1.本实用新型涉及注塑产品生产设备技术领域,特别涉及一种产品剪料、印刷机构。
背景技术:
2.随着我国人口红利的消失,劳动力价格上涨是必然趋势,我国制造业的成本优势已逐渐减弱,在劳动力成本优势不复存在的背景下,工业自动化将成为保证我国产品国际竞争力的有力推手,如今自动化技术广泛应用于生产制造、社会生活各个方面,已经成为提高劳动生产率的主要手段。
3.产品生产以及配套的装配等工作一直占据着社会大量劳动力,不仅效率低、成本高、人员工作稳定性差,成品的品质和一致性更是得不到保证,所以产品周边配套的自动化设备对于提升工厂的效率以及产品的品质起着很重要的促进作用,现亟需一种产品剪料、印刷机构以提高对产品剪料以及印刷的生产效率以及产品品质的稳定性,经检索,未发现与本实用新型相同或相似的技术方案。
技术实现要素:
4.本实用新型目的是:提供一种产品剪料、印刷机构,以解决现有技术中针对产品剪料以及印刷工作效率不高、产品品质不稳定的问题。
5.本实用新型的技术方案是:一种产品剪料、印刷机构,包括输送装置、设置在输送装置运动方向起始端的剪切装置、以及设置在输送装置运动方向末端的印刷装置;还包括设置在输送装置与剪切装置、输送装置与印刷装置之间用来抓取产品的抓取装置;所述剪切装置包括限位模块及剪切模块;所述印刷装置包括工作固定平台及印刷模块;所述抓取装置端部转动连接有夹料治具。
6.优选的,所述印刷装置共设置两组,包括对产品外侧壁进行印刷的印刷装置a及对产品端面进行印刷的印刷装置b;所述印刷装置a的工作固定平台包括底座及安装在底座上的定位模块a,所述印刷装置b的工作固定平台包括底座及安装在底座上的定位模块b;所述印刷装置a及印刷装置b中的印刷模块结构相同,均包括丝网印刷模块以及控制整个丝网印刷模块升降的升降模块。
7.优选的,所述升降模块包括固定柱、紧固在固定柱上的支撑板、设置在支撑板上的升降气缸、与升降气缸连接且套设在固定柱上的第一滑块;所述丝网印刷模块包括与第一滑块连接的提供水平方向往复位移的无杆气缸、与无杆气缸连接的转接块、设置在转接块上的刮板升降气缸、与刮板升降气缸连接的刮板、与第一滑块连接设置在刮板正下方且位于产品正上方的印刷网版;所述第一滑块上设置有用来固定印刷网版的c形的卡槽,所述印刷网版卡在卡槽内并通过贯穿c形卡槽上端部的螺丝来抵靠固定。
8.优选的,所述定位模块a包括设置在底座上的端座、通过轴承贯穿设置在端座内部的转轴、分别设置在端座两侧边且与转轴固定连接的齿轮和将产品水平卡插住的模套、与齿轮相啮合的齿条、推动齿条移动的第一推动气缸;所述定位模块b为与底座连接的将产品
竖直卡插住的模套。
9.优选的,所述固定柱的上端固定连接有连接板,连接板上通过轴承竖直贯穿设有手摇杆,所述手摇杆贯穿第一滑块且下端与支撑板螺纹连接。
10.优选的,所述限位模块包括台面,还包括设置在台面其中一对边上的一对限位挡条、设置在另一对边上的挡块以及将产品夹紧的第二推动气缸;所述剪切装置还包括推动限位模块以及产品整体移动的推动模块,所述推动模块包括固定板、设置在固定板上的第三推动气缸,所述第三推动气缸与台面固定连接;所述台面与固定板之间通过滑块与轨道连接;所述剪切模块为气动剪刀。
11.优选的,所述输送装置包括输送带、一对设置在输送带上方的导流条、固定设置在输送带末端上方的定位阻挡;一对所述导流条的间距从输送装置运动方向起始端至末端从大逐渐变小最后固定在使产品在输送带上可以沿直线移动的宽度。
12.优选的,所述抓取装置为五轴机械手,所述夹料治具设置为两组;两组所述夹料治具背对设置,每组夹料治具包括与五轴机械手的手臂连接的转接板、四个与转接板连接的形状与产品在输送带上的上端部形状相适配的卡块、设置在转接板上将产品夹紧的第四推动气缸。
13.优选的,所述抓取装置和印刷装置的四周设有安全格栅;所述安全格栅包括型材骨架、与地面固定的固定脚、设置在型材骨架上的网片。
14.与现有技术相比,本实用新型的优点是:
15.(1)本实用新型可实现从供料到最后出成品的全过程自动化,实现单件产品可多面印刷,串联了各个工序,人工只需最后打包成品,自动化程度高。
16.(2)本实用新型可实现24小时高速、准确且连续不间断工作,保证产品的产能和品质。
17.(3)本实用新型可对生产数量方便、准确的实时监控和统计,还可设定一个生产数量,减少企业资源浪费;释放劳动力,减轻员工负荷,降低企业成本。
附图说明
18.下面结合附图及实施例对本实用新型作进一步描述:
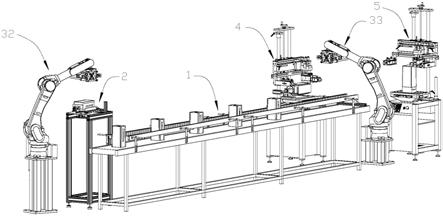
19.图1为本实用新型所述一种产品剪料、印刷机构的结构示意图;
20.图2为本实用新型所述印刷装置a的结构示意图;
21.图3为本实用新型所述印刷模块的结构示意图;
22.图4为本实用新型所述印刷装置b的工作固定平台的结构示意图;
23.图5为本实用新型所述剪切装置的结构示意图;
24.图6为本实用新型所述剪切装置另一视角的结构示意图;
25.图7为本实用新型所述输送装置的结构示意图;
26.图8为图7中所示输送装置的俯视图;
27.图9为本实用新型所述夹料治具的结构示意图;
28.其中:1、输送装置,11、输送带,12、导流条,13、定位阻挡;
29.2、剪切装置,21、台面,22、限位挡条,23、挡块,24、第二推动气缸,25、固定板,26、第三推动气缸,27、气动剪刀;
30.32、五轴机械手a,33、五轴机械手b,31、夹料治具,311、转接板,312、卡块,313、第四推动气缸;
31.4、印刷装置a,5、印刷装置b,40、底座,41、固定柱,42、支撑板,43、升降气缸,44、第一滑块,45、无杆气缸,46、转接块,47、刮板升降气缸,48、刮板,49、卡槽,410、端座,411、转轴,412、齿轮,413、模套,414、齿条,415、第一推动气缸,416、手摇杆。
具体实施方式
32.下面结合具体实施例,对本实用新型的内容做进一步的详细说明:
33.本实施例中的产品为中空且一端开口的长方体。
34.如图1-9所示,一种产品剪料、印刷机构,具体的,如图1所示,包括输送装置1、设置在输送装置1运动方向起始端的剪切装置2、以及设置在输送装置1运动方向末端的印刷装置;还包括设置在输送装置1与剪切装置2、输送装置1与印刷装置之间用来抓取产品的抓取装置;剪切装置2包括限位模块及剪切模块;印刷装置包括工作固定平台及印刷模块;抓取装置端部转动连接有夹料治具31。
35.如图5-6所示,限位模块包括台面21,还包括设置在台面21其中一对边上的一对限位挡条22、设置在另一对边上的挡块23以及将产品夹紧的第二推动气缸24。剪切装置2还包括推动限位模块以及产品整体移动的推动模块,推动模块包括固定板25、设置在固定板25上的第三推动气缸26,第三推动气缸26与台面21固定连接。台面21与固定板25之间通过滑块与轨道连接;剪切模块为气动剪刀27。
36.抓取装置为五轴机械手,夹料治具31(如图9所示)设置为两组;两组夹料治具31背对设置,每组夹料治具31包括与五轴机械手的手臂连接的转接板311、四个与转接板311连接的形状与产品在输送带11上的上端部形状相适配的卡块312、设置在转接板311上将产品夹紧的第四推动气缸313;位于输送装置1与剪切装置2之间的五轴机械手为五轴机械手a32、位于输送装置1与印刷装置之间的五轴机械手为五轴机械手b33。
37.如图7-8所示,输送装置1包括输送带11、一对设置在输送带11上方的导流条12、固定设置在输送带11末端上方的定位阻挡13;一对导流条12的间距从输送装置1运动方向起始端至末端从大逐渐变小最后固定在使产品在输送带11上可以沿直线移动的宽度。
38.印刷装置共设置两组,包括对产品外侧壁进行印刷的印刷装置a4及对产品端面进行印刷的印刷装置b5。印刷装置a4的工作固定平台包括底座40及安装在底座40上的定位模块a,定位模块a包括设置在底座40上的端座410、通过轴承贯穿设置在端座410内部的转轴411、分别设置在端座410两侧边且与转轴411固定连接的齿轮412和将产品水平卡插住的模套413、与齿轮412相啮合的齿条414、推动齿条414移动的第一推动气缸415。印刷装置b5的工作固定平台包括底座40及安装在底座40上的定位模块b,定位模块b为与底座40连接的将产品竖直卡插住的模套413(如图4所示)。
39.如图2-3所示,印刷装置a4及印刷装置b5中的印刷模块结构相同,均包括丝网印刷模块以及控制整个丝网印刷模块升降的升降模块。升降模块(如图3所示)包括固定柱41、紧固在固定柱41上的支撑板42、设置在支撑板42上的升降气缸43、与升降气缸43连接且套设在固定柱41上的第一滑块44。丝网印刷模块包括与第一滑块44连接的提供水平方向往复位移的无杆气缸45、与无杆气缸45连接的转接块46、设置在转接块46上的刮板升降气缸47、与
刮板升降气缸47连接的刮板48、与第一滑块44连接设置在刮板48正下方且位于产品正上方的印刷网版(图中未示出);第一滑块44上设置有用来固定印刷网版的c形的卡槽49,印刷网版卡在卡槽49内并通过贯穿c形卡槽49上端部的螺丝来抵靠固定。固定柱41的上端固定连接有连接板,连接板上通过轴承竖直贯穿设有手摇杆416,手摇杆416贯穿第一滑块44且下端与支撑板42螺纹连接。本实施例中支撑板42是通过紧固件紧固在固定柱41上的,先拧开紧固件,使支撑板42松脱固定柱41,通过摇动手摇杆416调节支撑板42升降,间接带动升降气缸43、第一滑块44在固定柱41上升降。
40.抓取装置和印刷装置的四周设有安全格栅(图中未示出);安全格栅包括型材骨架、与地面固定的固定脚、设置在型材骨架上的网片。
41.本实施例具体剪料以及印刷的步骤为:第一步,五轴机械手a32将注塑机注塑完成后的产品放在台面21上,第二推动气缸24推动产品,通过一对限位挡条22以及挡块23将产品固定住,然后第三推动气缸26推动台面21移动至气动剪刀27处,气动剪刀27将产品的料头剪掉;第二步,五轴机械手a32的夹料治具31将剪料完成后的产品夹取放置在输送带11上,通过导流条12、定位阻挡13将产品输送到供五轴机械手b33取料的位置;第三步,五轴机械手b33的夹料治具31将产品夹取卡插在水平设置的模套413上,然后升降气缸43驱动第一滑块44下降,进而带动刮板48和印刷网版下降,刮板升降气缸47再次驱动刮板48下降,无杆气缸45控制刮板48水平方向往复移动,只需要人工加墨即可完成对产品的印刷,在完成产品其中一外侧壁的印刷后,第一推动气缸415推动齿条414移动,齿条414带动齿轮412转动,齿轮412带动转轴411以及固定在转轴411上的套模转动90度,然后再完成第二外侧壁的印刷,以此类推完成第三和第四外侧壁的印刷;第四步,五轴机械手b33将外侧壁四面印刷完成后的产品夹取卡插在印刷装置b5的模套413上,完成对产品的端面的印刷,由于印刷装置a4及印刷装置b5中的印刷模块结构相同,印刷过程同上,对端面的印刷过程此处不再赘述;最后五轴机械手b33将印刷完成后的产品放置成品处由人工进行打包。
42.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型,因此无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。