1.本发明属于塑料技术领域,特别涉及一种抗菌的聚乙烯复合材料、聚乙烯管材及其制备方法。
背景技术:
2.聚乙烯属于高分子材料,聚乙烯管材由于具有质轻、耐腐蚀、力学性能好等优点而被广泛应用在各个领域,如家装供水、建筑地暖、食品加工以及医疗卫生器械等领域。
3.然而,使用现有技术制造的聚乙烯管材普遍存在抗菌性能差、抗菌时效短、宽温度范围内耐压性能不佳等缺点,这大大限制了聚乙烯管材的进一步应用。例如,现有技术提供了一种多层复合型高导热辐照交联地暖管材,使用硅磷晶作为抗菌剂。硅磷晶在80℃以上的热水下会快速溶解流失,使管材的抗菌时效大幅缩短。此外,硅磷晶的快速溶解也会令流体中的含磷物质浓度大幅上升,对人体健康造成潜在危害,因此该管材不宜用于食品、医疗卫生领域。
4.综上所述,亟需提供一种聚乙烯复合材料,该聚乙烯复合材料在宽的温度范围内具有良好的抗菌性能和力学性能。
技术实现要素:
5.本发明旨在至少解决上述现有技术中存在的问题之一。为此,本发明提出一种抗菌的聚乙烯复合材料、聚乙烯管材及其制备方法;所述聚乙烯复合材料具有良好的抗菌性能;将聚乙烯复合材料加工成聚乙烯管材,该聚乙烯管材在宽的温度范围内,不仅具有良好的抗菌性能,而且还具有良好的力学性能,例如耐液压性。
6.本发明的发明构思为:本发明利用改性无机抗菌剂,并使用电子束/钴源辐射技术对聚乙烯复合材料进行辐射交联改性,同时提高聚乙烯管材的抗菌时效和力学性能,特别是宽温度范围内的抗菌时效和力学性能显著提高。
7.本发明的第一方面提供一种抗菌的聚乙烯复合材料。
8.具体的,一种抗菌的聚乙烯复合材料,制备所述聚乙烯复合材料的原料包括以下组分:聚乙烯、改性无机抗菌剂、交联敏化剂和助剂,所述改性无机抗菌剂选自无机载体负载并表面活化的银系抗菌剂和/或无机载体负载并表面活化的锌系抗菌剂。
9.优选的,所述无机载体选自玻璃、沸石、磷酸钙、磷酸锆和二氧化硅中的至少一种。
10.优选的,所述改性无机抗菌剂包括磷酸银玻璃活性成分和/或吡啶硫酮锌。
11.优选的,所述改性无机抗菌剂选自市售的改性银系抗菌剂ib、改性银系抗菌剂ipl、改性锌系抗菌剂zpt、改性锌系抗菌剂z中的至少一种。所述改性银系抗菌剂ib为美国妙抗保(microban)品牌产品,其主要组分为磷酸银玻璃活性成分。所述改性锌系抗菌剂zpt为美国特洛伊(troy)品牌产品,其主要组分为98%的吡啶硫酮锌。
12.进一步优选的,所述改性无机抗菌剂为无机载体负载并表面活化的银系抗菌剂和无机载体负载并表面活化的锌系抗菌剂按照质量比为1:(1-12)混合而成,再进一步优选质量比为1:(1-10)。
13.优选的,所述聚乙烯在190℃,2.16kg条件下的熔融指数为0.05-3g/10min,密度为0.910-0.970g/cm3;进一步优选的,所述聚乙烯在190℃,2.16kg条件下的熔融指数为0.10-1.5g/10min,密度为0.925-0.960g/cm3。
14.优选的,所述交联敏化剂选自丙烯酸酯类敏化剂;进一步优选的,所述交联敏化剂选自一缩二乙二醇二丙烯酸酯、三羟甲基丙烷三甲基丙烯酸酯或三羟甲基丙烷三丙烯酸酯中的至少一种。
15.优选的,所述助剂包括抗氧剂。
16.优选的,所述抗氧剂选自酚类抗氧剂和/或亚磷酸酯类抗氧化剂,例如抗氧剂1010、抗氧剂754、抗氧剂168、抗氧剂1178。
17.优选的,制备所述聚乙烯复合材料的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂0.05-3.5份、交联敏化剂0.1-7份、助剂0.1-5份。
18.优选的,制备所述聚乙烯复合材料的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂0.05-3份、交联敏化剂0.1-6份、助剂0.1-3份。
19.优选的,制备所述聚乙烯复合材料的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂0.1-2份、交联敏化剂1-4份、助剂0.2-2份。
20.本发明的第二方面提供一种抗菌的聚乙烯复合材料的制备方法。
21.具体的,一种抗菌的聚乙烯复合材料的制备方法,包括以下步骤:
22.将各组分混合,挤出造粒,然后进行辐射交联,制得所述抗菌的聚乙烯复合材料。
23.优选的,所述挤出造粒的温度为160-270℃;进一步优选的,所述挤出造粒的温度为160-260℃。
24.优选的,所述辐射交联是经过高能电子加速器或钴源辐照装置进行辐射交联。
25.优选的,所述辐射交联的辐射能量为2.0-3.5mev,辐射束流密度为5-50ma;进一步优选的,所述辐射交联的辐射能量为2.7-3.1mev,辐射束流密度为15-40ma。
26.本发明的第三方面提供一种聚乙烯管材。
27.具体的,一种聚乙烯管材,制备所述聚乙烯管材的原料组分包括聚乙烯、改性无机抗菌剂、交联敏化剂、助剂,所述改性无机抗菌剂选自无机载体负载并表面活化的银系抗菌剂和/或无机载体负载并表面活化的锌系抗菌剂。即制备聚乙烯管材的原料组分与制备聚乙烯复合材料的原料组分相同。
28.优选的,所述改性无机抗菌剂选自市售的改性银系抗菌剂ib、改性银系抗菌剂ipl、改性锌系抗菌剂zpt、改性锌系抗菌剂z中的至少一种。所述改性银系抗菌剂ib为美国妙抗保(microban)品牌产品,其主要组分为磷酸银玻璃活性成分。所述改性锌系抗菌剂zpt为美国特洛伊(troy)品牌产品,其主要组分为98%的吡啶硫酮锌。
29.优选的,制备所述聚乙烯管材的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂0.05-3.5份、交联敏化剂0.1-7份、助剂0.1-5份。
30.本发明的第四方面提供一种聚乙烯管材的制备方法。
31.具体的,一种聚乙烯管材的制备方法,包括以下步骤:
32.(1)改性母粒的制备:将部分聚乙烯、改性无机抗菌剂和交联敏化剂搅拌混合,得到混合物,然后将混合物进行挤出造粒,得到改性母粒;
33.(2)管材胚体的制备:将步骤(1)制得的所述改性母粒和剩余聚乙烯混合,然后熔融挤出,冷却定型,制得管材胚体;
34.(3)辐射交联:将步骤(2)制得的管材胚体进行辐射交联处理,制得所述聚乙烯管材。
35.优选的,步骤(1)中,所述搅拌混合的搅拌速度为30-90转/分钟,所述搅拌混合的时间为10-20分钟。
36.优选的,步骤(1)中,所述部分聚乙烯是指占聚乙烯总重量的1-15%;进一步优选1-10%。
37.优选的,步骤(1)中,所述挤出造粒是在160-260℃下,进行挤出造粒。
38.优选的,步骤(1)中,所述挤出造粒是使用双螺杆挤出机,在160-260℃下,进行挤出造粒。
39.优选的,步骤(1)中,在加入改性无机抗菌剂的同时还加入助剂。
40.优选的,步骤(2)中,所述熔融挤出是在管材挤出机中进行。
41.优选的,步骤(2)中,所述熔融挤出是在90-260℃下进行,进一步优选160-240℃下进行。
42.优选的,步骤(2)中,在进行所述冷却定型前,先进行真空定径。
43.优选的,步骤(2)中,在进行所述冷却定型后,还进行牵引收卷。所述牵引收卷的牵引速度为10-50m/min;进一步优选所述牵引收卷的牵引速度为20-35m/min。
44.优选的,步骤(3)中,所述辐射交联是通过高能电子加速器或钴源辐照装置进行辐射交联。
45.优选的,步骤(3)中,所述辐射交联的辐射能量为2.0-3.5mev,辐射束流密度为5-50ma;进一步优选的,所述辐射交联的辐射能量为2.7-3.1mev,辐射束流密度为15-40ma。
46.优选的,步骤(3)中,单位质量的管材胚体对辐射的吸收剂量为30-180kgy,加工线速为10-120m/min;进一步优选的,单位质量管材对辐射的吸收剂量为90-150kgy,加工线速为20-80m/min。
47.优选的,步骤(3)制得所述聚乙烯管材后,可根据管长需要进行切割包装。由于辐射交联处理过程在射线的照射下同时也具有杀菌的作用,因此,制得的聚乙烯管材处于无菌状态,可应用在食品加工、医疗卫生等有无菌要求的技术领域。
48.本发明的第五方面提供上述聚乙烯复合材料或聚乙烯管材的应用。
49.上述聚乙烯复合材料或聚乙烯管材在家装供水、建筑地暖、食品加工或医疗卫生器械领域中的应用。
50.相对于现有技术,本发明的有益效果如下:
51.(1)本发明利用改性无机抗菌剂,并使用电子束/钴源辐射技术对聚乙烯复合材料进行辐射交联改性,同时提高聚乙烯复合材料和聚乙烯管材的抗菌时效和力学性能,特别是宽温度范围内的抗菌时效和力学性能显著提高。聚乙烯管材的抗菌率大于99%,达到jc/
t 939-2004中的强抗菌ⅰ级,且经80℃热水浸泡2000小时后仍能保持强抗菌活性;聚乙烯管材在gb/t18992.2中耐静液压项目的全部5个试验条件下均无渗漏、无破裂;聚乙烯管材的高温(110℃,静液压应力2.5mpa)和低温(10℃,静液压应力10mpa)稳定性试验时间均大于8760小时。
52.(2)本发明选用双螺杆挤出机制备改性母粒,属于连续式混炼过程,相比于单螺杆挤出机和间歇式的密炼-造粒机,具有混合效果好、排气能力强、停留时间分布窄和对物料控温精准等的优点;所得改性母粒可再与聚乙烯进行混合挤出成管,有利于对材料配方进行微调;交联敏化剂的使用也有助于辐照剂量的降低。
53.(3)辐射交联技术的使用可使得聚乙烯复合材料和聚乙烯管材内部形成紧密的交联网络,在提高材料力学性能的同时,可减缓抗菌活性物的析出,大幅延长抗菌时效。
具体实施方式
54.为了让本领域技术人员更加清楚明白本发明所述技术方案,现列举以下实施例进行说明。需要指出的是,以下实施例对本发明要求的保护范围不构成限制作用。
55.以下实施例中所用的原料、试剂或装置如无特殊说明,均可从常规商业途径得到,或者可以通过现有已知方法得到。
56.实施例1:聚乙烯复合材料的制备
57.一种抗菌的聚乙烯复合材料,制备该聚乙烯复合材料的原料,按重量份数计,包括以下组分:聚乙烯(在190℃,2.16kg条件下的熔融指数为1g/10min,密度为0.936g/cm3)100份、改性无机抗菌剂(改性银系抗菌剂ib)0.5份、交联敏化剂(一缩二乙二醇二丙烯酸酯)2份、助剂(抗氧剂1010)0.5份。
58.上述抗菌的聚乙烯复合材料的制备方法,包括以下步骤:
59.将各组分混合,挤出造粒,挤出造粒的温度为200℃,然后进行辐射交联,辐射交联的辐射能量为2.5mev,辐射束流密度为10ma,制得抗菌的聚乙烯复合材料。
60.实施例2:聚乙烯复合材料的制备
61.一种抗菌的聚乙烯复合材料,制备该聚乙烯复合材料的原料,按重量份数计,包括以下组分:聚乙烯(在190℃,2.16kg条件下的熔融指数为5g/10min,密度为0.920g/cm3)100份、改性无机抗菌剂(改性锌系抗菌剂zpt)0.8份、交联敏化剂(三羟甲基丙烷三甲基丙烯酸酯)2份、助剂(抗氧剂1010)0.5份。
62.上述抗菌的聚乙烯复合材料的制备方法,包括以下步骤:
63.将各组分混合,挤出造粒,挤出造粒的温度为210℃,然后进行辐射交联,辐射交联的辐射能量为2.5mev,辐射束流密度为20ma,制得抗菌的聚乙烯复合材料。
64.实施例3:聚乙烯复合材料的制备
65.一种抗菌的聚乙烯复合材料,制备该聚乙烯复合材料的原料,按重量份数计,包括以下组分:聚乙烯(在190℃,2.16kg条件下的熔融指数为5g/10min,密度为0.955g/cm3)100份、改性无机抗菌剂(改性银系抗菌剂ib 0.1份、改性锌系抗菌剂zpt 0.7份)0.8份、交联敏化剂(三羟甲基丙烷三丙烯酸酯)2.5份、助剂(抗氧剂1010)0.5份。
66.上述抗菌的聚乙烯复合材料的制备方法,包括以下步骤:
67.将各组分混合,挤出造粒,挤出造粒的温度为210℃,然后进行辐射交联,辐射交联的辐射能量为2.6mev,辐射束流密度为30ma,制得抗菌的聚乙烯复合材料。
68.实施例4:聚乙烯管材的制备
69.一种聚乙烯管材,制备该聚乙烯管材的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂(改性银系抗菌剂ib)0.2份、交联敏化剂(一缩二乙二醇二丙烯酸酯)1.5份、抗氧剂(0.3份抗氧剂1010和0.2份抗氧剂168)0.5份。
70.上述聚乙烯管材的制备方法,包括以下步骤:
71.(1)改性母粒的制备:将3份聚乙烯、改性无机抗菌剂和交联敏化剂在搅拌机中搅拌混合,搅拌混合的搅拌速度为60转/分钟,搅拌混合的时间为12分钟,得到混合物,然后将混合物加入双螺杆挤出机(双螺杆挤出机依次包括机筒1、机筒2、机筒3、机筒4、机筒5、机筒6、机筒7、模头,设置的温度分别为机筒1 90℃,机筒2 150℃,机筒3 180℃,机筒4 200℃,机筒5 215℃,机筒6 220℃,机筒7 220℃,模头210℃)中进行挤出造粒,得到改性母粒;
72.(2)管材胚体的制备:将步骤(1)制得的改性母粒和剩余97份聚乙烯混合,加入管材挤出机中熔融挤出(管材挤出机依次包括机筒1、机筒2、机筒3、机筒4、适配器、滤网、模头1、模头2,设置的温度分别为机筒1 75℃,机筒2 190℃,机筒3 1950℃,机筒4 200℃,适配器205℃,滤网205℃,模头1 205℃,模头2 200℃),真空定径,冷却定型和牵引收卷,牵引速度控制在30m/min,制得管材胚体;
73.(3)辐射交联:将步骤(2)制得的管材胚体经高能电子加速器进行辐射交联处理,辐射交联的辐射能量为2.9mev,辐射束流密度为10ma,单位质量管材胚体对辐射的吸收剂量为125kgy,制得所述聚乙烯管材,经牵引机牵出,切割成300米/卷。
74.实施例5:聚乙烯管材的制备
75.一种聚乙烯管材,制备该聚乙烯管材的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂(改性锌系抗菌剂zpt)0.8份、交联敏化剂(三羟甲基丙烷三甲基丙烯酸酯)2份、抗氧剂(0.3份抗氧剂1010和0.2份抗氧剂1178)0.5份。
76.上述聚乙烯管材的制备方法,包括以下步骤:
77.(1)改性母粒的制备:将4份聚乙烯、改性无机抗菌剂和交联敏化剂在搅拌机中搅拌混合,搅拌混合的搅拌速度为45转/分钟,搅拌混合的时间为12分钟,得到混合物,然后将混合物加入双螺杆挤出机(双螺杆挤出机依次包括机筒1、机筒2、机筒3、机筒4、机筒5、机筒6、机筒7、模头,设置的温度分别为机筒1 90℃,机筒2 150℃,机筒3 180℃,机筒4 200℃,机筒5 215℃,机筒6 220℃,机筒7 220℃,模头210℃)中进行挤出造粒,得到改性母粒;
78.(2)管材胚体的制备:将步骤(1)制得的改性母粒和剩余96份聚乙烯混合,加入管材挤出机中熔融挤出(管材挤出机依次包括机筒1、机筒2、机筒3、机筒4、适配器、滤网、模头1、模头2,设置的温度分别为机筒1 75℃,机筒2 190℃,机筒3 195℃,机筒4 200℃,适配器205℃,滤网205℃,模头1 205℃,模头2 200℃),真空定径,冷却定型和牵引收卷,牵引速度控制在30m/min,制得管材胚体;
79.(3)辐射交联:将步骤(2)制得的管材胚体经高能电子加速器进行辐射交联处理,辐射交联的辐射能量为2.9mev,辐射束流密度为10ma,单位质量管材胚体对辐射的吸收剂
量为125kgy,制得所述聚乙烯管材,经牵引机牵出,切割成300米/卷。
80.实施例6:聚乙烯管材的制备
81.一种聚乙烯管材,制备该聚乙烯管材的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂(0.1份改性银系抗菌剂ipl、0.7份改性锌系抗菌剂z)0.8份、交联敏化剂(三羟甲基丙烷三丙烯酸酯)3份、抗氧剂(0.6份抗氧剂754和0.4份抗氧剂168)1份。
82.上述聚乙烯管材的制备方法,包括以下步骤:
83.(1)改性母粒的制备:将5份聚乙烯、改性无机抗菌剂和交联敏化剂在搅拌机中搅拌混合,搅拌混合的搅拌速度为75转/分钟,搅拌混合的时间为12分钟,得到混合物,然后将混合物加入双螺杆挤出机(双螺杆挤出机依次包括机筒1、机筒2、机筒3、机筒4、机筒5、机筒6、机筒7、模头,设置的温度分别为机筒1 90℃,机筒2 150℃,机筒3 180℃,机筒4 200℃,机筒5 215℃,机筒6 220℃,机筒7 220℃,模头210℃)中进行挤出造粒,得到改性母粒;
84.(2)管材胚体的制备:将步骤(1)制得的改性母粒和剩余95份聚乙烯混合,加入管材挤出机中熔融挤出(管材挤出机依次包括机筒1、机筒2、机筒3、机筒4、适配器、滤网、模头1、模头2,设置的温度分别为机筒1 75℃,机筒2 190℃,机筒3 1950℃,机筒4 200℃,适配器205℃,滤网205℃,模头1 205℃,模头2 200℃),真空定径,冷却定型和牵引收卷,牵引速度控制在30m/min,制得管材胚体;
85.(3)辐射交联:将步骤(2)制得的管材胚体经高能电子加速器进行辐射交联处理,辐射交联的辐射能量为2.9mev,辐射束流密度为10ma,单位质量管材胚体对辐射的吸收剂量为125kgy,制得所述聚乙烯管材,经牵引机牵出,切割成300米/卷。
86.实施例7:聚乙烯管材的制备
87.一种聚乙烯管材,制备该聚乙烯管材的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂(0.4份改性银系抗菌剂ipl、1.2份改性锌系抗菌剂zpt)1.6份、交联敏化剂(一缩二乙二醇二丙烯酸酯)1.5份、抗氧剂(0.3份抗氧剂1010和0.2份抗氧剂168)0.5份。
88.上述聚乙烯管材的制备方法,包括以下步骤:
89.(1)改性母粒的制备:将8份聚乙烯、改性无机抗菌剂和交联敏化剂在搅拌机中搅拌混合,搅拌混合的搅拌速度为50转/分钟,搅拌混合的时间为12分钟,得到混合物,然后将混合物加入双螺杆挤出机(双螺杆挤出机依次包括机筒1、机筒2、机筒3、机筒4、机筒5、机筒6、机筒7、模头,设置的温度分别为机筒1 90℃,机筒2 150℃,机筒3 180℃,机筒4 200℃,机筒5 215℃,机筒6 220℃,机筒7 220℃,模头210℃)中进行挤出造粒,得到改性母粒;
90.(2)管材胚体的制备:将步骤(1)制得的改性母粒和剩余92份聚乙烯混合,加入管材挤出机中熔融挤出(管材挤出机依次包括机筒1、机筒2、机筒3、机筒4、适配器、滤网、模头1、模头2,设置的温度分别为机筒1 75℃,机筒2 190℃,机筒3 195℃,机筒4 200℃,适配器205℃,滤网205℃,模头1 205℃,模头2 200℃),真空定径,冷却定型和牵引收卷,牵引速度控制在30m/min,制得管材胚体;
91.(3)辐射交联:将步骤(2)制得的管材胚体经高能电子加速器进行辐射交联处理,辐射交联的辐射能量为2.9mev,辐射束流密度为10ma,单位质量管材胚体对辐射的吸收剂
量为140kgy,制得所述聚乙烯管材,经牵引机牵出,切割成300米/卷。
92.实施例8:聚乙烯管材的制备
93.一种聚乙烯管材,制备该聚乙烯管材的原料,按重量份数计,包括以下组分:聚乙烯100份、改性无机抗菌剂(0.2份改性银系抗菌剂ib、0.8份改性锌系抗菌剂z)1份、交联敏化剂(一缩二乙二醇二丙烯酸酯)1.5份、抗氧剂(0.3份抗氧剂1010和0.2份抗氧剂168)0.5份。
94.上述聚乙烯管材的制备方法,包括以下步骤:
95.(1)改性母粒的制备:将6份聚乙烯、改性无机抗菌剂和交联敏化剂在搅拌机中搅拌混合,搅拌混合的搅拌速度为60转/分钟,搅拌混合的时间为16分钟,得到混合物,然后将混合物加入双螺杆挤出机(双螺杆挤出机依次包括机筒1、机筒2、机筒3、机筒4、机筒5、机筒6、机筒7、模头,设置的温度分别为机筒1 90℃,机筒2 150℃,机筒3 180℃,机筒4 200℃,机筒5 215℃,机筒6 220℃,机筒7 220℃,模头210℃)中进行挤出造粒,得到改性母粒;
96.(2)管材胚体的制备:将步骤(1)制得的改性母粒和剩余94份聚乙烯混合,加入管材挤出机中熔融挤出(管材挤出机依次包括机筒1、机筒2、机筒3、机筒4、适配器、滤网、模头1、模头2,设置的温度分别为机筒1 75℃,机筒2 190℃,机筒3 195℃,机筒4 200℃,适配器205℃,滤网205℃,模头1 205℃,模头2 200℃),真空定径,冷却定型和牵引收卷,牵引速度控制在30m/min,制得管材胚体;
97.(3)辐射交联:将步骤(2)制得的管材胚体经高能电子加速器进行辐射交联处理,辐射交联的辐射能量为2.9mev,辐射束流密度为10ma,单位质量管材胚体对辐射的吸收剂量为140kgy,制得所述聚乙烯管材,经牵引机牵出,切割成100米/卷。
98.对比例1
99.对比例1与实施例4的差异在于,对比例1无步骤(1),即将所有原料组分混合后直接加入管材挤出机中熔融挤出。其余过程与实施例4相同。实际生产时,熔体从管材挤出机的口模中挤出后形态稍不稳定,进入真空定径套后偶尔出现管壁破裂情况,所得聚乙烯管材表面多杂点且略显粗糙。
100.对比例2
101.对比例2与实施例4的差异在于,对比例2无步骤(3),即不进行辐射交联处理。其余过程与实施例4相同。
102.对比例3
103.对比例3与实施例5的差异在于,对比例3用等量的硅磷晶代替实施例5中的改性锌系抗菌剂zpt。其余过程与实施例5相同。
104.对比例4
105.对比例4与实施例4的差异在于,对比例4用等量的改性载银壳聚糖抗菌剂代替实施例4中的改性银系抗菌剂ib。其余过程与实施例4相同。
106.改性载银壳聚糖抗菌剂的制备过程如下:
107.按1:100的质量比例将壳聚糖加入至0.1mol/l的硝酸银溶液中,并用稀硝酸调节溶液ph至3.5,在遮光条件下60℃搅拌反应1小时,然后过滤,得到疏松状滤饼,滤饼经洗涤、干燥后,按100:1的质量比例与偶联剂kh-550一同加入至球磨机中研磨至350目,得到改性
载银壳聚糖抗菌剂。
108.聚乙烯管材挤出后外观色泽偏黄,管材挤出机口模处析出物较多,均为有机材料不耐高温的表现。
109.产品性能测试
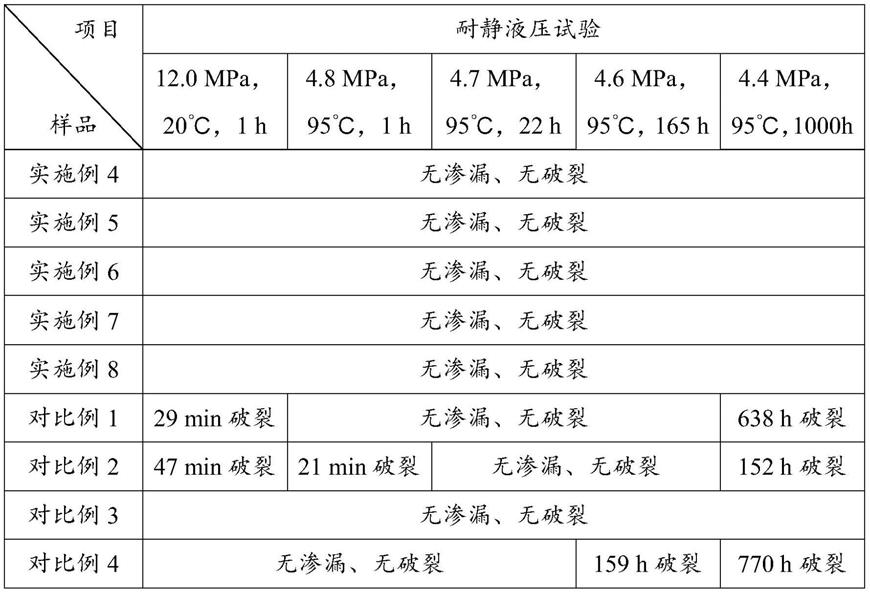
110.1.耐静压试验
111.取实施例4-8和对比例1-4制得的聚乙烯管材按照gb/t 18992.2进行耐静液压试验,测试结果如表1所示。
112.表1:耐静液压测试结果
[0113][0114]
从表1可知,在五种试验条件下测试实施例4-8和对比例1-4制得的聚乙烯管材,对比例1、2、4制得的聚乙烯管材在测试时间内均出现不同程度的破裂现象,而实施例4-8制得的聚乙烯管材则无破裂现象。
[0115]
取实施例4-8和对比例1-4制得的聚乙烯管材按照gb/t 18992.2进行高温静液压状态下的稳定性试验,测试结果如表2所示。
[0116]
表2:高低温静液压状态下的稳定性测试结果
[0117][0118][0119]
从表2可知,在两种试验条件下测试实施例4-8和对比例1-4制得的聚乙烯管材,对比例1、2、4制得的聚乙烯管材在测试时间内均出现不同程度的破裂现象,而实施例4-8制得的聚乙烯管材则无破裂现象。由此可见,实施例4-8制得的聚乙烯管材在高温或低温下的稳定性良好。
[0120]
2.抗菌试验
[0121]
取实施例4-8和对比例1-4制得的聚乙烯管材按照jc/t 939-2004进行抗细菌性试验,测试结果如表3所示。
[0122]
表3:抗细菌性能测试结果
[0123]
[0124]
从表3可知,本发明实施例4-8制得的聚乙烯管材抗菌效果良好,达到强抗菌ⅰ级。
[0125]
取实施例4-8和对比例1-4制得的聚乙烯管材按照jc/t 939-2004进行抗细菌耐久性试验,并测试在温度为80
±
2℃的蒸馏水水浴中浸泡2000h条件下的抗细菌性能,测试结果如表4所示。
[0126]
表4:抗细菌耐久性能测试结果
[0127][0128]
从表4可知,对比例3制得的聚乙烯管材的抗菌性能在80
±
2℃水浴2000h处理后出现显著下降;对比例4制得的聚乙烯管材的抗菌性能在50
±
2℃水浴16h处理后也有所下降,在80
±
2℃水浴2000h处理后下降幅度更大。而本发明实施例4-8制得的聚乙烯管材在经过80
±
2℃水浴2000h处理后,其抗菌率依然维持在99%以上,保持在强抗菌ⅰ级水平。
[0129]
综上所述,本发明实施例4-8制得的聚乙烯管材同时具有良好的力学性能和抗菌性能,且在宽的温度范围内,依然保持良好的力学性能和抗菌性能。
[0130]
本发明实施例1-3制得的聚乙烯复合材料的力学性能和抗菌性能与实施例4类似。
[0131]
应用例
[0132]
用实施例4制得的聚乙烯管材作为一种家装供水管。