1.本发明涉及熔喷布技术领域,具体为一种基于熔喷布生产用成型设备。
背景技术:
2.熔喷布是口罩最核心的材料,熔喷布主要以聚丙烯为主要原料,纤维直径可以达到1~5微米。空隙多、结构蓬松、抗褶皱能力好,具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,从而使熔喷布具有很好的过滤性、屏蔽性、绝热性和吸油性。可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料、吸油材料及擦拭布等领域。
3.在熔喷布生产成型完成后需要对其进行分切收卷,将熔喷布分割成合适的尺寸进行收卷打包,但是现有的熔喷布生产装置在对熔喷布进行分割时分割刀片多为直接暴漏在设备的外部,使用者使用时容易直接接触到分割刀片造成身体损伤,给使用者的使用带来了安全隐患,同时不易对熔喷布表面的细小纤维进行清理,影响熔喷布成品的质量。
技术实现要素:
4.为解决上述背景技术中提出的问题,本发明的目的在于提供一种基于熔喷布生产用成型设备,具备对分割刀片进行防护,避免使用者使用时接触到分割刀片对身体造成损伤,方便对熔喷布表面细小纤维进行清理,提高成品质量的优点,解决了现有的熔喷布生产装置在对熔喷布进行分割时分割刀片多为直接暴漏在设备的外部,使用者使用时容易直接接触到分割刀片造成身体损伤,同时不易对熔喷布表面的细小纤维进行清理,影响熔喷布成品的质量的问题。
5.为实现上述目的,本发明提供如下技术方案:一种基于熔喷布生产用成型设备,包括底板,所述底板顶部的左侧通过支杆固定连接有熔喷装置,所述底板顶部的左侧固定连接有位于熔喷装置正下方的输送带,所述底板顶部的前后两侧均固定连接有位于输送带右侧的竖杆,所述竖杆的顶部固定连接有铲板,所述铲板的左侧与输送带的表面贴合,所述底板顶部的前后两侧均固定连接有位于竖杆右侧的撑杆,所述撑杆的上方转动连接有转轴,所述转轴的表面固定连接有若干数量的分割轮,所述分割轮的表面设置有防护套,所述撑杆的顶部固定连接有固定杆,所述固定杆的内侧与防护套的外侧固定连接,所述固定杆的左侧铰接有第一斜杆,所述第一斜杆的左侧固定连接有上毛刷,所述上毛刷的底部与铲板的顶部贴合,所述底板的顶部固定连接有位于撑杆右侧的收卷辊,所述撑杆的右侧固定连接有第二斜杆,所述第二斜杆的右端铰接有下毛刷,所述下毛刷的顶部与收卷辊的表面贴合,所述底板顶部的右侧固定连接有电机,所述电机的输出端通过传动轮和传动带与转轴和收卷辊传动连接。
6.作为本发明优选的,所述第二斜杆底部的右侧和下毛刷的底部均固定连接有固定板,所述固定板的内侧固定连接有压簧。
7.作为本发明优选的,所述铲板底部的两侧均固定连接有半导体制冷片,所述底板
的顶部固定连接有位于竖杆左侧的蓄电池,所述半导体制冷片与蓄电池电性连接。
8.作为本发明优选的,所述底板的顶部设置有位于撑杆内侧的废料收集箱。
9.作为本发明优选的,所述废料收集箱的内部固定连接有静电发生棒。
10.作为本发明优选的,所述静电发生棒的数量为若干个,静电发生棒的数量为若干个,且呈等距离分布。
11.作为本发明优选的,所述收卷辊的表面固定连接有硅胶层,所述硅胶层的表面设置有防滑纹。
12.与现有技术相比,本发明的有益效果如下:
13.1、本发明通过设置底板、熔喷装置、输送带、竖杆、铲板、撑杆、转轴、分割轮、防护套、固定杆、第一斜杆、上毛刷、收卷辊、第二斜杆、下毛刷和电机的配合使用,解决了现有的熔喷布生产装置在对熔喷布进行分割时分割刀片多为直接暴漏在设备的外部,使用者使用时容易直接接触到分割刀片造成身体损伤,同时不易对熔喷布表面的细小纤维进行清理,影响熔喷布成品的质量的问题,具备对分割刀片进行防护,避免使用者使用时接触到分割刀片对身体造成损伤,方便对熔喷布表面细小纤维进行清理,提高成品质量的优点。
14.2、本发明通过设置固定板和压簧的配合使用,通过压簧的作用可以向下毛刷施加压力,使下毛刷能够始终与收集装置的表面贴合,避免了下毛刷在对熔喷布表面细小纤维清理时脱离与其背面的接触,导致清理效果不理想的问题。
15.3、本发明通过设置半导体制冷片和蓄电池的配合使用,可以通过蓄电池向半导体制冷片供电,使半导体制冷片工作对铲板进行降温,从而加快从铲板顶部经过的熔喷布的降温,避免了熔喷布由于温度下降慢导致成型慢影响正常分割收卷的问题。
16.4、本发明通过设置废料收集箱,可以对分割时产生的废料进行收集,可以将收集的废料进行再次熔化加工,避免了材料浪费,增加使用者的生产收益。
17.5、本发明通过设置静电发生棒,可以通过静电发生棒的工作产生静电,对漂浮在设备周围的细小纤维进行吸附收集,避免了使用者的工作环境中充斥细小纤维对工作环境造成损坏影响使用者的正常使用的问题。
18.6、本发明通过设置硅胶层,可以增大收卷辊表面的摩擦力,使其对熔喷布进行收卷时不易出现打滑的现象,避免了在对分割完成后的熔喷布进行收卷时出现打滑导致收卷困难影响设备正常使用的情况。
附图说明
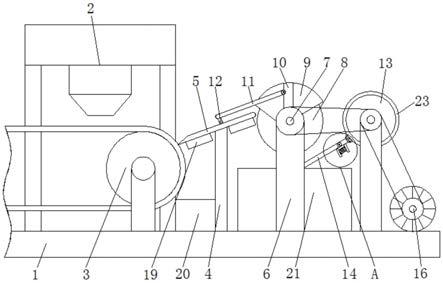
19.图1为本发明结构示意图;
20.图2为本发明上毛刷的左视示意图;
21.图3为本发明图1中a的放大示意图;
22.图4为本发明废料收集箱的剖视示意图。
23.图中:1、底板;2、熔喷装置;3、输送带;4、竖杆;5、铲板;6、撑杆;7、转轴;8、分割轮;9、防护套;10、固定杆;11、第一斜杆;12、上毛刷;13、收卷辊;14、第二斜杆;15、下毛刷;16、电机;17、固定板;18、压簧;19、半导体制冷片;20、蓄电池;21、废料收集箱;22、静电发生棒;23、硅胶层。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.如图1至图4所示,一种基于熔喷布生产用成型设备,包括底板1,底板1顶部的左侧通过支杆固定连接有熔喷装置2,底板1顶部的左侧固定连接有位于熔喷装置2正下方的输送带3,底板1顶部的前后两侧均固定连接有位于输送带3右侧的竖杆4,竖杆4的顶部固定连接有铲板5,铲板5的左侧与输送带3的表面贴合,底板1顶部的前后两侧均固定连接有位于竖杆4右侧的撑杆6,撑杆6的上方转动连接有转轴7,转轴7的表面固定连接有若干数量的分割轮8,分割轮8的表面设置有防护套9,撑杆6的顶部固定连接有固定杆10,固定杆10的内侧与防护套9的外侧固定连接,固定杆10的左侧铰接有第一斜杆11,第一斜杆11的左侧固定连接有上毛刷12,上毛刷12的底部与铲板5的顶部贴合,底板1的顶部固定连接有位于撑杆6右侧的收卷辊13,撑杆6的右侧固定连接有第二斜杆14,第二斜杆14的右端铰接有下毛刷15,下毛刷15的顶部与收卷辊13的表面贴合,底板1顶部的右侧固定连接有电机16,电机16的输出端通过传动轮和传动带与转轴7和收卷辊13传动连接。
26.参考图3,第二斜杆14底部的右侧和下毛刷15的底部均固定连接有固定板17,固定板17的内侧固定连接有压簧18。
27.作为本发明的一种技术优化方案,通过设置固定板17和压簧18的配合使用,通过压簧18的作用可以向下毛刷15施加压力,使下毛刷15能够始终与收集装置的表面贴合,避免了下毛刷15在对熔喷布表面细小纤维清理时脱离与其背面的接触,导致清理效果不理想的问题。
28.参考图1,铲板5底部的两侧均固定连接有半导体制冷片19,底板1的顶部固定连接有位于竖杆4左侧的蓄电池20,半导体制冷片19与蓄电池20电性连接。
29.作为本发明的一种技术优化方案,通过设置半导体制冷片19和蓄电池20的配合使用,可以通过蓄电池20向半导体制冷片19供电,使半导体制冷片19工作对铲板5进行降温,从而加快从铲板5顶部经过的熔喷布的降温,避免了熔喷布由于温度下降慢导致成型慢影响正常分割收卷的问题。
30.参考图1,底板1的顶部设置有位于撑杆6内侧的废料收集箱21。
31.作为本发明的一种技术优化方案,通过设置废料收集箱21,可以对分割时产生的废料进行收集,可以将收集的废料进行再次熔化加工,避免了材料浪费,增加使用者的生产收益。
32.参考图4,废料收集箱21的内部固定连接有静电发生棒22,静电发生棒22的数量为若干个,且呈等距离分布。
33.作为本发明的一种技术优化方案,通过设置静电发生棒22,可以通过静电发生棒22的工作产生静电,对漂浮在设备周围的细小纤维进行吸附收集,避免了使用者的工作环境中充斥细小纤维对工作环境造成损坏影响使用者的正常使用的问题。
34.参考图1,收卷辊13的表面固定连接有硅胶层23,硅胶层23的表面设置有防滑纹。
35.作为本发明的一种技术优化方案,通过设置硅胶层23,可以增大收卷辊13表面的
摩擦力,使其对熔喷布进行收卷时不易出现打滑的现象,避免了在对分割完成后的熔喷布进行收卷时出现打滑导致收卷困难影响设备正常使用的情况。
36.本发明的工作原理及使用流程:使用时,通过熔喷装置2将纤维丝喷洒在输送带3的表面,输送带3启动将纤维丝冷却后成型的熔喷布向右侧输送,使用者用手将第一斜杆11提起,将熔喷布的右端放置在铲板5的表面后将第一斜杆11放下使上毛刷12的毛刷端与熔喷布的顶面接触,在熔喷布移动的过程中将熔喷布表面的细小纤维刮下,然后继续拉动熔喷布使其右端缠绕在收卷辊13的表面,启动电机16,通过电机16的启动带动转轴7转动和收卷辊13启动,收卷辊13启动对熔喷布进行收卷将成型的熔喷布向右侧拉动,随着收卷辊13的转动下毛刷15的毛刷端与熔喷布的底面接触对其表面的细小纤维进行清理,转轴7转动带动分割轮8转动对熔喷布进行分割,通过防护套9的设置,对使用者起到防护作用,避免使用者在操作过程中误碰到转动的分割轮8对其身体造成损伤。
37.综上所述:该基于熔喷布生产用成型设备,通过设置底板1、熔喷装置2、输送带3、竖杆4、铲板5、撑杆6、转轴7、分割轮8、防护套9、固定杆10、第一斜杆11、上毛刷12、收卷辊13、第二斜杆14、下毛刷15和电机16的配合使用,解决了现有的熔喷布生产装置在对熔喷布进行分割时分割刀片多为直接暴漏在设备的外部,使用者使用时容易直接接触到分割刀片造成身体损伤,同时不易对熔喷布表面的细小纤维进行清理,影响熔喷布成品的质量的问题。
38.其中,所述输送带(3)和电机(16)的电机转速是根据所述熔喷装置(2)的喷洒速度决定的,以保证在喷熔装置(2)喷洒速度较快时所述输送带(3)和电机(16)的电机转速加快转动以防止喷洒物料的叠加堆积造成物料浪费;并且所述输送带(3)和电机(16)的电机转速以及使能通断需保持一致,以防止所述熔喷布因转速不一致而堆积在铲板(5)的表面,在所述输送带(3)和电机(16)的转轴处均加装编码器,通过检验所述两个编码器测得的计数值调整所述电机(16)的转速使其与所述输送带(3)的转速达到同步;实时监测所述电机(16)的用电功率,因为所述上毛刷(12)和下毛刷(15)在长时间刮刷熔喷布后毛刷的摩擦力会降低,通过监测所述电机(16)的用电功率可以计算出所述收卷辊(13)的转距,进而根据所述收卷辊(13)的转距以及当前熔喷布的收卷情况判断出当前下毛刷(15)的刮刷摩擦力是否达不到要求需进行更换,若需要更换则在更换的过程中将所述上毛刷(12)一并进行更换为新毛刷,以确保生产的熔喷布的质量,其具体步骤包括,
39.步骤a1:利用公式(1)根据所述熔喷装置(2)的喷洒速度得到所述输送带(3)和电机(16)的电机转速
[0040][0041]
其中n(t)表示t时刻所述输送带(3)和电机(16)的电机控制转速;n
min
表示所述输送带(3)和电机(16)的最小转速值(所述最小转速值并不为0,其目的是为了保证虽然所述熔喷装置(2)没有喷洒物料,但是之前喷洒物料所形成的熔喷布还需要继续向前进行运动以及后续的缠绕,所以此时需要所述输送带(3)和电机(16)需要有一个速度保证所述熔喷布可以继续向前运动);n
max
表示所述输送带(3)和电机(16)所能控制的最大转速值;v(t)表示t时刻所述熔喷装置(2)的喷洒速度;v
max
表示所述熔喷装置(2)所能控制的最大喷洒速度;
[0042]
通过上述步骤控制所述输送带(3)和电机(16)的电机转速并进行同步转动,但由于在实际控制的过程中会由于一些误差精度等问题导致所述输送带(3)和电机(16)的电机控制的转速并不一致,此时需要利用步骤a2对所述电机(16)的转速进行实时控制,以确保所述电机(16)的转速使其与所述输送带(3)的转速达到同步;
[0043]
步骤a2:利用公式(2)根据所述输送带(3)和电机(16)的转轴处编码器的计数值,通过检验所述两个编码器测得的计数值调整所述电机(16)的转速使其与所述输送带(3)的转速达到同步
[0044][0045]
其中δω(t)表示t时刻电机(16)的角速度调整量;fs(t)表示所述输送带(3)转轴处编码器从所述输送带(3)开始转动到t时刻的计数值;fd(t)表示所述电机(16)转轴处编码器从所述电机(16)开始转动到t时刻的计数值;f0表示所述编码器旋转完整的一圈收到的计数值;
[0046]
通过上述步骤对所述电机(16)的角速度进行调整,若δω(t)》0则将所述电机(16)的角速度增加δω(t),若δω(t)《0则将所述电机(16)的角速度减小|δω(t)|,若δω(t)=0则不对所述电机(16)的角速度进行调整,并将调整后的所述电机(16)的角速度记作
[0047]
步骤a3:利用公式(3)根据所述电机(16)实时监测的用电功率判断当前下毛刷(15)的刮刷摩擦力是否满足要求,是否需要进行更换
[0048][0049]
其中h表示所述毛刷更换指示灯的控制值;p(t)表示t时刻所述电机(16)监测的用电功率;r表示所述收卷辊(13)的转轴半径;r表示所述硅胶层(23)的厚度;m(t)表示所述t时刻所述熔喷布的收卷圈数;l表示所述熔喷布的厚度;f0表示所述毛刷需要进行更换的摩擦力阈值;
[0050]
若h=0表示所述毛刷更换指示灯为关闭状态,不需要对所述上毛刷(12)以及下毛刷(15)进行更换;
[0051]
若h=1表示所述毛刷更换指示灯为打开状态,需要对所述上毛刷(12)以及下毛刷(15)进行更换。
[0052]
上述技术方案的有益效果是:利用步骤a1的公式(1)根据所述熔喷装置(2)的喷洒速度得到所述输送带(3)和电机(16)的电机转速,进而保证在喷熔装置(2)喷洒速度较快时所述输送带(3)和电机(16)的电机转速加快转动以防止喷洒物料的叠加堆积造成物料浪费;再利用步骤a2的公式(2)根据所述输送带(3)和电机(16)的转轴处编码器的计数值,通过检验所述两个编码器测得的计数值调整所述电机(16)的转速使其与所述输送带(3)的转速达到同步,以确保所述输送带(3)和电机(16)的转速一致,保证仪器的正常工作的可靠性;最后利用步骤a3的公式(3)根据所述电机(16)实时监测的用电功率判断当前下毛刷(15)的刮刷摩擦力是否满足要求,是否需要进行更换,进而及时更换所述毛刷,以保证产出
的熔喷布的生产质量。
[0053]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0054]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。