器,2为储料箱,3为切换阀,4为截料阀,5为吸料斗,6为搅拌桶,7为暂存桶,8为称重传感器,9为罗茨风机,10为脉动集尘器。
具体实施方式
31.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
32.参见图1至,如图1所示,一种定量自动配料系统,包括:控制器1、若干储料箱2、切换阀3和配料组件;
33.每个所述储料箱2分别通过管道与配料组件连接,所述管道上均设置有切换阀3;其中,所述控制器1用于控制所述切换阀3的开合;
34.所述配料组件用于接收储料箱2的料,并对接收的料进行称重和混合。
35.需要说明的是,本方案的主要发明点在于:其一,实现自动化配料,代替传统的半自动化配料过程,从而,使得效率更高,成本更加的节约,精确度更高;其二,可以实现不间断的配料,且原料之间互不影响。
36.本实用新型的一实施例中,所述控制器1为plc。
37.需要说明的是,plc为可编程逻辑控制器,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
38.本实用新型的一实施例中,所述储料箱2设有若干个,且每个所述储料箱2底部均设有控制出料口开合的截料阀4;
39.其中,所述控制器控制所述截料阀4的开合动作。
40.需要说明的是,截料阀的作用是控制料从储料箱内流出,当进行配料时,截料阀打开,料从储料箱流出,完成配料后截料阀关闭。
41.本实用新型的一实施例中,所述配料组件包括:依次通过管道连通的吸料斗5、搅
拌桶6和暂存桶7;
42.所述吸料斗外部设有称重传感器8;
43.所述吸料斗5的出料端与所述搅拌桶6之间的管道上设有第一闸刀阀;
44.所述搅拌桶6设置在所述吸料斗5正下方,所述搅拌桶6的出料端的管道上设有第二闸刀阀;
45.所述暂存桶7设置在所述搅拌桶6正下方。
46.需要说明的是,配料组件的作用是,对各种料进行混合和称重;具体是,料进入吸料斗内,称重传感器同时工作,当吸料斗内料的量达到所需的量时,第一闸刀阀打开,料进入搅拌桶内,然后搅拌器开始运转,当完成料的混合后,第二闸刀阀打开,料进入暂存桶内。
47.另外,吸料斗的外壁与称重传感器接触,重传感器接触设置在支架上,当料进行吸料斗内,吸料斗重力发生变化,称重传感器将重力变化信号发送给plc。
48.本实用新型的一实施例中,所述搅拌桶6内设有搅拌器,所述搅拌器与所述搅拌桶6的侧壁连接。
49.本实用新型的一实施例中,所述暂存桶7的出料口设有抽料阀,所述暂存桶的下端内侧壁上设有料位计。
50.需要说明的是,当暂存桶上的料位计感应到物料低于限定位时,搅拌桶内的料可落入暂存桶,实现不间断配料。
51.本实用新型的一实施例中,该装置还包括:罗茨风机9和脉动集尘器10;
52.所述罗茨风机9与所述脉动集尘器10连接,所述脉动集尘器11与所吸料斗5的进料端连接;
53.所述罗茨风机9、脉动集成器10、第一闸刀阀、第二闸刀阀、称重传感器8和料位计均与所述控制器1连接。
54.脉动集尘器内置三支过滤器,可有效清除系统中的粉尘,外接高压空气,可定时对过滤器进行逆洗除尘,集料桶与主体采用把手连接,方便清除桶内灰尘。可广泛应用于冶金、铸造、矿山采掘、本系列产品是脉冲袋式集尘器的改进型,完全引进中国台湾高新技术是一种采用高压脉冲喷吹清灰、圆形滤袋设计全自动控制高效装置。改进了滤袋的固定方法,它增设了侧开;进风口和中间检修过道,换袋查袋方便,有利于含尘空气的扩散,减少了气流对滤袋的冲刷,它具有气体处理能力大,净化效率高,工作性能可靠,结构简单,维护量小等特点。并可降低厂房净空高度,轻工、电力等部门,特别适用于捕集细小而干燥的非纤维性粉尘。
55.本实用新型提供的一种定量自动配料系统,使用时现在plc控制器上输入配方,其中,配方包括:原料种类、比例、重量;另外,可以在plc上输入多个配方;
56.接着,在plc上控制罗茨风机和脉冲集尘器工作,控制截料阀打开,配方里面的第一种原料开始送入吸料斗内,同时称重传感器会自动测量进入吸料斗内的料重量,持续这个过程,使配方里的每一种原料根据所需比例进入吸料斗内;
57.接着,完成原料配制后,控制第一闸刀阀打开,原料从吸料斗进入搅拌桶内,同时,控制搅拌器开始运转,使得原料充分混合;
58.接着,控制第二闸刀阀打开,混合后的原料从搅拌桶进入暂存桶内,然后,暂存桶被机台拿走。
59.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。