1.本发明涉及玻璃面板平凹一体化玻璃技术领域,尤其涉及一种平凹一体化玻璃面板成型结构及其成型方法。
背景技术:
2.目前市面上的电磁炉灶产品,加热面板均为平面,从而造成市面上用微晶玻璃作为电器面板的材料也均为平面,其平面的加热,由于受热面积的限制,其加热效果较差,但设计成立体面加工,其炉灶的加工工艺比较复杂,特别是玻璃面板,通常要采用接驳式玻璃结构进行适应炉灶的使用,加工工序多且成本较高,从而导致产品外观种类较为单一,因此,为了解决此类问题,我们提出了一种平凹一体化玻璃面板成型结构及其成型方法。
技术实现要素:
3.本发明提出的一种平凹一体化玻璃面板成型结构及其成型方法,解决了玻璃多为平面导致产品外观种类较为单一的问题。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种平凹一体化玻璃面板成型结构,包括成型炉,其特征在于,所述的成型炉内部设置有对加热玻璃进行塑型的成型机构,所述成型机构包括伸缩气缸、上模具、喷火嘴和下模具,所述伸缩气缸的活塞杆端部与上模具相连接,所述下模具位于上模具的底端,且所述喷火嘴位于下模具的凹处周围圈处。
6.所述成型炉的一侧设置有对玻璃进行吸附的真空吸附机构。
7.所述真空吸附机构包括真空罐、输送管、控制阀和真空吸盘,所述真空罐位于成型炉的一侧,所述输送管位于真空罐的顶端,所述控制阀位于输送管的圆周侧壁,且所述输送管穿过中空的伸缩气缸和上模具延伸至外部。
8.所述的成型炉的内部均设置有对玻璃进行输送的运输机构。
9.所述的成型炉设有两个出输送口,两个出口方向呈垂直方向。
10.所述运输机构包括炉口辊道、液压缸、第一出炉辊架和第二出炉辊架,所述炉口辊道位于成型炉入口处,第一出炉辊架和第二出炉辊架分别设于两个出口处。
11.所述液压缸分别设置在第一出炉辊架和第二出炉辊架的两侧,两个所述液压缸的活塞杆端部分别与第一出炉辊架和第二出炉辊架相连接,两个所述液压缸远离第一出炉辊架和第二出炉辊架的一端与成型炉出口相连接,所述第二出炉辊架和第三出炉辊架之间呈l型设置。
12.所述第二出炉辊架与成型炉连接处的侧壁设置有可打开的密封门。
13.所述的成型炉入口处设置有加热炉。
14.一种基于如上述成型结构的平凹一体化玻璃面板成型方法,其特征在于,包括如下步骤:
15.s1.把所需大小的平板玻璃输送到玻璃输送至成型炉内部的下模具中,且进行加
热;
16.s2.在挤压之前启动喷火嘴,通过喷火嘴对变形凹陷处进行加热处理;
17.s3.然后将上模具采用电加热,而下模具采用同时火焰加热,从而能够有效的将上模具和下模具进行预热处理,同时启动伸缩气缸,伸缩气缸带动上模具向下运动,然后将上模具与下模具相贴合对玻璃进行挤压成型;
18.s4.其喷火嘴对变形凹陷处进行持续加热处理,从而需要形变的地方结合模具快速变形拉延变形且定型;
19.s5.成型完毕后,再次启动伸缩气缸和打开控制阀,伸缩气缸带动上模具向上运动,然后通过真空吸盘将玻璃吸住,而玻璃随着上模具升起来,然后启动液压缸将第一出炉辊架或第二出炉辊架至成型炉的内部,且使得第一出炉辊架或第二出炉辊架位于下模具的顶端,随后通过真空吸盘将玻璃放置在第一出炉辊架或第二出炉辊架的顶端,随后通过第一出炉辊架或第二出炉辊架将成型的玻璃输送至出口即可。
20.本发明的有益效果为:
21.1.本成型结构,可以实现平凹一体成型的玻璃面板成型,简化使用时的加工工序,不需要另外的拼接加工工艺,增大产品的整体使用美观性,可有效用于电磁炉立体灶加热需求用的或其它电器或家具产品带凹弧形的玻璃面板。
22.3.通过加热炉、成型炉、上模具和下模具的立体加热,可以使得加热面积更加大,加热更加均匀。这样可以有效加快实现平板成平凹弧一体成型。
23.4.上模具和下模具以及下片模具与面板立体配对,减少了错位摆放,热效率转换更高。
24.5.通过将玻璃送进成型炉炉膛加热,然后在凹位处的模具周围设置有喷火嘴,在压模前对玻璃进行局部加温,因为凹位玻璃形变大,需要局部进行加热,使得玻璃加速软化并在此过程中保温,这样可以在需要形变的地方结合模具快速变形,同时不影响其它结构中玻璃结构变化,加工时间较短,能源消耗较少。
25.另外,喷火嘴位于下模具704的凹陷圈周围处设置数个喷火嘴,这样起到只对需变形的位置局部进行快速变形,同时不影响其它局部玻璃的高温变化系数,同时喷火嘴以凹陷圈周围处设置,可以实现对变形的圈边配合模具的边缘的形状实现拉延定形的作用,实现进一步加快形变及保证效果,简化加工工艺。
26.6.成型炉设有两个出口,可以与其它加工工艺需求直接对接加工,实现全自动化加工需求。
27.7.通过装置的成型方法,成型方法简单、实用,尺寸精准,良品率高,且平凹一体成型,可直接用于平凹一体电磁炉灶或其它电器的需求使用,且可与其它加工线连接,自动化强。
附图说明
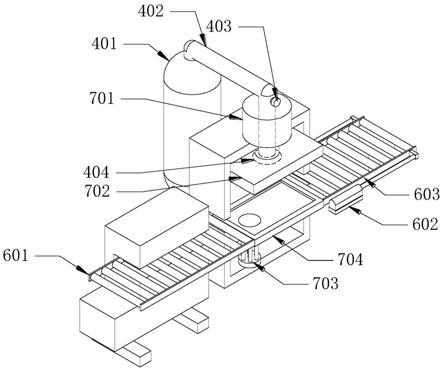
28.图1为本发明的结构示意图。
29.图2为本发明的成型炉使用连接参考示意图。
30.图3为本发明的喷火嘴俯视结构示意图。
31.图4为本发明的喷火嘴仰视结构示意图。
32.图中标号:1、加热炉;2、成型炉;4、真空吸附机构;401、真空罐;402、输送管;403、控制阀;404、真空吸盘;6、运输机构;601、炉口辊道;602、液压缸;603、第一出炉辊架;604、第二出炉辊架;605、密封门;7、成型机构;701、伸缩气缸;702、上模具;703、喷火嘴;704、下模具;8、晶化隧道炉;9、第三出炉辊架。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
34.参照图1-图4所示,一种平凹一体化玻璃面板成型结构,包括成型炉2,所述的成型炉2内部设置有对加热玻璃进行塑型的成型机构7,所述成型机构7包括伸缩气缸701、上模具702、喷火嘴703和下模具704,所述伸缩气缸701的活塞杆端部与上模具702相连接,其下模具704是凹模,上模具702是凸模,所述下模具704位于上模具702的底端,且所述喷火嘴703位于下模具704的凹陷处周围圈处。实现针对加热变形,另外,可以实现对变形的圈边配合模具的边缘的形状实现拉延定形的作用,实现进一步加快形变及保证效果,简化加工工艺。
35.所述成型炉2的一侧设置有对玻璃进行吸附的真空吸附机构4,所述真空吸附机构4包括真空罐401、输送管402、控制阀403和真空吸盘404,所述真空罐401位于成型炉2的一侧,所述输送管402位于真空罐401的顶端,所述控制阀403位于输送管402的圆周侧壁,且所述输送管402穿过中空的伸缩气缸701和上模具702延伸至外部。
36.所述的成型炉2的内部均设置有对玻璃进行输送的运输机构6。
37.所述的成型炉2设有两个出输送口,两个出口方向呈垂直方向。所述运输机构6包括炉口辊道601、液压缸602、第一出炉辊架603和第二出炉辊架604,所述炉口辊道601位于成型炉2入口处,第一出炉辊架603和第二出炉辊架604分别设于两个出口处。
38.所述液压缸602分别设置在第一出炉辊架603和第二出炉辊架604的两侧,两个所述液压缸602的活塞杆端部分别与第一出炉辊架603和第二出炉辊架604相连接,两个所述液压缸602远离第一出炉辊架603和第二出炉辊架604的一端与成型炉2出口相连接,所述第二出炉辊架604和第三出炉辊架9之间呈l型设置。
39.所述第二出炉辊架604与成型炉2连接处的侧壁设置有可打开的密封门605。所述的成型炉2入口处设置有加热炉1。
40.工作原理:该装置在使用时,将玻璃输送至成型炉2内部的下模具704中,且下模具704与炉口辊道601位于同一水平面,同时玻璃的尺寸与炉口辊道601以及下模具704的尺寸相同,从而能够有效的防止在运输的时候产生位置偏移,从而能够有效的将玻璃运输至下模具704中,然后将上模具702采用电加热,而下模具704采用火焰加热,从而能够有效的将上模具702和下模具704进行预热处理,同时启动伸缩气缸701,伸缩气缸701带动上模具702向下运动,然后将上模具702与下模具704相贴合对玻璃进行挤压成型处理,在挤压之前启动喷火嘴703,通过喷火嘴703对变形凹陷处进行加热处理,从而需要形变的地方结合模具快速变形拉延变形且定型,同时不影响其它的结构中的玻璃结构变化,成型完毕后,再次启动伸缩气缸701和打开控制阀403,伸缩气缸701带动上模具702向上运动,然后通过真空吸盘404将玻璃吸住,而玻璃随着上模具702升起来,然后启动液压缸602将第一出炉辊架603
或第二出炉辊架604至成型炉2的内部,且使得第一出炉辊架603或第二出炉辊架604位于下模具704的顶端,随后通过真空吸盘404将玻璃放置在第一出炉辊架或603第二出炉辊架604的顶端,随后通过第一出炉辊架603或第二出炉辊架604将成型的玻璃输送至出口或其它加工线上。
41.其未成型的玻璃输送成型炉前,先将需要加工的玻璃放置在炉口辊道601上,通过炉口辊道601将玻璃输送至加热炉1中进行加热处理,加热完毕后,通过炉口辊道601再输入成型炉2成型。
42.其凹弧数量需求,可根据实际需求进行替换上、下模具的凹凸的数量,本说明书附图权展示是一个凹弧的示意图。
43.本成型结构,可以实现平凹一体成型的玻璃面板加工,简化使用时的加工工序,不需要另外的拼接加工工艺,增大产品的整体使用美观性,可有效用于电磁炉立体灶加热需求用的或其它电器或家具产品带凹弧形的玻璃面板。
44.通过加热炉、成型炉、上模具和下模具的立体加热,可以使得加热面积更加大,加热更加均匀。
45.上模具和下模具以及下片模具与面板立体配对,减少了错位摆放,热效率转换更高。
46.通过将玻璃送进成型炉炉膛加热,然后在凹起处的模具周围设置有喷火嘴,在压模前对玻璃进行局部加温,因为凹位玻璃形变大,需要局部进行加热,使得玻璃加速软化并在此过程中保温,这样可以在需要形变的地方结合模具快速变形,同时不影响其它结构中玻璃结构变化,并且胚料成立体型同时进行,使得加工时间较短,能源消耗较少。
47.另外,喷火嘴703位于下模具704的凹陷圈周围处设置数个喷火嘴,这样起到只对需变形的位置局部进行快速变形,同时不影响其它局部玻璃的高温变化系数,同时喷火嘴以凹陷圈周围处设置,可以实现对变形的圈边配合模具的边缘的形状实现拉延定形的作用,实现进一步加快形变及保证效果,简化加工工艺。
48.一种基于上述的成型结构的平凹一体化玻璃面板成型方法,包括如下步骤:
49.s1.把所需大小的平板玻璃输送到玻璃输送至成型炉2内部的下模具704中,且进行加热;
50.s2.在挤压之前启动喷火嘴703,通过喷火嘴703对变形凹陷处进行加热处理;
51.s3然后将上模具702采用电加热,而下模具704采用同时火焰加热,从而能够有效的将上模具702和下模具704进行预热处理,同时启动伸缩气缸701,伸缩气缸701带动上模具702向下运动,然后将上模具702与下模具704相贴合对玻璃进行挤压成型;
52.s4.其喷火嘴703对变形凹陷处进行持续加热处理,从而需要形变的地方结合模具快速变形拉延变形且定型;
53.s5.成型完毕后,再次启动伸缩气缸701和打开控制阀403,伸缩气缸701带动上模具702向上运动,然后通过真空吸盘404将玻璃吸住,而玻璃随着上模具702升起来,然后启动液压缸602将第一出炉辊架603或第二出炉辊架604至成型炉2的内部,且使得第一出炉辊架603或第二出炉辊架604位于下模具704的顶端,随后通过真空吸盘404将玻璃放置在第一出炉辊架或603第二出炉辊架604的顶端,随后通过第一出炉辊架603或第二出炉辊架604将成型的玻璃输送至出口即可。
54.其为加快加工,其加热成型时,可采用加热炉1对平板玻璃进行预加热后再输送入成型炉2进行成型。
55.通过使用压模成型的成型方法,成型方法简单、实用,尺寸精准,良品率高,且平凹一体成型,可直接用于平凹一体电磁炉灶或其它电器的需求使用,且可与其它加工线连接,自动化强。
56.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。