一种交联pvc泡沫废料人造板及其制备方法
技术领域
1.本发明属于复合材料技术领域,具体涉及一种交联pvc废料人造板及其制备方法。
背景技术:
2.硬质交联聚氯乙烯泡沫塑料是风电叶片不可或缺的芯材,其加工过程会产生30%左右的固废。这些固废的处理,以及废旧叶片的处理目前仍是行业难题。这主要是由于这种泡沫塑料是热固性塑料,无法二次加工。目前主流的处理方式是焚烧和填埋,这不但会增加风电行业成本,还会带来巨大的环境隐患。
3.专利cn101733893a虽然提供了一种解决方案,但其技术方案用胶量和产品密度远高于市售同功能产品,难以被市场接受和推广。风电行业迫切需要一种切实可行的交联pvc泡沫废料和风电叶片回收方案。
4.本发明通过特定的技术手段将交联pvc泡沫废料制成人造板,实现交联pvc泡沫芯材在风电行业链的零固废。且这种人造板的握钉力和防潮性能远超刨花板,可在室内外使用,具有极强的市场竞争力。
技术实现要素:
5.本发明的目的:本发明旨在提供一种交联pvc废料人造板及其制备方法,为风电行业芯材固废处理提供一种切实可行的技术方案。
6.本发明的技术方案:根据本发明的第一方面,提供一种交联pvc泡沫废料人造板的制备方法,其特征在于,按以下步骤操作:
7.s1:将100重量份交联pvc泡沫废料和0.1-5份偶联剂倒入行星搅拌釜中,混合5-10min;
8.s2:将5-30份树脂胶黏剂加入行星搅拌釜中,混合5-10min;所述树脂胶黏剂的组成包括100份多元醇,150-200份异氰酸酯,30-90份环氧树脂,10-50份固化剂;
9.s3:将所述步骤s2搅拌好的物料分成多份,每倒入一份到模具中就铺设一层加强筋;
10.s4:将模具放置在单层平板硫化机上,加压10-15mpa,常温保持压力5-10min,制得预压板;
11.s5:将预压板从模具取出,传送到多层平板硫化机中加压3-5mpa,70-100℃保持压力30-100min,冷却至40℃以下后取出。
12.在一个可能的实施例中,所述加强筋为竹签、玻纤束和废旧风电叶片表皮中的一种或多种
13.优选的是,所述的交联pvc泡沫废料为粒径小于3mm的粉料。
14.优选的是,所述的偶联剂为铬络合物、硅烷以及钛酸酯中至少一种。
15.优选的是,所述的多元醇为官能度大于等于3、羟值大于等于300mgkoh/g的多元醇。
16.优选的是,所述的所述的异氰酸酯为甲苯二异氰酸酯、二苯基甲烷二异氰酸酯、六亚甲基二异氰酸酯三聚体、多亚甲基多苯基多异氰酸酯中的至少一种。
17.优选的是,所述的环氧树脂为双酚a型、双酚f型、双酚s型环氧树脂中的至少一种。
18.优选的是,所述的固化剂为酸酐、酰胺、羧酸中的至少一种。
19.根据本发明的第二方面,提出一种交联pvc泡沫废料人造板,采用上述一种交联pvc泡沫废料人造板的制备方法制造而成。
20.与现有技术相比,本发明的有益效果为:
21.1)通过采用本发明的偶联剂粘接体系产生复配效应,可以明显减少人造板制造时的施胶量,板材防潮性大幅提升;
22.2)通过采用本发明的增强体系,可是成倍提高人造板力学性能;
23.3)本发明的技术方案可以实现废旧叶片100%利用。
具体实施方式
24.为了进一步了解本发明,下面结合实施例对本发明的优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点而不是对本发明专利要求的限制。实施例中所用原料均可商购获得。
25.实施例1
26.配方为100份交联pvc泡沫废料粉,5份kh560偶联剂,10份胶黏剂,其中胶黏剂配方为100份4110聚醚多元醇,150份pm-200多次甲基多苯基异氰酸酯,100份e51环氧树脂,50份含水量10%甲基六氢苯酐。工艺为:
27.s1:将交联pvc泡沫废料粉和偶联剂倒入行星搅拌釜中,混合5min;
28.s2:将配制好的胶黏剂加入行星搅拌釜中,混合5min;
29.s3:将搅拌好的物料分成4份,每倒入一份到模具中就铺设一层加强筋,其中加强筋为直径2mm竹签;
30.s4:将模具放置在单层平板硫化机上,加压10mpa,常温保持压力5min;
31.s5:将预压板从模具取出,传送到多层平板硫化机中加压3mpa,100℃保持压力30min,冷却至40℃以下后取出。
32.实施例2
33.配方为100份交联pvc泡沫废料粉,5份kh560偶联剂,10份胶黏剂,其中胶黏剂配方为100份4110聚醚多元醇,150份pm-200多次甲基多苯基异氰酸酯,100份e51环氧树脂,50份含水量10%甲基六氢苯酐。工艺为:
34.s1:将交联pvc泡沫废料粉和偶联剂倒入行星搅拌釜中,混合5min;
35.s2:将配制好的胶黏剂加入行星搅拌釜中,混合5min;
36.s3:将搅拌好的物料分成4份,每倒入一份到模具中就铺设一层加强筋,其中加强筋为宽度3mm的废旧叶片表皮;
37.s4:将模具放置在单层平板硫化机上,加压10mpa,常温保持压力5min;
38.s5:将预压板从模具取出,传送到多层平板硫化机中加压3mpa,100℃保持压力30min,冷却至40℃以下后取出。
39.实施例3
40.配方为100份交联pvc泡沫废料粉,5份kh560偶联剂,10份胶黏剂,其中胶黏剂配方为100份4110聚醚多元醇,150份pm-200多次甲基多苯基异氰酸酯,100份e51环氧树脂,50份含水量10%甲基六氢苯酐。工艺为:
41.s1:将交联pvc泡沫废料粉和偶联剂倒入行星搅拌釜中,混合5min;
42.s2:将配制好的胶黏剂加入行星搅拌釜中,混合5min;
43.s3:将搅拌好的物料分成4份,每倒入一份到模具中就铺设一层加强筋,其中加强筋为孔径5mm玻纤网格布;
44.s4:将模具放置在单层平板硫化机上,加压10mpa,常温保持压力5min;
45.s5:将预压板从模具取出,传送到多层平板硫化机中加压3mpa,100℃保持压力30min,冷却至40℃以下后取出。
46.实施例4
47.配方为100份交联pvc泡沫废料粉,5份kh560偶联剂,10份胶黏剂,其中胶黏剂配方为100份4110聚醚多元醇,150份pm-200多次甲基多苯基异氰酸酯,100份e44环氧树脂,50份含水量10%甲基六氢苯酐。工艺为:
48.s1:将交联pvc泡沫废料粉和偶联剂倒入行星搅拌釜中,混合5min;
49.s2:将配制好的胶黏剂加入行星搅拌釜中,混合5min;
50.s3:将搅拌好的物料分成4份,每倒入一份到模具中就铺设一层加强筋,其中加强筋为孔径5mm玻纤网格布;
51.s4:将模具放置在单层平板硫化机上,加压10mpa,常温保持压力5min;
52.s5:将预压板从模具取出,传送到多层平板硫化机中加压3mpa,100℃保持压力30min,冷却至40℃以下后取出。
53.实施例5
54.配方为100份交联pvc泡沫废料粉,5份kh550偶联剂,10份胶黏剂,其中胶黏剂配方为100份4110聚醚多元醇,150份pm-200多次甲基多苯基异氰酸酯,100份e51环氧树脂,50份含水量10%甲基六氢苯酐。工艺为:
55.s1:将交联pvc泡沫废料粉和偶联剂倒入行星搅拌釜中,混合5min;
56.s2:将配制好的胶黏剂加入行星搅拌釜中,混合5min;
57.s3:将搅拌好的物料分成4份,每倒入一份到模具中就铺设一层加强筋,其中加强筋为孔径5mm玻纤网格布;
58.s4:将模具放置在单层平板硫化机上,加压10mpa,常温保持压力5min;
59.s5:将预压板从模具取出,传送到多层平板硫化机中加压3mpa,100℃保持压力30min,冷却至40℃以下后取出。
60.对比例1
61.配方为100份交联pvc泡沫废料粉,10份胶黏剂,其中胶黏剂配方为100份4110聚醚多元醇,150份pm-200多次甲基多苯基异氰酸酯,100份e51环氧树脂,50份含水量10%甲基六氢苯酐。工艺为:
62.s1:将交联pvc泡沫废料粉和配制好的胶黏剂加入行星搅拌釜中,混合5min;
63.s2:将搅拌好的物料分成4份,每倒入一份到模具中就铺设一层加强筋,其中加强筋为直径2mm竹签;
64.s3:将模具放置在单层平板硫化机上,加压10mpa,常温保持压力5min;
65.s4:将预压板从模具取出,传送到多层平板硫化机中加压3mpa,100℃保持压力30min,冷却至40℃以下后取出。
66.对比例2
67.配方为100份交联pvc泡沫废料粉,5份kh560偶联剂,10份胶黏剂,其中胶黏剂配方为100份4110聚醚多元醇,150份pm-200多次甲基多苯基异氰酸酯。工艺为:
68.s1:将交联pvc泡沫废料粉和偶联剂倒入行星搅拌釜中,混合5min;
69.s2:将配制好的胶黏剂加入行星搅拌釜中,混合5min;
70.s3:将搅拌好的物料分成4份,每倒入一份到模具中就铺设一层加强筋,其中加强筋为直径2mm竹签;
71.s4:将模具放置在单层平板硫化机上,加压10mpa,常温保持压力5min;
72.s5:将预压板从模具取出,传送到多层平板硫化机中加压3mpa,100℃保持压力30min,冷却至40℃以下后取出。
73.对比例3
74.配方为100份交联pvc泡沫废料粉,5份kh560偶联剂,10份胶黏剂,其中胶黏剂配方为100份4110聚醚多元醇,150份pm-200多次甲基多苯基异氰酸酯,100份e51环氧树脂,50份含水量10%甲基六氢苯酐。工艺为:
75.s1:将交联pvc泡沫废料粉和偶联剂倒入行星搅拌釜中,混合5min;
76.s2:将配制好的胶黏剂加入行星搅拌釜中,混合5min;
77.s3:将搅拌好的物料直接倒入模具,不铺设加强筋;
78.s4:将模具放置在单层平板硫化机上,加压10mpa,常温保持压力5min;
79.s5:将预压板从模具取出,传送到多层平板硫化机中加压3mpa,100℃保持压力30min,冷却至40℃以下后取出。
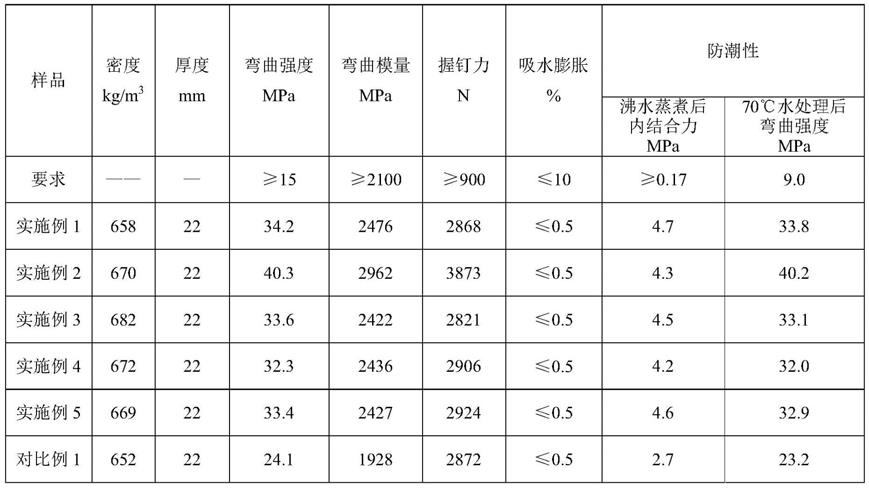
80.性能测试与结果说明
81.为了进一步说明本发明的增益效果,实施例1~5、对比例1~3进行性能测试,测试方法为:
82.弯曲强度gb/t17657-2013,弯曲模量gb/t17657-2013,吸水厚度膨胀gb/t17657-2013,防潮性gb/t17657-2013,握钉力gb/t17657-2013,内结合力gb/t17657-2013。测试指标为gb/t4897-2015 p11型。测量结果如表1所示。
83.实施例与对比例3弯曲强度和模量测试结果说明,本发明的加强筋体系能够有效提高板材抗弯性能。对比例1弯曲性能显著下降,是因为不加入偶联剂无法使各组分在低施胶量条件下有效粘接,测试时出现分层。实施例与对比例2吸水膨胀和防潮性测试结果说明,本发明引入环氧体系可以显著提高板材防潮性。实施例测试结果与国标要求对比说明本发明各项指标远超使用标准需求。
84.表1实施例和对比例性能测试结果
[0085][0086]