1.本实用新型涉及女性内衣技术领域。更具体地,涉及一种透气模杯及具有该模杯的文胸。
背景技术:
2.模杯是女士文胸的一个重要组成部分,穿戴文胸主要是为乳房提供外部支撑与保护,同时满足穿着舒适性和便于日常活动。现在女性越来越追求文胸产品的舒适性和透气性现有经模压成型的海绵文胸一般是先在海绵模压前进行打孔,再进行粘合来达到透气目的,但在模压过程会导致多层海绵的透气孔错位,气孔封闭,达不到预期的透气效果。部分产品的透气孔在模压完成后对模杯进行局部打孔,虽然透气孔可实现通透,但是面积有限,只可满足局部透气,不能实现整件文胸产品全面透气的效果。
技术实现要素:
3.本实用新型要解决的至少一个问题在于提供一种舒适透气的模杯。
4.本实用新型要解决的问题在于提供一种具有上述透气模杯的文胸。
5.为达到上述目的,本实用新型采用以下技术方案:
6.本实用新型的一个方面在于提供一种透气模杯,包括:
7.罩杯部以及下扒部;所述罩杯部与下扒部为一体结构,由一块片材经裁剪以及热压成型;所述片材包括海绵层以及贴覆在所述海绵层两侧表面的织物层;所述海绵层为单层海绵,所述罩杯部所对应的海绵层的厚度由乳点位到杯边位渐薄;所述海绵层与织物层之间设置有加固层,所述加固层被配置为增加所述透气模杯的牢度。
8.此外,优选地方案是,所述海绵层的厚度为5-20mm。
9.此外,优选地方案是,所述乳点位的厚度为3-15mm。
10.此外,优选地方案是,所述海绵层上设置有由透气通孔组成的透气通孔阵列。
11.此外,优选地方案是,所述透气通孔的孔径为1.5-4mm。
12.此外,优选地方案是,相邻的两个所述透气通孔之间的间距为6-15mm。
13.此外,优选地方案是,所述织物层为网纱面料,克重规格为50-110g/m2。
14.此外,优选地方案是,所述加固层贴覆在所述海绵层接近人体皮肤的一侧面内,包括贴覆在鸡心位的鸡心纱,贴覆在夹弯部的夹弯纱以及贴覆在侧比位的侧比纱。
15.此外,优选地方案是,所述织物层与海绵层之间设置有粘胶层,所述织物层通过粘胶层包覆在所述海绵层的两侧表面。
16.本实用新型的另一个方面在于提供一种文胸,所述文胸包括后比、肩带以及上述的透气模杯。
17.本技术的有益效果如下:
18.针对现有技术中存在的技术问题,本技术实施例提供一种透气模杯及具有该模杯的文胸,对现有的罩杯下扒模杯三层棉组合的加工工艺进行改进,减去面棉以及里棉,采用
中间海绵层与织物层组合热压,减少了两次贴合过程以及胶水用量,与传统的加工方法相比加工出的模杯更加轻薄透气,穿着更加舒适无痕;此外,因为省去了面棉以及里棉,减少了加工步骤,提高了工作效率,在加工中的热压时间以及温度相较于现有的加工工艺也相应的降低,可以降低生产过程中的碳排放量,同时也避免了不同层的透气通孔错位影响透气效果的问题。除此之外,还在鸡心位、夹弯部以及侧比位等在穿戴过程中会受到拉扯的部位贴覆固定层以增加模杯的牢度,保证穿着稳定性及牢度,增加文胸的使用寿命。
附图说明
19.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
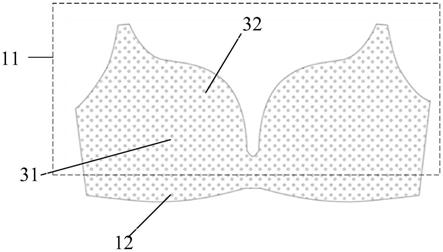
20.图1示出本实用新型所提供的透气模杯的结构示意图。
21.图2示出本实用新型所提供的海绵层靠近皮肤一面的结构示意图。
22.图3示出本实用新型所提供的文胸的结构示意图。
具体实施方式
23.为了更清楚地说明本实用新型,下面结合优选实施例和附图对本实用新型做进一步的说明。附图中相似的部件以相同的附图标记进行表示。本领域技术人员应当理解的是,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本实用新型的保护范围。
24.在本技术的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
25.还需要说明的是,在本技术的描述中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
26.为克服现有技术存在的缺陷,本实用新型的实施例提供一种透气模杯,结合图1-2所示,所述透气模杯为罩杯连下扒模杯,包括罩杯部11以及下趴部 12,由一块片材经裁剪以及热压成型。
27.常规的透气模杯生产方法是先在面棉、海绵层以及里棉上进行打孔,然后分别在面棉以及里棉的外侧表面贴覆透气织物层,然后将面棉、海绵层以及里棉经两侧热压定型,形成模杯。虽然里棉、海绵层以及里3上都设置有透气通孔,但是在热压过程中会因为摆位问题以及受热压变形的影响,导致热压完成后位于不同层的透气通孔受挤压变形或者相互遮挡造成堵塞,影响模杯的透气效果。
28.在一个具体地实施例中,选择省略面棉以及里棉,将织物层(图未示出) 贴覆到海绵层的一侧表面进行热压定型,然后在模杯半成品的另一侧放置内部配件以及贴覆织物层进行第二次热压定型形成模杯成品。所述海绵层选用单层海绵,与传统的加工方法相比加工出的模杯更加轻薄透气,穿着更加舒适无痕;此外,因为省去了面棉以及里棉,减少了加工步骤,提高了工作效率,在加工中的热压时间以及温度相较于现有的加工工艺也相应的降低,可以降低生产过程中的碳排放量,同时也避免了不同层的透气通孔相互堆叠影响透气效果的问题。
29.如图1所示,所述海绵层加工有透气通孔组成的透气通孔阵列,虽然提高了模杯的透气性,但是模杯的牢度因透气通孔的存在相应的降低,在穿戴时有撕裂的风险,在一个具体示例中,为了提高模杯的牢度,在海绵层与织物层之间设置加固层,所述加固层贴覆在文胸穿戴时模杯会受到拉扯的部位,防止文胸反复穿戴的过程中造成模杯的撕裂,影响文胸的使用寿命。
30.在本实施例中,为了保证模杯的外形美观,穿着无痕,将所述加固层贴覆在海绵层接近人体皮肤的一侧面上。一般情况下,在文胸穿戴的过程中,模杯的鸡心位、夹弯部以及侧比位受拉扯程度最大,易出现断裂现象,为了在不影响模杯的透气性的同时提高模杯的牢度,只将加固层贴覆在易发生破裂的部位,具体地,分别为贴覆在鸡心位的鸡心纱21,贴覆在夹弯部的夹弯纱22以及贴覆在所述侧比位的侧比纱23。
31.在本实施例中,为了提高模杯的透气性以及贴合性,通过控制热压模具对片材的压缩比,使所述罩杯部11所对应的海绵层的厚度由乳点位31到杯边位 32渐薄,使其在达到遮盖乳点功能的同时尽可能的轻薄,提高模杯的透气效果。
32.在一个具体地实施例中,所述海绵层选用厚度为5-20mm的单层海绵。
33.在一个更为优选地实施例中,经热压后所述杯边位32的厚度为2mm,所述乳点位31的厚度为15mm,使得所述模杯可以对乳点进行有效遮挡,避免凸点的尴尬,同时保证穿着轻薄透气,舒适贴肤。在实际生产过程中,本领域技术人员可以根据实际需求对乳点位31的厚度进行进行调整,控制其厚度在 3-15mm即可。
34.在一个具体示例中,所述透气通孔的孔径为1.5-4mm。
35.在一个具体示例中,相邻的两个透气通孔之间的间距为6-15mm。
36.在一个具体地实施例中,所述织物层与海绵层之间设置有粘胶层(图未示出),所述织物层通过粘胶层贴覆在所述海绵层的两侧表面。
37.在一个具体地实施例中,所述织物层选用有网孔或者部分网孔的透气面料,现有技术中所选用的织物层的克重一般为120-200g/m2,本实施例中则选用克重为50-110g/m2网孔面料,在保证在热压时粘胶层不会渗出漏胶的前提下尽可能的提高模杯的透气性。
38.在一个具体示例中,为了提高模杯的承托力以及聚拢效果,提升文胸穿着的稳定性,在模杯的下缘设置钢圈。钢圈具有良好的承托作用,可以提升文胸的提托聚拢效果。在一个更为优选地实施例中,为了避免钢圈对乳房根部造成压迫,影响文胸穿着的舒适度,通过热压的方式在所述海绵层的内部设置一对软钢圈,内置软钢圈不会与人体直接接触,穿着时不会对乳房根部造成压迫,可以达到稳定随形舒适的效果,且因通过热压工艺设置,没有车缝捆条,穿着时不会有明显的异物感,提高穿着的舒适度。
39.本实施例所提供的透气模杯的加工工艺包括以下步骤:
40.s01,对海绵层打孔;
41.s02,织物层贴覆在海绵层远离皮肤的一侧表面,进行第一次模压;
42.s03,在海绵层靠近皮肤的一侧放置软钢圈、贴覆固定层以及织物层,进行第二次热压。
43.结合图3所示,本实用新型的另一个实施例提供一种文胸,所述文胸包括蕾丝装饰层101、后比102、肩带103以及上述的透气模杯。
44.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。