1.本发明涉及加热把套技术领域,特别地,涉及一种摩托车加热把套及其加工方法。
背景技术:
2.如公开号为cn101519103a的中国发明专利一种电暖摩托车把套,其结构主要包括套内芯、电热丝、把套外套,电热丝缠绕在把套内芯上,电热丝外设有保护层,保护层外是把套外套。设有三根外线,外线的两根接电瓶的正负极,一根为信号线并接用于控制低热和高热的可控开关。
3.尽管上述电暖摩托车把套能实现基本的调节把套内芯温度的作用,但参见该发明专利附图3所示,控制开关与把套外套之间独立设置,电瓶和可控开关之间连接有三根线,可控开关与电热丝之间也同样连接有三根,各个部件之间连接的线束较多。
技术实现要素:
4.有鉴于此,本发明第一个目的是提供一种摩托车加热把套,其将控制开关安装于把套上,指示灯的信号控制单元集成于控制开关上,进而使把套与摩托车供电电源之间仅存在一根电线,该电线仅用于连接摩托车供电电源的正负极,线束较少。
5.为了解决上述技术问题,本发明的技术方案是:一种摩托车加热把套,包括套内芯、外套、控制开关,所述套内芯上缠绕有加热丝,所述外套安装于套内芯外侧,还包括指示灯,所述控制开关安装于所述外套上;所述控制开关上设有电源输入端、第一控制端、第二控制端;所述电源输入端电连接于摩托车的供电电源;所述第一控制端电连接于所述加热丝且用于控制加热丝通断电;所述第二控制端电连接于所述指示灯且用于控制指示灯的发光颜色变化。
6.通过上述技术方案,正常使用状态下,通过按压控制开关,一方面,摩托车的供电电源供电于加热丝,加热丝发热;另一方面,也能控制指示灯的发光颜色变化,使用者通过观察指示灯的发光颜色判断加热丝的加热档位情况;采用上述结构的加热把套,由于将控制开关安装于外套上,把套与摩托车供电电源之间仅存在一根电线,该电线仅用于连接摩托车供电电源的正负极,线束较少。
7.优选的,所述套内芯上设有集线槽,绕卷于所述套内芯上的加热丝端部可集中放置于所述集线槽内。
8.通过上述技术方案,在安装过程中,加热丝绕卷在套内芯之后,再将加热丝的端部集中放置于集线槽内;首先,整个加热丝与套内芯之间的固定稳定性更高,注塑成型外套后的良品率更高;其次,当外套注塑成型完成之后,可从集线槽中适时取出加热丝端部,安装便捷。
9.优选的,所述外套上设有开关安装槽,所述集线槽的槽口与所述开关安装槽内部
相通,所述控制开关安装于所述开关安装槽内。
10.通过上述技术方案,当外套注塑成型完成之后,可通过开关安装槽将集线槽中加热丝端部取出,加热丝端部与控制开关相接,再将控制开关安装入开关安装槽内,安装过程简便,安装完成后,整体结构紧凑型高。
11.优选的,所述加热丝的两端分别为首端和尾端;所述套内芯上设有进线槽体,所述进线槽体与所述集线槽内部相通,所述首端与尾端均通过进线槽体进入并绕卷于所述集线槽内。
12.通过上述技术方案,进线槽体能引导加热丝的首端以及尾端稳定延伸入集线槽内,加热丝与套内芯之间的连接稳定性更高。
13.优选的,所述套内芯上还设有出线槽体,所述出线槽体与所述集线槽内部相通,所述首端与尾端进入所述集线槽后可卡入到所述出线槽体内。
14.通过上述技术方案,加热丝的首尾端依次经过进线槽体、集线槽,由于加热丝的首尾端绝大部分绕卷于集线槽,可最后将加热丝的首尾端卡入到出线槽体内,从而最大程度降低加热丝首尾端翘起的概率。
15.优选的,所述套内芯上设有限位凸起,所述限位凸起位于靠近所述进线槽体一侧,所述限位凸起上贯穿设有首限位孔、尾限位孔,所述加热丝的首端穿过所述首限位孔,所述加热丝的尾端穿过所述尾限位孔。
16.通过上述技术方案,加热丝的首尾端进入到进限槽体之前,先贯穿入首限位孔、尾限位孔,再进一步提升了加热丝与套内芯外侧壁之间的有效贴合程度。
17.优选的,所述套内芯上设有首过渡嵌槽、尾过渡嵌槽,所述首过渡嵌槽、尾过渡嵌槽均与所述进线槽体相通,所述首过渡嵌槽、尾过渡嵌槽两者位于进线槽体与限位凸块之间。
18.通过上述技术方案,加热丝经过首限位孔和尾限位孔之后,再进入到首过渡嵌槽、尾过渡嵌槽,再进入到进线槽体,加热丝的穿线过渡顺畅,固定稳定性高。
19.优选的,所述首过渡嵌槽与所述首限位孔相对,所述尾过渡嵌槽与所述尾限位孔相对。
20.通过上述技术方案,加热丝穿过首限位孔以及尾限位孔之后,能更准确地进入到首过渡嵌槽和尾过渡嵌槽内,安装简便。
21.本发明第二个目的是提供一种上述摩托车加热把套的加工方法,其加工完成后,控制开关安装在外套上,把套与摩托车供电电源之间仅存在一根电线,该电线仅用于连接摩托车供电电源的正负极,线束较少。
22.为了解决上述技术问题,本发明的技术方案是:一种上述摩托车加热把套的加工方法,步骤一:将加热丝缠绕于套内芯上;步骤二:加热丝的端部折叠收纳于集线槽内;步骤三:在绕卷有加热丝的套内芯外侧注塑成型外套;步骤四:从集线槽内取出加热丝端部;步骤五:将加热丝端部连接于控制开关的第一控制端上;步骤六:将控制开关安装于开关安装槽内。
23.通过上述技术方案,集线槽可提供给加热丝端部折叠存储空间,以便更好地注塑成型出外套;外套注塑成型后,可将集线槽中的加热丝端部挑出,对接于控制开关上;控制开关安装在外套上,把套与摩托车供电电源之间仅存在一根电线,该电线仅用于连接摩托车供电电源的正负极,线束较少。
24.本发明第三个目的是提供一种上述摩托车加热把套的加工方法,其加工完成后,控制开关安装在外套上,把套与摩托车供电电源之间仅存在一根电线,该电线仅用于连接摩托车供电电源的正负极,线束较少。
25.为了解决上述技术问题,本发明的技术方案是:一种上述摩托车加热把套的加工方法,步骤一:将加热丝缠绕于套内芯上;步骤二:加热丝的首端穿过首限位孔、嵌入到首过渡嵌槽、折叠收纳于集线槽内,加热丝的末端穿过尾限位孔、嵌入到尾过渡嵌槽、折叠收纳于集线槽内;步骤三:在绕卷有加热丝的套内芯外侧注塑成型外套;步骤四:从集线槽内取出加热丝端部;步骤五:将加热丝端部连接于控制开关的第一控制端上;步骤六:将控制开关安装于开关安装槽内。
26.通过上述技术方案,加热丝可依次穿过首限位孔、嵌入到首过渡嵌槽,然后集线槽可提供给加热丝端部折叠存储空间,以便更好地注塑成型出外套,并且加热丝与套内芯之间的连接稳定性较高;外套注塑成型后,可将集线槽中的加热丝端部挑出,对接于控制开关上;控制开关安装在外套上,把套与摩托车供电电源之间仅存在一根电线,该电线仅用于连接摩托车供电电源的正负极,线束较少。
附图说明
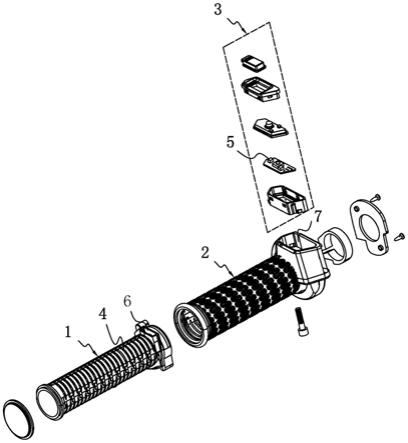
27.图1为实施例一的结构爆炸图;图2为实施例一中套内芯的结构示意图一,用于重点展示套内芯上的集线槽的结构情况;图3为实施例一中套内芯的结构示意图二,用于重点展示套内芯上的首过渡嵌槽、尾过渡嵌槽、限位凸起的结构情况。
28.附图标记:1、套内芯;2、外套;3、控制开关;4、加热丝;5、指示灯;6、集线槽;7、开关安装槽;8、首端;9、尾端;10、进线槽体;11、出线槽体;12、限位凸起;13、首限位孔;14、尾限位孔;15、首过渡嵌槽;16、尾过渡嵌槽。
具体实施方式
29.以下结合附图,对本发明的具体实施方式作进一步详述,以使本发明技术方案更易于理解和掌握。
30.实施例一:一种摩托车加热把套,参见图1,包括套内芯1、外套2、控制开关3。
31.参见图1以及图3,在套内芯1上缠绕有加热丝4,该加热丝4的两端分别为首端8以及尾端9。
32.参见图2以及图3,在套内芯1上设有出线槽体11、集线槽6、进线槽体10、限位凸起12,出线槽体11、集线槽6、进线槽体10、限位凸起12四者沿套内芯1的周向侧壁单个方向依次分布。
33.出线槽体11、进线槽体10均与集线槽6内部相通。在限位凸起12上贯穿设有首限位孔13、尾限位孔14。
34.在套内芯1上设有首过渡嵌槽15、尾过渡嵌槽16,首过渡嵌槽15、尾过渡嵌槽16均与进线槽体10相通,首过渡嵌槽15、尾过渡嵌槽16两者位于进线槽体10与限位凸起12之间。
35.参见图3,首过渡嵌槽15与首限位孔13相对,尾过渡嵌槽16与尾限位孔14相对。
36.参见图2以及图3,加热丝4的首端8依次穿过首限位孔13、首过渡嵌槽15,加热丝4的尾端9依次穿过尾限位孔14、尾过渡嵌槽16,之后,加热丝4的首端8和尾端9一同进入到进线槽体10,加热丝4的首端8和尾端9弯折在集线槽6内,最后加热丝4的首端8和尾端9也可嵌入到出线槽体11内。
37.由于加热丝4的端部需焊接上对应连接线,两者之间的焊接点可嵌入于对应的首过渡嵌槽15和尾过渡嵌槽16内。
38.在外套2上设有开关安装槽7,外套2安装于套内芯1外侧,集线槽6的槽口与开关安装槽7内部相通,加热丝4连接在控制开关3上,控制开关3安装于开关安装槽7内。
39.参见图1,还包括指示灯5,该指示灯5可安装在控制开关3上,当然也可以安装在把套的其他可视位置上。该指示灯5可发出不同颜色的光线。
40.控制开关3上设有电源输入端、第一控制端、第二控制端;电源输入端电连接于摩托车的供电电源;第一控制端电连接于加热丝4且用于控制加热丝4通断电;第二控制端电连接于指示灯5且用于控制指示灯5的发光颜色变化。
41.实际使用过程中,使用者按压控制开关3后,摩托车的供电电源供电于加热丝4,加热丝4发热,与此同时,控制开关3控制指示灯5发出不同颜色的光线,以便使用者知晓目前加热丝4发热的具体档位。
42.实施例二:一种如实施例一中的摩托车加热把套的加工方法,其加工步骤为:步骤一:将加热丝4缠绕于套内芯1上,加热丝4与套内芯1之间缠绕需间隔均匀;步骤二:加热丝4折叠收纳于集线槽6内;步骤三:绕卷好加热丝4的套内芯1放置入对应注塑模具,在绕卷有加热丝4的套内芯1外侧注塑成型外套2;步骤四:从集线槽6内取出加热丝4端部;步骤五:将加热丝4端部连接于控制开关3的第一控制端上;步骤六:将控制开关3安装于开关安装槽7内。
43.实施例三:一种如实施例一中的摩托车加热把套的加工方法,其加工步骤为:步骤一:将加热丝4缠绕于套内芯1上,加热丝4与套内芯1之间缠绕需间隔均匀;步骤二:加热丝4的首端8穿过首限位孔13、嵌入到首过渡嵌槽15、折叠收纳于集线槽6内,加热丝4的末端穿过尾限位孔14、嵌入到尾过渡嵌槽16、折叠收纳于集线槽6内,加热丝4端部的焊点最好放置于对应的首过渡嵌槽15与尾过渡嵌槽16内;
步骤三:绕卷好加热丝4的套内芯1放置入对应注塑模具,在绕卷有加热丝4的套内芯1外侧注塑成型外套2;步骤四:从集线槽6内取出加热丝4端部;步骤五:将加热丝4端部连接于控制开关3的第一控制端上;步骤六:将控制开关3安装于开关安装槽7内。
44.当然,以上只是本发明的典型实例,除此之外,本发明还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求保护的范围之内。