带有被注射的刷毛的身体护理刷
1.本申请是申请日为2016年11月01日、题为“带有被注射的刷毛的身体护理刷”的中国专利申请201680077691.2的分案申请。
技术领域
2.本发明涉及身体护理刷、如用于美容产品的施覆器、如例如睫毛膏刷、指甲油刷、脸部刷和尤其是牙刷和牙间刷的领域。
3.本发明涉及身体护理刷、尤其是牙刷,带有刷头部,所述身体护理刷包含带有头部部分的基体以及包含多个护理刷毛(pflegeborsten)、尤其是清洁刷毛、如牙齿清洁刷毛,其中,所述护理刷毛经由刷毛承载件布置在所述头部部分处并且构造刷毛区,并且头部部分和刷毛区是所述刷头部的部分。
4.此外,本发明涉及用于制造身体护理刷的方法以及用于执行所述方法的注射成型工具。
背景技术:
5.已知的是,借助于注射成型方法制造牙刷的把手体。然而,所述牙齿清洁刷毛一如既往地以传统的方式借助于冲压工艺或类似于所述冲压工艺的方法置入到所述刷毛承载件中。在这个过程中,所述牙齿清洁刷毛成簇地或成束地固定在所述头部部分中。
6.刷毛簇或束本身通常具有受界定的横截面几何结构,所述横截面几何结构由制造决定地通常为圆圈形,而所述牙齿清洁刷毛在所述刷毛簇或束内没有组织化(organisiert)地布置。相反地,刷毛簇或束的牙齿清洁刷毛在其基础部的区域中彼此紧密地贴靠。所述刷毛簇或所述刷毛束通常面向自由的刷毛端部稍微成扇形打开。
7.也就是说,传统的刷毛栽植方法(beborstungsverfahren)限制了关于所述刷毛簇或束的横截面形状以及所述牙齿清洁刷毛在所述刷毛簇内的布置的设计自由。
8.同时已知如下方式,根据所述方式使得所述牙齿清洁刷毛同样借助于注射成型方法制造。也就是说,所述牙齿清洁刷毛简而言之同样被注射。由此例如wo
‑
a
‑
2012/093085描述带有被注射的牙齿清洁刷毛的牙刷以及所属于其的制造方法。
9.然而,开发带有被注射的牙齿清洁刷毛的牙刷仍停留在开始。因此,不令人惊讶的是,就被注射的牙齿清洁刷毛而言,也没有已知关于所述牙齿清洁刷毛在所述刷毛区内的布置的新颖且清洁有效的方式。
10.但是现在已显示出,通过所述刷毛簇或束的、相对于圆圈形的横截面备选的横截面几何结构以及通过所述牙齿清洁刷毛在所述刷毛簇或束内的备选的且总是组织化的布置能够较优化地设计所述刷毛区。在此,所述刷毛区的较优化的设计的目的尤其在于清洁作用的改善、护理剂或美容产品、如例如牙膏、脂粉(farbe)等的更好的施覆,以及在于待清洁的或护理的身体部分、如牙齿、牙龈、皮肤、手指/脚趾甲、眉毛/睫毛、嘴唇的体贴的处理。
技术实现要素:
11.因此,本发明的任务是,提出带有备选的刷毛栽植的身体护理刷、尤其是牙刷。此外,也应提出用于制造带有备选的刷毛栽植的身体护理刷、尤其是牙刷的方法以及所属于其的注射成型工具。
12.本发明通过独立权利要求1、23、28和35解决。从属权利要求以及说明书和附图含有本发明的特别的实施方式和改进方案。在此,方法权利要求、装置权利要求和产品权利要求的特征能够在获得意义的地方相互组合。
13.根据本发明的刷毛、其布置及其制造尤其示例性地根据牙刷来示出和解释。为了避免重复,所描述的设计方案也明确地适用于上面所描述的身体护理刷,而不离开本发明的范围。此外,所描述的设计方案特征能够单个地或组合地应用。
14.现在,本发明的突出之处在于,所述护理刷毛、尤其是清洁刷毛、如牙齿清洁刷毛借助于注射成型方法与所述刷毛承载件一起一件式地注射成型。
15.坚固的(festes)、尤其是刚性的、但可弯曲的类似于头发的由塑料构成的形成物尤其要理解为护理刷毛。护理刷毛尤其在其顶部处在横向于其纵向方向的横截面方面具有大于0.5mm的直径。所述顶部表示所述自由端部区段的上方5mm。
16.当在本说明书中没有其它注明时,那么所提到的护理刷毛始终借助于注射成型方法、尤其是与刷毛承载件一件式地制造。
17.已知的按摩/清洁元件同样借助于注射成型来制造。所述按摩/清洁元件在其顶部/极端部处在横向于其纵向方向的横截面方面通常具有大于0.5mm的直径并且由带有比所述护理刷毛低的肖氏硬度的成分(komponente)来注射。
18.为了简洁起见,在本说明书中使用概念“被注射”或“注射”,所述概念代表性地代表在注射成型方法中的制造。
19.所提及的刷毛承载件现在能够是所述头部部分的整体式的组成部分。也就是说,所述刷毛承载件由所述头部部分本身或在所述头部部分本身处构造。由此,所述刷毛承载件不构造单独的结构部件。
20.根据本实施方式,所述刷毛承载件能够与所述护理刷毛一起在共同的注射成型步骤中在所述头部部分处注射成型。
21.根据所述身体护理刷的备选的构造方式,所述刷毛承载件能够是无关于所述头部部分构造的结构部件。所述结构部件在下面称为(刷毛)承载体。
22.根据本实施方式,所述护理刷毛能够在注射成型步骤中构造在所述承载体处。为此,预生产的承载体被放入到注射成型空腔中。
23.然而,所述承载体也能够在共同的注射成型步骤中与所述护理刷毛一起注射成型。
24.所述承载体在制造所述身体护理刷时与所述头部部分连接。这个步骤通常接着所述承载体的刷毛栽植或接着由承载体和护理刷毛构成的单元的制造来发生。所提及的连接能够是材料配合连接、如例如塑料焊接(超声焊接)或粘接。所述连接也能够是形状配合和/或力配合连接。
25.为此,所述头部部分尤其构造用于所述承载体的以加深部形式的接纳床,所述承载体能够被带入到所述加深部中。为此,所述头部部分例如是勺形的。
26.所述承载体能够是小板形的。所述承载体在这种情况下是承载小板。
27.所述承载体能够具有0.7mm至2.0mm、尤其是1.2至1.6mm的厚度或高度。
28.所述头部部分或所述刷毛承载件能够包含一个或多个以所述刷毛成分填充的通道,所述通道在制造时与在所述注射成型工具中的引进通道或与在所述注射成型工具中的喷射点或分配通道相对应。
29.在本说明书中,以成分来表示“塑料成分”或“塑料材料”。
30.所述头部部分具有前侧和背侧。所述前侧相应于在最终产品中所述护理刷毛或其刷毛区布置在其上的侧。
31.所述头部部分能够在所述前侧上(如已经阐释的那样)构造用于接纳承载体或用于接纳所述护理刷毛的接纳床。
32.如果所述刷毛承载件是所述头部部分的整体式的部分,那么所述接纳床尤其构造成用于接纳注射成型的刷毛承载件。
33.所述前侧在牙刷中也相应于如下侧,大拇指为了保持用于牙齿清洁的牙刷的目的而在所述侧上放置到所述把手部分或把手体上。
34.所述背侧与所述前侧对置,并由此也与所述刷毛区对置。
35.根据改进方案,所述刷毛区包含带有多个护理刷毛的至少一个刷毛部段。
36.刷毛部段的突出之处尤其在于,所述刷毛部段构造所述刷毛区的如下面区域或子区,在所述面区域或子区中,护理刷毛彼此成间距地布置在所述刷毛承载件上,所述间距小于、尤其明显小于在所提及的面区域、也就是说所述刷毛部段与周围的护理刷毛之间的间距。
37.刷毛部段的突出之处尤其在于,所述刷毛部段构造所述刷毛区的如下面区域,在所述面区域中,护理刷毛以无中断的或连续的、尤其也有规律的、或结构化的布置在所述刷毛承载件上布置。
38.刷毛部段的护理刷毛尤其组织化地布置在所述刷毛部段中。也就是说,各个护理刷毛的布置或位置事先得到确定并且尤其遵循逻辑,并因此不是随机的。相应地,刷毛部段的护理刷毛根据预设的次序布置在所述刷毛部段中。
39.由此,所述护理刷毛能够例如成排或行列地布置。所述排或行列能够是直线的。所述排也能够是弧形或曲弯的、尤其是圆弧形的。定向能够分别相对于所述刷头部的纵向方向纵向、横向或成一角度。
40.为了确定布置方案,能够分别考虑所述护理刷毛的刷毛端部或其基础部的中央。所述护理刷毛能够按几何结构来布置,例如以三角形、圆、椭圆、矩形、正方形、多角形、多边形等来布置。所述护理刷毛也能够遵循其它的有规律的次序或结构。
41.备选地,所述护理刷毛能够无规律地、不遵循结构地布置。
42.作为另外的备选方案,所述护理刷毛的一部分能够遵循有规律的次序或结构,并且另一部分护理刷毛能够无规律地、不遵循结构地布置。
43.也能够考虑纵向/横向排或行列的组合。
44.根据改进方案,所述护理刷毛在至少一个刷毛部段内在其基础部处相互间隔开布置。在于所述刷毛部段内的护理刷毛之间的间距能够例如为0.1mm至0.8mm、尤其是0.1mm至0.3mm。
45.就在带有锥状形状的笔直的护理刷毛中的刷毛长度的设计而论,所述刷毛端部在较短的护理刷毛的情况下比在较长的护理刷毛的情况下相邻得近。在护理刷毛基础部之间的间距对于较长的护理刷毛和对于较短的护理刷毛一样尤其是相同的,其中,由此由于给定的锥状形状使得所述较短的护理刷毛的端部相邻得较近。
46.由此,在较长的和较短的护理刷毛的情况下,能够设置有相同的脱模角度。
47.在本设计方式中,所述刷毛端部每单位面积的密度随着相对于所述刷毛承载件的间距而减少。
48.以基础部表示如下部位,在所述部位处所述护理刷毛的自由长度面向所述刷毛承载件终止。所述护理刷毛在其基础部处过渡到所述刷毛承载件或部段基座中或在所述基础部处与所述刷毛承载件或部段基座整体式连接并且在相同的工序中以和所述刷毛承载件相同的成分(刷毛成分)来注射。
49.刷毛部段能够由相同或不同形状或几何结构的护理刷毛构成。下面进一步描述护理刷毛的可行的形状或几何结构。此外,所述护理刷毛在刷毛部段内能够具有相同的大小、如直径和长度。所述护理刷毛在刷毛部段内也能够具有不同的大小、如直径和长度。所述护理刷毛在刷毛部段内也能够具有不同的脱模角度。
50.刷毛部段能够例如包括2至30个、尤其是4至15个护理刷毛。尤其,刷毛部段能够包含4、5、6、7、8、9、10、11、12、13、14或15个护理刷毛。
51.根据改进方案,所述刷毛区被划分成多个分别带有多个护理刷毛的刷毛部段。所述刷毛部段分别相互间隔开。在所述刷毛部段之间的间距尤其是大于在于刷毛部段内的护理刷毛之间的间距、尤其是最大间距。
52.刷毛区能够包含带有仅仅相同数量的护理刷毛的刷毛部段。刷毛区能够包含不同数量的护理刷毛的刷毛部段。刷毛区能够包含不同数量的护理刷毛的刷毛部段,其中,一定数量的刷毛部段能够分别包括相同数量的护理刷毛。
53.刷毛区能够包含带有相同形状的刷毛部段。刷毛区能够包含不同形状的刷毛部段。刷毛区能够包含不同形状的刷毛部段,其中,一定数量的刷毛部段能够分别具有相同的形状。
54.刷毛区能够具有2、3、4、5、6、7、8、9或10个不同形状的刷毛部段。
55.在所述刷毛部段之间的间距能够为1mm至10mm、尤其是1mm至5mm。
56.除了带有被注射的护理刷毛和按摩/清洁元件的刷毛部段以外,所述刷毛区也能够包含传统的、常规的、尤其是借助于挤出制造的护理刷毛,所述护理刷毛借助于传统的刷毛栽植方法、如锚冲压或无锚的方法如aft(无锚成簇)、imt(模内成簇)、amr、ptt技术或iap(集成无锚生产)固定在所述刷毛承载件处。所述常规的护理刷毛例如是挤出的刷毛。
57.所述常规的护理刷毛能够例如是变尖的或柱状的。变尖的刷毛例如借助于机械或化学的方法在一侧或两侧变尖。所述的护理刷毛能够锥状地变尖。
58.与当使用刷毛式样中的仅一个刷毛式样时相比,常规的、尤其是挤出的护理刷毛和被注射的护理刷毛的相互作用产生较高的清洁功效。
59.特别优选的是,将常规的、挤出的柱状的和常规的、挤出的变尖的护理刷毛与被注射的护理刷毛组合。
60.所提及的无锚的方法在不同的专利中提到。据所述方法工作的刷毛栽植机一般是
已知的并且例如由g.b.boucherie.n.v.公司,伊泽赫姆,比利时,作为所谓的aft机(无锚成簇机)来制造和销售。用于将设有刷毛簇的刷毛承载小板固定在头部部分处的装置例如在文档de 200 06 311 u1中公开。
61.用于制造无锚的刷毛制品的刷毛栽植机的另外的式样由ep 0 346 646已知。与已经提到的、于其中所述常规的护理刷毛通过熔化来固定的aft技术相对地,此处所述常规的护理刷毛在注射成型机中借助于塑料来包围注射以用于固定(模内成簇imt)。用于制造无锚的牙刷的刷毛栽植机的另外的式样由de 10 2006 026 712已知。其组合了上面已经提到的方法。设有刷毛簇的刷毛承载小板(类似于源自aft工艺的完成刷毛栽植的刷毛承载小板)被放入到注射成型模具的空腔中,接着,为了固定并为了形成所述刷头部的其余部分将塑料注入到所述空腔中(imt)。
62.由此,所述刷头部能够包含在所述刷头部处固定的刷毛簇或束与常规地制造的、也就是说挤出的护理刷毛和带有被注射的护理刷毛的刷毛部段的组合。
63.所述常规的护理刷毛能够垂直于所述刷毛承载件的表面布置。所述被注射的护理刷毛能够相对于所述常规的护理刷毛成一角度地伸延。
64.此外,也可行的是,使所述常规的护理刷毛成一角度地布置,并且使所述被注射的护理刷毛笔直地布置。所述被注射的护理刷毛和所述常规的护理刷毛也能够处于成角度或笔直。
65.所述角度能够沿每个方向形成(ausgepr
ä
gt)。然而优选地,所述角度沿纵向或横向方向定向。
66.所述角度能够涉及各个刷毛束或刷毛部段,优选地,角度相应对于一排/行列相同地设计。
67.所述常规的护理刷毛的端部能够高于所述被注射的护理刷毛的端部。尤其,所述常规的、挤出的和变尖的护理刷毛的端部比所述被注射的刷毛长。
68.所述刷毛区的护理刷毛的刷毛端部也能够以相同的高度终止。在这种情况下,所述刷毛端部在所述刷毛区中构造平面的刷毛端部面。所述刷毛端部面相应于所述刷毛区的通过所述刷毛端部构造的、起清洁作用的表面。
69.所述刷毛端部也能够在高度方面彼此错开地布置并且包括伸出的和置回的(zur
ü
ckversetzte)/较深放置的刷毛端部。伸出的和置回的/较深放置的刷毛端部在刷毛区中的布置由此能够在所述刷毛端部面中产生一形貌(topographie)。由此,在所述刷毛区中能够构造有伸出的和置回的/较深放置的刷毛部分端部面。
70.由此,所述护理刷毛的刷毛端部在所述刷毛区的内部能够相对于包围其的刷毛圈的刷毛端部置回/较深放置。
71.此外,多个刷毛区
‑
区域也能够设计有置回的/较深放置的刷毛端部。
72.伸出的和置回的/较深放置的刷毛端部在刷毛区中的布置能够也在俯视图中产生图案或对称。由此,这样的布置能够构造蛋形的、圆形的或多边形的图案、如例如十字。
73.此外,伸出的和置回的/较深放置的刷毛端部在刷毛区中的布置能够产生球形的或半球或冠形的刷毛端部面或刷毛部分端部面。这形状分别或者凸状地伸出或者凹入地加深。所述刷毛端部面也能够占用其它的形状、例如旋转体或多面体的形状。
74.伸出的和置回的/较深放置的刷毛端部在刷毛区中的布置也能够产生斜倾的刷毛
端部面或刷毛部分端部面。
75.伸出的和置回的/较深放置的刷毛端部在刷毛区中的布置也能够产生薄化(effilierung)。所述薄化的突出之处在于,相邻的护理刷毛分别不同地伸出或置回/较深放置。相应地,也可行的是,所述护理刷毛一般而言不一样长地设计或使每个护理刷毛配属有其它的长度。相邻的护理刷毛的不同的刷毛长度能够以组织化的类型(图案、对称)或优选以没有组织化的类型(没有图案或对称)设置。相邻的护理刷毛的高度差在这种类型的设计方案中小于5mm、尤其是小于3mm。
76.此外,一个或多个护理刷毛在所述刷毛区中能够倾斜地取向。在这种情况下,倾斜表示相对于所述头部部分的面法线成一角度。
77.所述刷毛部段的基面(在下面称为部段基面)尤其具有不同于圆形的几何结构。所述部段基面通过在所述刷毛部段中在其基础部处的刷毛布置的横截面外部轮廓来界定。
78.在所述刷毛区中,所述刷毛部段的所有基面能够统一地具有相同的形状。但是,此外也能够在相同的刷毛区中实现刷毛部段基面的不同形状。
79.此外,一定数量的刷毛部段基面能够具有第一形状,而其它数量的刷毛部段基面具有第二形状。在每种情况下,所述刷毛部段基面都组织化,例如带有一次序或对称地布置。
80.所述部段基面尤其处于几何结构的平面中,其面法线平行于脱模方向伸延。所述脱模方向尤其平行于所述刷毛空腔的纵向方向伸延。
81.刷毛部段的刷毛空腔在所述注射成型工具中尤其联合成刷毛空腔部段置入件。所述刷毛空腔部段置入件能够在所述注射成型工具中尤其单个地更换。备选地,也能够将多个刷毛部段联合成刷毛空腔部段置入件。所述注射成型工具尤其含有多个相同的刷毛空腔部段置入件。这允许所述刷毛空腔部段置入件的有效的制造。
82.所述护理刷毛的刷毛纵向轴线尤其垂直于所提及的几何结构平面伸延。全部或个别护理刷毛的刷毛纵向轴线也能够相对于所述平面斜倾。所述刷毛纵向轴线的斜倾能够是统一的或不同的。
83.在所述刷毛区中能够设置有刷毛纵向轴线的多个、如2、3、4、5或6个不同的斜倾。
84.根据改进方案,所述至少一个刷毛部段的部段基面的外部轮廓构造至少一个角。
85.构造所述角的侧中的至少一个、尤其是两侧能够是直线的。然而,所述侧不一定需要是直线的。
86.包夹所述角的侧能够面向所述角包夹例如90
°
至170
°
(角度)的钝角。
87.包夹所述角的侧能够面向所述角包夹例如10
°
至90
°
(角度)的锐角。这样的角的特别的实施方案以顶部(spitze)的形式存在。
88.根据改进方案,所述刷毛部段沿着构造角的侧包括至少两个、尤其是至少三个护理刷毛。所述护理刷毛尤其在一排中布置。
89.也就是说,令人惊讶地显示出,带有角的刷毛部段改善了护理作用、尤其是清洁作用。由此,与例如圆的横截面相比,所提及的角更好地作用于在身体表面、如牙齿或皮肤上的污物。此外,所述刷毛部段的角更好地接合到牙齿中间空间中。
90.然而,所述基面也能够占用不存在有角的形状。
91.至少一个刷毛部段的部段基面的外部轮廓原则上能够包含至少一个直线的延展
区段或侧。
92.所述至少一个刷毛部段的部段基面能够是多边形的。多边形的几何结构能够是:
‑ꢀ
菱形;
‑ꢀ
矩形;
‑ꢀ
正方形;
‑ꢀ
三角形;
‑ꢀ
梯形或截棱锥形;
‑ꢀ
六边形;
‑ꢀ
八边形;
‑ꢀ
五边形。
93.另外的、尤其是多边形的形状能够是:
‑ꢀ
星形;
‑ꢀ
带有尖地收尾的狭长侧的矩形的基本形状;
‑ꢀ
t形;
‑ꢀ
y形;
‑ꢀ
v形;
‑ꢀ
c形;
‑ꢀ
箭头形;
‑ꢀ
十字形。
94.然而,所述至少一个刷毛部段的部段基面也能够具有略圆的(rundliche)几何结构。略圆的几何结构能够是:
‑ꢀ
由一个或多个圆部段构成;
‑ꢀ
环形;
‑ꢀ
蛋形;
‑ꢀ
椭圆形。
95.多边形的和略圆的结构的混合形状同样是可行的。
96.此外,所述至少一个刷毛部段的部段基面例如也能够是镰刀形、螺旋形、天线形、鱼骨形或液滴形。
97.此外,所述至少一个刷毛部段的部段基面也能够具有带有蜿蜒(kurvig)曲弯的外部轮廓的两维几何结构、如例如肾形的几何结构或原则上能够具有自由形状。
98.此外,所述至少一个刷毛部段的部段基面也能够具有圆部段或圆分段的形状。所述部段基面的一部分也能够具有圆部段或圆分段的形状。
99.根据特别的改进方案,所述至少一个刷毛部段的部段基面能够具有环分段、尤其是圆环分段的形状。
100.所述环分段或圆环分段的大小能够变化并且尤其通过刷毛排的数量及其长度来确定。由此,能够设置有两个、三个或超过三个刷毛排用于构造环分段。所述刷毛排的长度确定分段角度。
101.所有提及的刷毛部段的混合形状同样是可行的。在此,各个部段由所提及的结构或几何结构组合而成。
102.根据改进方案,所述刷毛区包含多个分别带有环分段形的、尤其是圆环分段形的部段基面的刷毛部段。多个尤其是相同形状的刷毛部段由此在所述刷毛区中构造环形的、尤其是圆环形的刷毛组件。所述刷毛部段也能够在所述刷毛区中构造环分段形的、尤其是圆环分段形的刷毛组件。这尤其能够是敞开的环。
103.在优选的设计方案中,在所述环或所述环分段内能够布置有其它的口部卫生单元(清洁或护理元件)、尤其是常规的、挤出的护理刷毛。
104.根据特别的改进方案,所述刷毛部段的部段基面是条带形的。所述部段条带能够是直线的。所述部段条带也能够是弯曲的、尤其是波浪形的。所述条带形状的突出之处在于大的长度与宽度的比例。
105.在所述条带形状方面可行的是,在宽度上布置有仅仅一个护理刷毛。
106.现在,多个刷毛部段能够布置成图案。所述图案尤其能够在所述刷毛区的俯视图中感知。在俯视图中意味着沿观察方向从外部面向所述头部部分的前侧。
107.所述刷毛部段能够为了构造图案尤其相对于彼此取向。每个形状的刷毛部段能够以线、圆、圆部段、椭圆、椭圆的部分、三角形、正方形、矩形、多边形或多边形的部分来布置。
108.六边形的刷毛部段能够在所述刷毛区中构造蜂巢图案。菱形的刷毛部段能够在所述刷毛区中构造菱形图案。
109.一般而言,刷毛部段的形状也能够关于多个刷毛部段相对于彼此的取向重复。这种布置允许将特别有效的部段形状还在视觉上突出。
110.所述部段的形状尤其也能够在其取向方面重复。也就是说,圆形的部段能够例如以圆布置,或菱形部段能够以菱形形状布置。
111.所述刷毛部段能够布置成相对于所述纵向轴线成角度地指向。矩形的或正方形的刷毛部段例如能够相对于所述刷毛区的纵向轴线不处于90
°
角度中。
112.所述刷毛部段原则上也能够彼此成角度地布置并由此不朝彼此取向。例如,在侧视图中,在所述刷毛区中不形成如下胡同(gassen,有时称为狭窄通道),在所述胡同中没有布置护理刷毛。
113.刷毛部段也能够至少在一子区域中没有可见的组织化地相对于彼此布置。
114.条带形弯曲的刷毛部段能够组合成波浪形的图案。由此,最终形状经由多个刷毛部段来延续。例如所提及的波浪形的图案(当环分段形的刷毛部段交替方式地180
°
转动地布置时)。
115.多个直线的、条带形的刷毛部段能够平行于彼此布置。所述刷毛部段以这种方式构造阴影线状的条带图案。关于这方面,所述刷毛条带能够:
‑ꢀ
倾斜于所述身体护理刷的纵向方向、
‑ꢀ
平行于所述身体护理刷的纵向方向、或
‑ꢀ
垂直于所述身体护理刷的纵向方向取向。
116.倾斜于所述身体护理刷的纵向方向意味着处于在0
°
与90
°
(角度)之间、尤其是在10
°
与80
°
之间和完全特别地在20
°
与70
°
之间的角度中。特别地,40
°
至50
°
的倾斜位置赋予所述刷毛区阴影线状的图案。
117.也可行的是,所述条带形的刷毛部段以不同的角度相对于所述身体护理刷的纵向
方向取向。所述刷毛部段能够在这样的布置中构造图案、如例如鱼骨图案或格栅。
118.此外,刷毛部段也能够由多个连续的条带形的部段区段构成,所述部段区段以不同的角度相对于所述身体护理刷的纵向方向布置。
119.所述连续的条带形的部段区段能够包夹部段自由空间。包夹部段自由空间的刷毛部段能够是敞开或闭合的。
120.如果所述条带形的部段区段是弧形的,那么所述部段区段根据本改进方案构造环形形状。
121.所述部段自由空间能够是无刷毛的。此外,在所述部段自由空间中能够布置有一个或多个另外的刷毛部段。由此,多个构造部段自由空间的刷毛部段能够布置成交错到彼此中。由此,能够例如构造有处于彼此中的环。
122.此外,在牙刷的情况下,在所述部段自由空间中也能够布置有口部卫生单元。下面进一步更详细地描述口部卫生单元。
123.多个条带形连续的部段区段能够构造多边形的形状、如矩形、三角形或菱形,并且分别构造相对应地成形的部段自由空间。在这种情况下,所述条带形的部段区段直线地构造,并且以不同的角度相对于所述身体护理刷的纵向方向布置。
124.此外,也可行的是,以如下方式布置所述刷毛部段,所述方式产生所述刷毛区的面型的、地毯状的形状。尤其是较大的矩形的刷毛部段或刷毛部段的组合产生所述刷毛区的所提及的面型外观。
125.在特别的设计方案中,所述刷毛区仅仅由唯一的面型的刷毛部段构成。
126.另外的特别的设计方案是多个、如两个或三个面型的刷毛部段,所述刷毛部段在其中间空间中能够具有柔性区。所述柔性区能够例如借助于在所述刷毛承载件中或在所述头部部分中的桥接部(stegen)构造。所述桥接部能够与软成分组合地构造。
127.多个刷毛部段能够(如上面已经阐释的那样)在俯视图中在所述刷毛区中构造图案。所述图案能够是有规律的或无规律的。
128.然而,也能够设置成,所述刷毛部段无规律地布置并且尤其不朝彼此取向。
129.根据改进方案,多个刷毛部段在俯视图中在所述刷毛区中构造放送(wiedergibt)消息或信息的图案。
130.所述图案能够放送图像或标记、如例如缩写、(公司)徽标、表情符号或图标。此外,所述图案也能够放送字母、数字或其组合、例如单词。
131.根据另外的改进方案,一个或多个刷毛部段在所述刷毛区中与一个或多个口部卫生单元一起构造一组件。
132.所述组件的特征能够在于如下子结构,所述子结构分别呈现所述刷毛区的一部分。
133.针对所提及的子结构的可行方案的示例性的举例:
‑ꢀ
一个或多个口部卫生单元包围一个或多个刷毛部段;
‑ꢀ
一个或多个刷毛部段包围一个或多个口部卫生单元;
‑ꢀ
所述口部卫生单元在其结构中形成自由空间,在所述自由空间中又能够布置有一个或多个刷毛部段;例如,所述口部卫生单元是波浪形的,并且在波浪谷中安置有一个或多个刷毛部段,或所述口部卫生单元是v形的,并且在所述自由空间中安置有一个或多个刷
毛部段,或所述口部卫生单元是星形的,并且在星角之间布置有一个或多个刷毛部段;
‑ꢀ
多个刷毛部段形成带有部段自由空间的结构,在所述部段自由空间中能够分别布置有一个或多个口部卫生单元;
‑ꢀ
所述口部卫生单元直接地贴靠在所述护理刷毛处;所述口部卫生单元例如触碰所述护理刷毛的至少一部分;所述口部卫生单元例如作为支撑结构形成围绕所述护理刷毛部段的护套;在此,所述口部卫生单元能够是被所述口部卫生单元支撑的护理刷毛的一半高;
‑ꢀ
所述护理刷毛直接地贴靠在口部卫生单元处,护理刷毛支撑所述口部卫生单元;
‑ꢀ
螺旋桨状的结构围绕一点布置;例如交替方式的刷毛部段和口部卫生单元,或该布置的其它的图案如多次刷毛部段一次口部卫生单元(例如天线形)。各个元件那么螺旋桨状地成形;
‑ꢀ
护理刷毛和口部卫生单元能够交替并且形成例如同心的形状,也就是说,在中央能够布置有口部卫生单元、然后是护理刷毛并且最后再是口部卫生单元;
‑ꢀ
护理刷毛形成螺旋形状,并且一个或多个口部卫生单元处于所述螺旋或臂内;
‑ꢀ
口部卫生单元能够完全地或部分地包围所述刷毛区的边缘。
134.所述子结构本身能够具有特定的布置性质。所述布置性质能够例如是:
‑ꢀ
对称(镜像或点镜像)
‑ꢀ
非对称(无规律的设计)
‑ꢀ
同心的布置。
135.在所述刷毛区中,多个子结构能够组合成刷毛区。对于多个子结构的布置的示例(也能够组合):
‑ꢀ
彼此相继;
‑ꢀ
彼此并排;
‑ꢀ
以不同的大小在相同的刷毛区中;
‑ꢀ
相对于所述刷头部对称地布置;
‑ꢀ
相对于所述刷头部非对称地布置。
136.当布置有多个相同的或类似的子结构时,那么所述子结构能够以不同的性质区分。为此,不同的性质的示例是:颜色、添加物、成分(材料)、材料硬度(肖氏硬度)、材料性质、大小(直径、长度、宽度、高度)。
137.在所述子结构之间能够布置有另外的口部卫生单元或护理刷毛,用于使所述刷毛区完整或用于避免在所述刷毛区中的不期望的裂缝。
138.根据改进方案,所述刷头部包含至少一个、尤其是多个布置在所述头部部分的边缘处的护理刷毛。所述护理刷毛也能够伸出超过所述边缘。
139.所述刷头部尤其包含如下至少一个刷毛部段,所述刷毛部段带有至少一个、尤其是多个布置在所述头部部分的边缘处的护理刷毛。
[0140]“在所述边缘处”或“直到所述边缘”意味着,相应的护理刷毛直接地与所述头部部分的终止棱边或端棱边邻接或在所述终止棱边或端棱边处布置。由此,例如刷毛部段能够伸展直到所述边缘或也能够在所述头部部分的边缘上伸展。相应地,所述刷毛部段直到所
述边缘地具有护理刷毛。全部的头部部分面的利用是所述护理刷毛相对于常规的护理刷毛和所阐述的刷毛栽植方法的重要优点。
[0141]
由此,所述刷毛区的外部边缘或其一部分能够以护理刷毛或其部分形成。
[0142]
这是可行的,因为在注射成型时例如与冲压方法相反,不必使得用于固定所述刷毛簇或束的保持边缘保持开放(freigehalten),并且还因为不需要边缘用于在冲压工艺中的保持。此外,也不需要边缘以形成例如盲孔或加深部用于刷毛接纳。
[0143]
此外,所述注射成型方法也实现了在所述刷毛承载件的表面的设计方案中的高设计自由,所述护理刷毛的自由长度源于所述表面。
[0144]
所述表面能够是穹顶状或波浪状的。所述表面也能够相对于所述刷毛纵向轴线斜倾。这例如通过在所述注射成型工具中的相对于所述脱模方向斜倾的分开平面来实现。
[0145]
能够设置成,所述刷毛部段构造如下部段基座,刷毛部段的护理刷毛的自由长度引导离开所述部段基座。所述部段基座能够是所述刷毛承载件的部分。所述部段基座从通过所述刷毛承载件构造的基础部表面处抬起以一程度。
[0146]
能够设置成,所述刷毛部段在所述刷毛承载件或其部段基座的区域中在脱模之后或期间经受改形步骤。加热步骤能够在所述改形步骤之前发生。在所述注射成型工具中或在随后的工艺中仍能够执行变形。
[0147]
能够将单个、多个或所有刷毛部段改形。所述改形能够在一个或多个步骤中执行。
[0148]
通过在所述刷毛承载件或部段基座的区域中的改形能够改变单个或全部护理刷毛的定向和/或布置。
[0149]
当所述头部部分例如由硬成分构成时,所述改形也能够用于所述护理刷毛在所述头部部分处的更好的固定。
[0150]
此外,所述改形能够用于另外的口部卫生单元的固定、尤其是用于常规的、挤出的护理刷毛的固定。
[0151]
所述改形步骤能够含有所述刷毛承载件在所述刷毛部段或所述部段基座的区域中的侧向或竖直压缩。以这种方式,所述刷毛承载件能够在所述刷毛部段或所述部段基座的区域中例如拱弯(aufw
ö
lben)并且构造所述护理刷毛的刺猬形的布置。
[0152]
此外,所述刷毛承载件也能够为了变形而从后方(从刷头部背侧)受挤压。在此,所述护理刷毛同样反过来锥形/刺猬形地成束(str
ä
usseln...auf)。在此,较大的圆的刷毛部段能够被改形,并且引起漏斗形的刷毛组件。也能够考虑从刷头部前侧的变形。
[0153]
在变形之前所述刷毛部段在变形区域中的形状显著地有助于最终形状。在此,以圆环形的布置的、也就是说在中央带有自由空间的护理刷毛尤其即使当所述护理刷毛向内或外变形时也是关注的。由此,所述形状敞开,并且形成一圈刷毛端部或存在有所述刷毛端部朝一点的定心。
[0154]
根据改进方案,所述刷毛承载件或其部分沿平行于刷毛纵向方向的方向弹性地屈服地构造,从而其在为了实施护理步骤、如牙齿清洁或皮肤清洁的目的通过所述护理刷毛施加支承压力的情况下屈服,并且在所述支承压力消失时又占据其原来的位置。也就是说,通过所述刷毛承载件或其部分由于刷毛支承压力而产生的弹性的屈服,所述刷毛区或其起清洁作用的表面屈服或变形。
[0155]
所述刷毛承载件的弹性的屈服性能够如下地实现,即所述刷毛承载件具有相应地
小的高度或厚度。所述刷毛承载件为此能够连续地具有小的高度或厚度。
[0156]
所述头部部分或所述刷毛承载件为此能够构造一类柔性膜片,在所述膜片上布置有所述护理刷毛。所述护理刷毛被注射到所述膜片处。所述膜片能够在自由刷毛端部的方向上垫子或气球状地拱弯。
[0157]
所述膜片能够仅仅由刷毛成分、由刷毛成分和软成分或由刷毛成分和硬成分构成。
[0158]
所述柔性膜片尤其与构造所述头部部分或刷毛承载件的外部轮廓的、至少部分地环绕的框架连接。所述框架尤其由硬成分构成。
[0159]
在牙刷的情况下,在所述膜片处也能够布置有另外的口部卫生单元、如按摩或清洁元件,例如以用于舌头。下面进一步更详细地描述所述口部卫生单元。
[0160]
所述口部卫生单元能够装配在所述膜片处或连同其它的成分喷射到所述膜片处或与所述膜片一件式地由和所述护理刷毛相同的成分构造。
[0161]
如果其它的成分被用于所述口部卫生单元,则所述其它的成分优选不与所述刷毛成分连接(没有材料配合)。
[0162]
所述口部卫生单元能够经由形状配合连接与所述膜片连接。
[0163]
所述口部卫生单元或还有护理刷毛能够如下地固定在所述膜片中,使得例如保持元件直接地注射到所述膜片处或中(形状或材料配合)。所述保持元件保证了连接。在所述保持元件本身处接着构造有功能性的元件(护理刷毛或口部卫生单元)、例如又通过形状或材料配合。
[0164]
所述膜片也能够减少到如下程度,即所述膜片不再是本来的膜片,而是成形有柔性的、自由摇摆的塑料元件。所述塑料元件例如是环状的、弧形的形成物,所述形成物在所述护理刷毛之间构造并且例如承载元件如口部卫生单元或还有护理刷毛。所述形成物藉由弧的一个或多个端部固定在所述头部部分处或在所述刷毛承载件处。处于例如固定的端部之间的弧或所述弧全部自由浮动地布置。所述弧相对于所述刷毛承载件或相对于所述头部部分尤其构造中间空间。
[0165]
所述形成物弹性地成形并由此又获得柔性。由于弧形状,所述元件能够在中间布置在所述护理刷毛中,并且逐点地在所述刷毛区中弹动。在所述环状的、弧形的形成物上的口部卫生单元或还有护理刷毛能够又构造一形貌。显然,这样的弹性的元件能够固定在于所述刷毛承载件或头部部分处的一个或多个、如两个或三个端部处。
[0166]
也可行的是,所述刷毛承载件具有如下形貌,所述形貌带有所述刷毛承载件的变化的高度或厚度。在此,带有较小的高度或厚度的刷毛承载件的如下区域构造结构上的薄弱部位,所述区域然后实现了所述刷头部的弹性的屈服性或柔性。
[0167]
所述形貌也能够是所述头部部分或刷毛承载件的从所述清洁侧观察凸状的拱弯部。所述护理刷毛布置在所述凸状的拱弯部上。
[0168]
此外,所述形貌能够是波浪状的。所述护理刷毛布置在波浪状的头部部分或刷毛承载件上。
[0169]
相对于所述刷毛承载件的小的高度或厚度备选地或附加地,所述刷头部的弹性的屈服性或柔性也能够通过所述刷毛承载件的结构上的弱化实现。所述弱化例如以槽或铰链的形式实现,其能够可选地以刷毛成分和/或软成分来填充。
[0170]
由此,例如在所述头部部分或刷毛承载件中能够布置有至少一个空隙。尤其能够布置有多个空隙。所述空隙能够局部或完全、也就是说穿过所述头部部分或刷毛承载件来引导。
[0171]
所述至少一个空隙尤其是在所述头部部分或刷毛承载件中的缺口或通孔并由此在前侧与背侧之间是连续的。所述缺口能够是略圆的、蛋形的、多边形的或缝口状的。
[0172]
然而,所述至少一个空隙也能够是在所述头部部分或刷毛承载件的背侧和/或前侧上的加深部。
[0173]
这样的加深部能够通过减小所述头部部分或刷毛承载件的厚度或高度引起所述头部部分或刷毛承载件在所述加深部区域中的局部弱化。
[0174]
所述加深部的形状能够具有例如沟槽、弧或波浪形状。所述加深部能够是细长的、尤其是槽形的。所述加深部能够相对于所述身体护理刷的纵向轴线纵向走向。
[0175]
如在下面还描述的那样,在加深部中又能够布置有至少一个缺口或盲孔。
[0176]
所述护理刷毛相应地布置在所述头部部分或刷毛承载件的面区段上,其中,所述面区段至少部分地、尤其完全地包围所述空隙或对其镶边。
[0177]
此外可行的是,在所述加深部本身中也布置有护理刷毛。尤其,护理刷毛也能够直接地安置直到所述加深部或空隙的边缘处。在此,上面所述的可行方案在所述刷毛承载件的环绕的边缘处适用。
[0178]
所述至少一个空隙能够是闭合的。在这种情况下,所述至少一个空隙完全地被所述头部部分或刷毛承载件的面区段包围。
[0179]
所述头部部分或所述刷毛承载件能够具有多个闭合的空隙。所述空隙能够例如以有规律的图案布置或能够具有对称。以这种方式,例如桥状的元件能够在所述空隙之间成形。
[0180]
闭合的空隙能够例如是u形的并由此在所述头部部分中构造舌状部。所述舌状部能够是柔性的或通过与所述头部部分的相应的匹配(例如材料弱化部、加深部、空隙)而变得柔性。
[0181]
由此,所述头部部分或所述刷毛承载件能够网状地或格栅状地构造。所述头部部分为此能够包括多个以一角度交叉的刷毛板条或刷毛桥接部。所述护理刷毛相应地布置在所述刷毛板条上。在所述刷毛板条之间至少部分地存在有如下空隙或自由空间,所述空隙或自由空间通过所述刷毛承载件的格栅状的结构来界定。
[0182]
带有所述护理刷毛的尤其是弹性地屈服的网或格栅尤其与构造所述头部部分或刷毛承载件的外部轮廓的、至少部分地环绕的框架连接。
[0183]
所述框架能够由硬成分构成。所述框架能够由所述护理刷毛的成分(刷毛成分)构成。在所述框架上能够附加地设置有由软成分构成的按摩/清洁元件。
[0184]
所述格栅状的刷毛承载件能够具有一形貌。例如,所述刷毛承载件能够预弯曲,并且具有拱弯部(向上或下)或还具有波浪状的形状。
[0185]
所述框架能够扁平地设计,但是所述框架也能够具有一形貌、也就是说例如成波浪或拱弯地构造。所述框架也能够具有弯曲部,例如所述框架纵向地或横向地向上或下弯曲。
[0186]
所述至少一个空隙也能够是敞开的。在这种情况下,所述至少一个空隙面向侧向
边缘敞开,并由此仅仅部分地被所述头部部分或刷毛承载件的面区段包围。
[0187]
所述至少一个空隙能够例如是缝口状的。所述至少一个缝口状的空隙能够是直线的或曲线形的。所述至少一个缝口状的空隙能够相对于所述身体护理刷的纵向轴线纵向地或成一角度地、尤其横向地伸延。
[0188]
如果例如多个缝口状的空隙、尤其是缺口平行于所述身体护理刷的纵向轴线伸延,那么所述头部部分能够叉形地构造,其中,在“叉齿”上布置有所述护理刷毛。所述“叉齿”能够(如下面进一步讨论的那样)摇摆地实施。
[0189]
现在,所述头部部分或所述刷毛承载件能够具有多个敞开的空隙。例如缝口形的敞开的空隙能够在所述头部部分处限制一个或多个面区段,所述面区段摇摆地布置。“摇摆”意味着,所述面区段在当进行牙齿清洁时施加支承压力的情况下弹簧弹性地屈服。摇摆效果除了理想的材料选择以外尤其以如下方式来实现,使得在所述面区段与其余头部部分之间的刚性的连接区段通过所述空隙变小。如果所述空隙是缺口,那么所述面区段甚至自由地摇摆。
[0190]
所述头部部分或所述刷毛承载件能够尤其包含瓣或叶形的面区段,所述面区段由缝口形的、尤其是成曲线的、敞开的空隙限制。
[0191]
所述至少一个缝口形的空隙、尤其是缺口也能够螺旋形地布置在所述头部部分中,并由此构造同样螺旋形的承载件区段。所述螺旋形的承载件区段能够从第二维度在清洁侧方向上引导到第三维度中,并由此在所述头部部分的前侧上构造塔状的或螺旋弹簧形的突起部。在此,如在其它的情况下也是的那样,护理刷毛又能够直接地构造在螺旋形的结构上。
[0192]
然而,上面所描述的、在所述头部部分或刷毛承载件中带有空隙的改进方案不必强制性地与所述头部部分或刷毛承载件的弹性的性质相关联。也就是说,所述空隙、尤其是缺口不必强制性地设置成用于所述头部部分的结构上的弱化。
[0193]
上面提及的改进方案也能够出于材料节省的原因或为了固定口部卫生单元而应用。在缺口的情况下,所述刷头部为了清洁的目的而进行冲洗的可行性也能够是原因。
[0194]
此外,在所述头部部分或刷毛承载件中的结构上的弱化也能够通过由软成分构成的在所述头部部分或刷毛承载件中的桥或区段来实现。这样的区段能够例如是环形的。在此,例如由硬成分构成的区段能够借助于软成分相互连接。
[0195]
与传统的制造方法相反,根据本改进方案的突出之处在于相对复杂的设计的身体护理刷能够通过所述护理刷毛连同刷毛承载件的注射成型在经济的条件下制造。
[0196]
此外,所述头部部分能够包含至少区段式地环绕的冲击捕获器(也被称为阻尼器、缓冲器或减震器),所述冲击捕获器捕获在施加身体护理、如牙齿清洁时的冲击。所述冲击捕获器能够是能弹性地变形的元件。弹性的可变形性能够通过适合的材料和/或几何结构来实现。
[0197]
所述冲击捕获器能够例如是隆起部。所述隆起部能够尤其具有空心空间。
[0198]
所述冲击捕获器能够例如喷射到所述头部部分处。
[0199]
所述冲击捕获器能够完全地或仅仅部分地由软成分或完全地或仅仅部分地由刷毛成分制造。
[0200]
所述冲击捕获器也能够例如封闭或部分地封闭所成形的敞开的空隙(例如在所述
刷毛承载件的边缘处)。
[0201]
一般来说,所述空隙(闭合的或还有敞开的)能够例如藉由由软成分构成的薄膜遮盖或至少局部地覆盖。由此实现了:在应用中,没有皮肤部分或类似物在伸出的元件、如自由端部、尖元件或“叉齿”运动时被卡入在所述空隙中。
[0202]
根据本发明的改进方案,所述头部部分具有头部端部侧的端部区段,所述端部区段沿所述身体护理刷的纵向方向面向所述刷毛区成角度。然而,所述端部区段也能够沿所述身体护理刷的纵向方向离开所述刷毛区地成角度。
[0203]
所述成角度的区段构造至少一个带有被注射的护理刷毛的刷毛部段。
[0204]
所述成角度的区段尤其以所述刷毛成分来包围注射。
[0205]
根据本改进方案的特别的实施方案,所述成角度的区段的护理刷毛被注射,并且其余刷毛区的护理刷毛以常规的、例如挤出的护理刷毛来占据(例如借助于冲压方法、aft、ptt等)。
[0206]
这样的身体护理刷的制造能够包括如下生产步骤:1. 所述基体的注射成型,其中,在所述头部部分中的刷毛孔(用于常规的、挤出的护理刷毛的空隙)和头部端部侧的、成角度的头部端部区段得到成形;2. 所述护理刷毛在所述头部端部区段中的注射成型,其中,所述头部端部区段以所述刷毛成分包围注射;3. 以常规的护理刷毛例如借助于冲压、aft等占据其余头部部分。
[0207]
所述常规的冲压方法具有如下优点,即用于成形所述刷毛孔的孔销以及用于制造所述被注射的护理刷毛的注射成型工具不相互妨碍,因为所述孔销和注射成型工具在不同的工艺步骤中使用。
[0208]
所述成角度的区段能够柔性地、尤其是自由摇摆地设计。这允许带有所述被注射的护理刷毛的成角度的区段为了随后的冲压工艺而弯曲离开。
[0209]
完成冲压的、常规的护理刷毛尤其处于垂直于所述刷毛承载件,但是也能够具有沿着所述牙刷的纵向轴线或横向轴线的斜倾。
[0210]
根据改进方案能够设置成,所述头部部分或刷毛承载件经受塑性的改形步骤。所述改形步骤能够在所述注射成型工艺期间例如在两个注射成型步骤之间进行。所述改形步骤/所述形变也能够接着所述注射成型工艺尤其是在从所述注射成型工具中脱模期间或之后进行。
[0211]
在所述注射成型工艺期间的改形步骤随之带来:一部分能够扁平地注射,并且角度性(winkligkeit)例如在下一个注射成型步骤之前通过改形步骤来实现。另外的注射成型步骤随着放入的改形的部分而接着发生,并且尤其至少部分地包围注射所述部分。
[0212]
如果在注射成型之后改形,那么这带来不同的优点。例如当所述护理刷毛的一部分斜倾且其它部分不斜倾时,例如通过附加的改形步骤的实施,在不需要复杂的注射成型工具的情况下能够实现较复杂的产品几何结构。
[0213]
所述改形能够含有所述头部部分或刷毛承载件沿横向方向和/或纵向方向的弯曲、压缩或延展。
[0214]
所述改形能够是所述头部部分或刷毛承载件的区段向下、面向所述背侧或向上、面向所述前侧、也就是说刷毛侧的弯曲或成角度。由此,例如在改形步骤中能够将所述头部
部分的前方的端部区段向上、也就是说面向所述前侧或面向所述刷毛区成角度。以这种方式,所述前方的端部区段能够构造所谓的动力顶端(power
‑
tip)。
[0215]
所述改形步骤也能够在常规的、挤出的护理刷毛的固定期间设置、也就是说例如在冲压方法或aft、ptt方法等期间设置。
[0216]
在所述头部部分或刷毛承载件的成角度的区段上的护理刷毛相应地相对于所述刷毛区的其它的护理刷毛处于成一角度。
[0217]
根据所述身体护理刷的改进方案,所述身体护理刷包含联接到所述头部部分处的颈部部分。所述颈部部分的突出之处在于所述基体的相对于所述头部部分变细的区段。
[0218]
现在在改进方案中能够设置成,在所述颈部部分处也布置有上面所描述的实施方案的被注射的护理刷毛、尤其是至少一个带有多个护理刷毛的刷毛部段。
[0219]
由此,尤其在所述颈部部分的前方的、与所述头部部分邻接的区段中能够喷射相应的护理刷毛。也就是说,所述颈部部分同样形成用于被注射的护理刷毛的刷毛承载件。
[0220]
这是可行的,因为注射成型相比于冲压方法没有要求关于所述刷毛承载件的几何结构的限制,并且还因为在安置所述护理刷毛时不必使用机械载荷。
[0221]
由带有护理刷毛的头部部分和颈部部分构成的主体尤其能够由唯一的成分制造、尤其是由所述刷毛成分制造。
[0222]
也能够使用不同颜色或肖氏硬度的多个刷毛成分。
[0223]
为了实现需要的稳定性,在本实施方式中能够成形有起加固作用的结构。所述结构能够由所述刷毛成分构成。
[0224]
此外可行的是,将由一个成分构成的这个部分(例如至少在由硬成分构成的承载件中)直接地喷射到所述把手部分处。
[0225]
如果所述头部部分仅仅由刷毛成分构成,则所述头部部分能够非常薄地实施。在所述刷头部中的各个区域仅仅由带有固定在其处的护理刷毛的刷毛成分构成。也就是说,所述刷毛承载件没有藉由由较硬的成分构成的芯来支撑。
[0226]
根据构造为牙刷的身体护理刷的改进方案,在所述刷头部处布置有至少一个口部卫生单元。所述口部卫生单元能够由一个或多个卫生元件构成。这样的卫生元件能够是薄片、结块、棒或同样是护理刷毛。
[0227]
所述口部卫生单元能够是护理、按摩或清洁单元或其组合。
[0228]
此外,所述口部卫生单元能够是带有活性物质(wirksubstanz)的活性物质元件,所述活性物质在牙齿护理期间例如在液体、如水或唾液的作用下溶解并由此被释放(freigesetzt)。
[0229]
所述活性物质元件能够由基底材料(tr
ä
germaterial)和至少一个结合到其中的活性物质构成。例如在与液体、如水或唾液接触时,所述基底材料以受控制的方式释放所述活性物质。
[0230]
所述活性物质元件尤其能够被装配或借助于注射成型方法来喷射。
[0231]
所述基底材料尤其作为固体、例如药丸存在。所述基底材料也能够作为凝胶状的或糊状体来存在。
[0232]
所述活性物质元件能够是胶囊或所谓的“珠”、也就是说漱口水球。
[0233]
所述活性物质能够作为单独的成分布置在所述活性物质元件的空心空间中。
[0234]
所述活性物质能够是所述活性物质元件本身的整体式的部分并且例如通过溶解工艺从所述活性物质元件处释放。
[0235]
所述活性物质元件能够包含带有不同的活性物质的多个相(phasen),所述相在时间上的流程中能够根据构造来释放。
[0236]
在此,能够应用如下备选方案:
‑ꢀ
由多个壳或层构成的基底材料(一个壳接着另一个壳消解(abbau));
‑ꢀ
带有液态的或粒状的芯的基底材料,所述芯在所述壳消解之后被释放。
[0237]
能够区分如下式样的活性物质,所述活性物质与适合的基底材料一起形成所述活性物质元件:(a)类似牙膏的作用,所述类似牙膏的作用能够省去传统的膏。考虑如下内含物质:山梨醇、芳香物、水化硅氧、月桂硫酸酯钠、单氟磷酸钠、肌酸、硫酸锌、三氯生、甘油、糖精钠、丙二醇、磷酸二钠、氧化铝、磷酸三钠、氟化钠、甜菜碱、二氧化钛、纤维素羧甲醚、焦磷酸四钠等。
[0238]
(b)抗菌的作用,用于在刷牙之前或之后在牙刷玻璃杯中对所述刷头部进行偶尔的(gelegentlichen)清洁。
[0239]
考虑如下内含物质:碳酸氢钠、柠檬酸、磷酸、碳酸钠、碳酸钾、过硼酸钠、六聚偏磷酸钠、苯酸钠、硬脂酸钠等。
[0240]
(c)借助于在牙齿表面上的借助于牙菌层残留物的着色所引起的牙菌层的着色来显示刷牙成果。
[0241]
考虑如下内含物质:葡萄糖、麦芽糊精、硬脂酸镁、芳香物、糖精、微晶纤维素等。
[0242]
(d)附加有效物质(所述附加有效物质在传统的膏中不出现)对其作用进行补充或加强。由(a
‑
c)构成的内含物质。
[0243]
(e)用于牙齿漂白(“bleaching”)的内含物质,例如藉由含过氧化氢的内含物质进行牙齿漂白。
[0244]
(f)由活性物质和专门为此开发的牙膏构成的双成分系统。在相遇时出现化学或物理反应。这种变型方案专门设置成用于如下活性物质,所述活性物质不能够集成在膏中,因为所述活性物质和所述膏会直接地相互反应。
[0245]
例如将基于淀粉的生物上能消解的物质或与所述活性物质不发生化学反应的塑料考虑作为基底材料。优选的基底材料是dow chemicals的polyox
®
,一种基于聚环氧乙烷聚合物的水溶的合成树脂,所述合成树脂适用于形成用于活性物质的基体或基底,并且此外由于其热塑性性质而能够以多种方式来加工、例如浇注、注射或挤出。
[0246]
所述活性物质元件能够由水溶的热塑性聚合物构成、如例如pva(聚乙烯醇)。此外,纤维素醚如羟丙基甲基纤维素(hpmc)也是适合的。
[0247]
原则上,不仅活性物质元件的一次性使用而且多次使用是可行的。在一次性使用的情况下,所述刷的使用消耗了活性物质元件。所述活性物质元件能够在每次使用之前重新引入或也能够仅仅偶尔地来使用。在多次使用的情况下,所述刷的使用消耗所述活性物质元件的仅仅一部分。使用者例如识别出,所述活性物质何时用完,并且能够接着借助于新的活性物质元件又填满或替换所述刷。
[0248]
独立地不言而喻的是,所述活性物质在设置的一次性使用时的浓度或量比在多次
使用的情况下调整得低得多。在一次性使用的情况下,所述浓度大约相应于常规的膏的活性物质的浓度。在可能的多次使用的情况下,相应的浓度提高以数倍。除了所述浓度以外,所述活性物质元件的作用范围(reichweite)/使用寿命也能够经由水溶性和水周围冲洗(wasserumsp
ü
lung)/开口来影响。
[0249]
所述口部卫生单元能够例如是口腔清洁器或舌头清洁器。
[0250]
所述口部卫生单元或其卫生元件尤其由软弹性的塑料材料(软成分)构成。
[0251]
牙刷的至少一个口部卫生单元能够布置在所述头部部分的前侧上。所述口部卫生单元能够包括从所述头部部分处突出的卫生元件、如结块、锥、针、棒或薄片。
[0252]
根据改进方案,在所述前侧上布置的口部卫生单元能够伸出超过所述刷毛区。当所述护理刷毛是被注射的时,这样的布置是可行的。
[0253]
也就是说,被注射的护理刷毛的突出之处尤其在于,所述护理刷毛已经注射有所力求的刷毛端部形状(borstenendform),如其例如在本说明书中所描述的那样。由此,被注射的护理刷毛的自由刷毛端部与常规的护理刷毛相反不必再经受另外的加工步骤。
[0254]
此外,所述口部卫生单元的自由端部也能够处于和所述护理刷毛的刷毛端部相同的高度上。
[0255]
根据改进方案,多个口部卫生单元或口部卫生单元的卫生元件沿着所述边缘布置在所述头部部分处并且面向所述前侧取向。所述口部卫生单元或其卫生元件能够部分或全周缘地、例如圈形地对所述刷毛区进行镶边。此处,所述口部卫生单元或其卫生元件也能够伸出超过所述护理刷毛或与所述端部在相同的高度上。
[0256]
此外,所述口部卫生单元能够非常靠近所述护理刷毛地布置,因为仅仅所述注射成型工具的空腔壁起限制作用。
[0257]
所述至少一个口部卫生单元能够布置在所述头部部分的背侧上。
[0258]
所述口部卫生单元能够例如包括多个在所述头部部分的背侧上喷射的且从所述头部部分处突出的护理刷毛。所述护理刷毛尤其相反于在所述前侧上布置的护理刷毛离开所述头部部分地指向。所述背侧的护理刷毛和所述前侧的护理刷毛尤其具有平行的脱模方向或纵向轴线。
[0259]
类似于在所述前侧上的护理刷毛,在所述背侧上的护理刷毛能够同样构造刷毛区。所述护理刷毛尤其是较短的,尤其是在所述前侧上的护理刷毛的一半或比其短。
[0260]
在所述头部部分的背侧上布置的口部卫生单元也能够包括从所述头部部分的背侧处突出的卫生元件、如结块、锥、针、棒或薄片。
[0261]
所述的口部卫生单元尤其构造舌头清洁器。
[0262]
所述至少一个口部卫生单元能够侧向地布置在所述头部部分处。
[0263]
由此,所述口部卫生单元能够包括多个护理刷毛,所述护理刷毛布置在所述头部部分的侧上,并且从所述头部部分处侧向地向外突出。所述护理刷毛能够构造刷毛区。所述背侧的护理刷毛尤其是较短的,尤其是在所述前侧上的护理刷毛的一半或比其短。所述护理刷毛能够环绕地围绕所述头部部分布置。
[0264]
侧向地在所述头部部分处布置的口部卫生单元也能够包括侧向地从所述头部部分的边缘处突出的卫生元件、如结块、锥、针、棒或薄片。
[0265]
所述的口部卫生单元尤其构造口腔清洁器。
[0266]
此外,也能够设置成,所述刷头部在所述前侧上包含带有护理刷毛的刷毛区并且在所述背侧上以及在如上面所描述的侧上分别包含另外的刷毛区,从而(例如刺猬状地)圆地围绕所述头部部分地布置有护理刷毛。
[0267]
侧向的护理刷毛或在所述头部部分的背侧上的护理刷毛能够在相同的或在单独的工序中由所述刷毛成分如所述护理刷毛制造。备选地,在所述背侧上的护理刷毛能够由软成分制造。
[0268]
所述口部卫生单元或其元件能够被注射。所述口部卫生单元或其卫生元件也能够单独地制造并且接着例如经由机械连接、尤其是形状配合连接而固定在所述头部部分处。
[0269]
所述头部部分能够由唯一的成分构成。所述头部部分也能够包括两个成分,也就是说,由硬成分构成的芯或框架和由第二成分构成的护套。所述护套能够完全地或仅仅部分地包围所述芯。
[0270]
所述第二成分尤其是软成分。所述第二成分能够是所述口部卫生单元的和/或还有所述护理刷毛的刷毛成分。
[0271]
所述头部部分也能够包括第三和第四成分。其中,所述成分也又是所述口部卫生单元和/或所述护理刷毛的刷毛成分。优选地,这些附加的材料成分在颜色、肖氏硬度或所混合的添加物方面相区分。
[0272]
此外,所述成分能够根据所述主体的设计还不具有清洁或护理功能并由此仅仅用于美学或把手功能。
[0273]
以这种方式,根据所述硬成分的材料选择能够出现刚性的或柔性的刷头部。所述刷头部的刚度也能够通过所述刷头部的几何结构和大小比例来控制。
[0274]
不同的材料组合结合在注射成型工艺中的方法步骤的示例性的举例,仅仅关于所述刷头部:a)带有仅仅由刷毛成分构成的刷毛区的刷头部制造步骤:
•ꢀ
1.注射成型完整的刷b)带有刷毛区的刷头部,包含由硬成分构成的接口结构和由刷毛成分构成的护理刷毛制造步骤:
•ꢀ
1.注射成型硬成分
•ꢀ
2.注射成型刷毛成分c)带有刷毛区的刷头部,包含由硬成分以及在所述刷毛区中的多个不同的刷毛成分构成的接口结构制造步骤:
•ꢀ
1.注射成型硬成分
•ꢀ
2.注射成型第一护理刷毛成分(第一性质/颜色/硬度等)
•ꢀ
3.注射成型第二护理刷毛成分(第二性质/颜色/硬度等)d)带有刷毛区的刷头部,包含由硬成分构成的接口结构以及在所述刷毛区中的口部卫生单元和护理刷毛制造步骤:
•ꢀ
1.注射成型硬成分
•ꢀ
2.注射成型用于口部卫生单元的成分、尤其是用于按摩/清洁元件的软成分
•ꢀ
3.注射成型用于护理刷毛的刷毛成分e)带有刷毛区的刷头部,包含由硬成分构成的接口结构以及在所述刷毛区中的口部卫生单元和护理刷毛制造步骤:
•ꢀ
1.注射成型硬成分
•ꢀ
2.注射成型用于护理刷毛的刷毛成分
•ꢀ
3.注射成型用于口部卫生单元的成分、尤其是用于按摩/清洁元件的软成分f)带有刷毛区的刷头部,包含由硬成分以及在所述刷毛区中的多个不同的刷毛成分构成的接口结构和在所述刷毛区中的口部卫生单元制造步骤:
•ꢀ
1.注射成型硬成分
•ꢀ
2.注射成型第一护理刷毛成分(第一性质/颜色/硬度等)
•ꢀ
3.注射成型第二护理刷毛成分(第二性质/颜色/硬度等)
•ꢀ
4.注射成型用于口部卫生单元的成分、尤其是用于按摩/清洁元件的软成分g)带有刷毛区的刷头部,包含由硬成分以及在所述刷毛区中的多个不同的刷毛成分构成的接口结构和在所述刷毛区中的口部卫生单元制造步骤:
•ꢀ
1.注射成型硬成分
•ꢀ
2.注射成型第一护理刷毛成分(第一性质/颜色/硬度等)
•ꢀ
3.注射成型用于口部卫生单元的成分、尤其是用于按摩/清洁元件的软成分
•ꢀ
4.注射成型第二护理刷毛成分(第二性质/颜色/硬度等)。
[0275]
此外,所述口部卫生单元能够球或半球形地构造有从所述口部卫生单元处突出的卫生元件、如护理刷毛、尖锥、针、结块等。所述口部卫生单元由此获得刺猬状的特征。由此构造的口部卫生单元也能够直接地布置在所述头部部分上。
[0276]
由此构造的口部卫生单元也能够布置在护理刷毛或棒处、尤其是布置在其端部区段中。
[0277]
此外,刷毛或棒形的卫生元件或口部卫生单元也能够仙人掌状地构造,其方式为,所述卫生元件或口部卫生单元包括从所述护理刷毛或棒处突出的元件。
[0278]
此外,刷毛或棒形的卫生元件或口部卫生单元能够例如在其自由端部区段中具有球或气球形的功能元件。所述自由端部区段也能够构造为冠状物。
[0279]
所述球或气球形的功能元件能够具有粗糙性图案或表面结构。
[0280]
所述端部区段的特别的构造也影响清洁效果。
[0281]
上面提及的口部卫生单元的组合同样是可行的。
[0282]
所述口部卫生单元也能够包括带有多个薄片的薄片帷幕,所述薄片例如以排来布置。
[0283]
所述口部卫生单元的卫生元件能够相比于带有具有常规的护理刷毛的刷毛区的身体护理刷相对于所述护理刷毛具有较小的间距。在所述基础部处的间距能够例如为
0.1mm至0.8mm、尤其是0.1mm至0.3mm。
[0284]
所述口部卫生单元优选被注射、也就是说被直接地喷射。但是也可行的是,所述口部卫生单元被注射,并且接着被装配。
[0285]
单独的制造能够尤其是在复杂的脱模中被证明为有利的,因为在这个情况下不存在另外的产品元件的限制。
[0286]
所述护理刷毛能够具有不同于圆或圆圈形的刷毛横截面。
[0287]
然而,所述护理刷毛能够具有没有棱边(kanten)的刷毛横截面。这样的刷毛横截面尤其是略圆的、如蛋形或椭圆形。所述横截面能够由圆部段、椭圆部段或弧部段构成。
[0288]
所述护理刷毛能够具有带有最大横截面长度和一横截面宽度的刷毛横截面,其中,所述横截面长度比所述横截面宽度长。横截面长度与横截面宽度的比例能够为2:1或更大。此外,横截面长度与横截面宽度的比例能够为7:1或更小。
[0289]
由此,所述刷毛横截面具有如下横截面纵向轴线,所述横截面纵向轴线在横截面长度上延伸。
[0290]
如果所述护理刷毛的突出之处在于横截面长度与横截面宽度的大的比例,那么所述护理刷毛也能够具有薄片状形状。在这个意义下,由刷毛成分注射的薄片状的护理刷毛尤其经由成分与卫生单元来区分。
[0291]
所述护理刷毛现在沿不同的方向尤其具有不同的机械性质、如刚度。所述机械性质作用于清洁效果。由此,沿所述横截面长度方向的刚度大于沿所述横截面宽度方向的刚度。
[0292]
通过所述横截面纵向轴线在所述头部部分或所述刷毛承载件上的有针对性的取向能够调整所述护理刷毛的清洁作用。
[0293]
所述横截面纵向轴线相对于刷纵向轴线能够例如成90
°
(横向)或0
°
(平行)的角度地取向。在0
°
与90
°
之间、例如45
°
的角度同样是可行的。
[0294]
可行的是,所述护理刷毛的横截面纵向轴线具有相同的定向。
[0295]
也能够设置成,所述护理刷毛的横截面纵向轴线具有不同的定向。
[0296]
根据改进方案,所述护理刷毛也能够具有多边形的刷毛横截面。由此,所述刷毛横截面能够呈现n个角。
[0297]
此处或通常地,所述护理刷毛也能够沿横向于所述刷毛纵向轴线的方向具有不同的刚度。
[0298]
多边形的形状能够是:三角形、矩形、如正方形、菱形、平行四边形、六边形或八边形。
[0299]
所述形状的角能够是倒圆的。
[0300]
在特别的设计方式中,角也能够基本上是尖棱边的,以便例如有意地提高清洁功效。基本上尖棱边的角也能够仅仅在所述被注射的护理刷毛的一定的长度上设置,例如在上方的端部区段处设置。这能够例如是直到所述护理刷毛的端部的上方5mm。
[0301]
在菱形的护理刷毛的情况下,彼此对接的侧面的角度不等于90
°
(角度)、尤其不等于85
°
至95
°
。
[0302]
所述刷毛横截面能够具有凸出来的角或尖角。所述刷毛横截面也能够具有凹进去的角。
[0303]
由此,所述刷毛横截面也能够成锯齿状。成锯齿状的横截面形状的突出之处在于径向地向外指向的尖角。所述刷毛横截面能够例如是星形。
[0304]
此外,所述刷毛横截面也能够具有交叉的横截面臂。所述刷毛横截面的臂能够彼此成90
°
角度地布置并且例如构造十字形状。所述臂能够彼此成小于或大于90
°
角度地布置并且例如呈现“x”。
[0305]
根据所述横截面臂的构造和布置,所述护理刷毛的刚度沿不同方向变化。由此,所述刚度能够例如通过所述臂的长度以及通过在交叉的臂之间的角度来影响。
[0306]
所述护理刷毛能够沿刷毛纵向方向直线地构造。所述护理刷毛也能够包含折弯部或弯曲部、例如弧形的弯曲部。因为这些形状借助于注射成型仅仅能够有条件地制造,所以所述护理刷毛也能够事后加工。可行的方法或方法的组合是机械的改形(如例如延展、压缩、弯曲、折弯等)、热处理、超声、激光处理等。
[0307]
弧形的弯曲部能够作用为弹簧元件,所述弹簧元件弹动地吸收(abfedern)刷毛支承压力。以这种方式,所述自由刷毛端部经由所述弧形的弯曲部沿刷毛纵向方向弹性地屈服地支承。
[0308]
所述护理刷毛能够构造实心横截面。
[0309]
然而,所述护理刷毛能够也至少部分地空心地构造并且例如构造沿刷毛纵向方向伸延的空心通道,在下面称为刷毛通道。所述护理刷毛尤其能够管形地构造。
[0310]
根据本改进方案的护理刷毛尤其包括正好一个例如布置在中央的空心通道。然而,所述护理刷毛也能够包含多个例如平行地彼此并排地伸延的空心通道。
[0311]
带有空心通道的护理刷毛能够具有上面提及的横截面形状,其中,所述横截面形状在特别的实施方式中涉及所述护理刷毛的外部轮廓。
[0312]
所述护理刷毛的、构造所述空心通道的内部轮廓的形状能够相应于所述外部轮廓的形状或与其不同。
[0313]
在不同的轮廓(内部和外部)的情况下又能够实现在刚度方面的变化。
[0314]
相应地,所述护理刷毛的通过所述外部和内部轮廓限制的壁厚度能够在整个刷毛横截面上保持不变或是可变的。所述壁厚度能够例如为0.2mm至2mm、尤其是0.5mm至1mm。
[0315]
根据本改进方案的刷毛横截面能够例如是环形的。根据本实施方式,所述护理刷毛的外部轮廓的横截面形状是圆或圆圈形的、蛋形的或椭圆形的。所述内部轮廓的横截面形状同样能够是圆或圆圈形的、蛋形的或椭圆形的。然而,所述内部轮廓也能够具有不同于所述外部轮廓的形状。
[0316]
所述空心通道能够在整个刷毛长度上延伸。所述空心通道也能够仅仅在所述刷毛长度的区段上延伸。由此,所述空心通道能够在面向所述刷毛端部的上方的刷毛纵向区段中延伸。在面向所述刷毛基础部的下方的刷毛纵向区段中,所述护理刷毛能够构造为实心体。
[0317]
由此,所述护理刷毛的刚度能够在其纵向延伸上变化。
[0318]
此外,也可行的是,所述空心通道设计成用于将液体、如漱口水引进到所述刷毛端部以及用于将所述液体在所述刷毛端部处给出。相应地,所述空心通道尤其是在所述刷毛基础部处与在所述头部部分或刷毛承载件中的引进通道连接。
[0319]
原则上,口部卫生单元也能够以和刚才描述的护理刷毛相同方式地构造有空心通
道。
[0320]
所述空心通道原则上也能够用作为例如用于牙膏或类似物的约束元件(r
ü
ckhalteelement)。
[0321]
所述护理刷毛能够沿刷毛纵向方向具有保持不变的横截面形状。所述护理刷毛也能够沿刷毛纵向方向具有可变的横截面形状。
[0322]
所述护理刷毛能够沿刷毛纵向方向具有保持不变的横截面大小。所述护理刷毛也能够沿刷毛纵向方向具有可变的横截面大小。
[0323]
所述护理刷毛能够例如从所述头部部分处或从所述刷毛基础部处面向所述自由刷毛端部变细。所述变细部能够连续地或非连续地、例如阶梯形地伸延。连续的变细部尤其能够是锥状。
[0324]
然而,上面所描述的类型的变细部也能够反过来进行、也就是说从所述自由刷毛端部面向所述头部部分或面向所述刷毛基础部进行。这样的几何结构下面进一步还结合切除部(hinterschnitten)更详细地讨论。
[0325]
所述护理刷毛、尤其是其刷毛端部区段能够在其外部轮廓处具有叠加几何结构,所述叠加几何结构与上面提及的横截面形状叠加,然而不会决定性地影响所述刷毛端部区段的横截面形状或几何结构的特性。
[0326]
这样的叠加几何结构能够例如是有规律的或无规律的粗糙性图案。所述粗糙性图案能够包括微沟槽。所述粗糙性图案能够包括凹口结构。
[0327]
因为这样的叠加几何结构是或能够是非常小尺度的,所以也说到结构化。
[0328]
这样的结构化能够通过在所述注射成型工具中的刷毛空腔的相应地结构化的壁来实现,其中,所述刷毛空腔的壁的结构在注射成型时传递到所述护理刷毛的外部轮廓上。
[0329]
所述刷毛空腔的壁的结构化能够通过腐蚀方法、如微腐蚀方法来实现。
[0330]
结构化的刷毛表面也能够通过使用附加材料、尤其是由沙或钻构成的最小颗粒来实现,其被添加给所述刷毛成分。所述最小颗粒也能够在涂层方法中被施加到所述刷毛表面上。
[0331]
结构化的刷毛表面也能够通过后处理借助于机械加工(如例如磨削、剥蚀(abtrag)、改形、挤压等)或涂层、如蒸镀或喷洒以第二或另外的材料来实现。
[0332]
此外,结构化的刷毛表面也能够通过加热和事后改变所述刷毛表面来实现。
[0333]
根据改进方案,所述护理刷毛在所述注射成型工具中的至少一个、尤其是多个或全部空腔并由此还有相应的护理刷毛分别从所述自由刷毛端部在头部部分或刷毛基础部方向上观察至少局部地构造横截面变窄部。
[0334]
根据本改进方案,所述护理刷毛在所述注射成型工具中的至少一个空腔及由此还有相应的护理刷毛尤其构造至少一个切除部。
[0335]
这样的切除部成形元件的几何结构的突出之处在于,所述护理刷毛的和相应地还有所述注射成型工具的所属于其的刷毛空腔的横截面沿脱模方向观察局部地经历变窄。
[0336]
沿脱模方向或在刷毛基础部方向上观察的横截面变窄引起脱模工艺的困难化,因为在所述护理刷毛脱模时较大的刷毛横截面必须引导通过所属于其的刷毛空腔的较小的横截面。就此而言,也说到“强制脱模”。
[0337]
即使当所述护理刷毛和相应地通道形的刷毛空腔的方向伸延显著地不同于所述
脱模方向时,也存在强制脱模。这例如当所述护理刷毛具有一个或多个弯曲部、折弯部或角度时是这种情况。由此,例如当所述护理刷毛波浪线状地伸延时,存在强制脱模。所述护理刷毛自然能够同样具有上面提及的几何结构。
[0338]
根据可行方案,在刷毛几何结构的设计时避免切除部或横截面变窄部,因为所述切除部或横截面变窄部使脱模变得不可行或在脱模期间引起所述护理刷毛的残余的形变或损伤。
[0339]
然而,令人惊讶地发现,切除部的有针对性的使用能够被用于,在所述护理刷毛从所述注射成型工具中脱模时带来所述护理刷毛的有意的变形。也就是说,所述工具空腔不预设所力求的最终形状。所述最终形状在脱模期间通过尤其是以延展形式的随后的改形步骤才实现。
[0340]
所述护理刷毛沿所述通道形的刷毛空腔的纵向方向、也就是说沿所述护理刷毛的纵向方向脱模。切除部或通常而言横截面变窄部沿脱模方向观察引起所涉及的刷毛区段以较大的横截面挂住在所述刷毛空腔中。通过塑性的变形,所述刷毛区段现在能够如下地改变,使得所述的刷毛区段通过所述刷毛空腔的较窄的空腔区段来配合。这种变形能够例如是所述护理刷毛沿径向方向的挤压或是所述护理刷毛平行于所述脱模方向的延展。
[0341]
也就是说,所述护理刷毛通过所述切除部或所述横截面变窄部的上面所描述的效果借助于塑性的变形被牵拉或延展成一定长度。由此,一方面使刷毛长度增加,并且另一方面使所述护理刷毛的横截面大小及由此其直径减小。
[0342]
由此,通过附加地塑性的变形能够(相对于所述刷毛空腔)使所述被注射的护理刷毛的直径减小并且增大其长度。
[0343]
就此而言,这个效果是有大的益处的,因为带有大量带有非常小的通道直径的通道形的刷毛空腔的注射成型工具的制造和运行呈现出大的技术上的挑战。所述空腔直径越小,这样的注射成型工具的制造以及运行就越消耗。
[0344]
由此例如在所述注射成型工具的制造方面的次品显著地增加,因为有缺陷的刷毛空腔引起不足的注射成型结果。
[0345]
此外,在所述注射成型工具运行时也使得在被注射的刷毛区方面的次品增加。
[0346]
上面所描述的塑性的变形(所述变形能够藉由有针对性的切除部或横截面变窄部来实现)现在例如允许使用较大直径的和较小长度的通道形的刷毛空腔。由此,能够减少所述注射成型工具的制造消耗以及运行消耗。
[0347]
此外,所提及的塑性的变形也允许制造带有如下刷毛直径和刷毛长度的护理刷毛,所述刷毛直径和刷毛长度藉由常规的注射成型工具不再能够经济地制造。
[0348]
在此,脱模过程合乎目的地被如下地控制,使得所述护理刷毛在脱模时仅仅被加固(verfestigt)到如下程度,使得其一方面仍允许通过作用的脱模力进行的塑性变形并且另一方面具有形状保持性,所述形状保持性确保所述护理刷毛接着脱模过程在消失的脱模力的情况下维持其最终形状。
[0349]
根据改进方案,在所述刷毛空腔中或在所述护理刷毛处的切除部也能够被应用于所述刷毛端部区段的设计方案。由此,能够设置成,通过至少一个上面所描述的切除部使得护理刷毛的刷毛端部区段在脱模时发生塑性变形、尤其是被牵拉成一定长度。
[0350]
由此,能够例如使刷毛端部区段在脱模期间变尖,例如置于锥状形状。
[0351]
通过所述护理刷毛的注射成型,在所述刷毛端部区段的设计中与常规的护理刷毛相反地开启了高的设计自由。
[0352]
刷毛端部区段是指所述护理刷毛的自由端部区段,所述自由端部区段在所述刷毛端部中终止。所述刷毛端部区段在所述护理刷毛的总长度的不到一半上延伸、尤其是在不到其三分之一上延伸并且完全特别地在不到其四分之一上延伸。所述刷毛端部区段也能够在所述护理刷毛的总长度的不到六分之一上延伸。
[0353]
所述刷毛端部区段在牙齿清洁方面具有重要意义。
[0354]
因此,所述护理刷毛的刷毛端部区段的特别的设计能够用于满足一定的功能上的要求,例如与清洁过程、尤其是牙齿以及牙齿中间空间清洁有关的要求。
[0355]
所述刷毛端部区段能够例如成圆地构造并且具有成圆的刷毛端部。
[0356]
由此,所述刷毛区段能够是罩形的。所述圆部尤其能够是基本上半球或冠形或椭圆体形。
[0357]
然而,成圆的刷毛端部区段也能够面向所述刷毛端部锥状地构造并且构造成圆的刷毛端部。所述刷毛端部由此能够例如是子弹形的。如果所述护理刷毛具有非圆形的横截面,则提供如下刷毛端部区段,所述刷毛端部区段基本上由在刷毛横截面与半球、冠或椭圆体之间的交集产生。
[0358]
备选地,所述刷毛端部区段也能够是变尖的、尤其是变尖成拉长的、较锥形的顶部,并且在尖的刷毛端部中终止。这样的刷毛端部区段能够同样是锥状的或子弹形的。变尖也能够是非对称的。
[0359]
根据另外的实施方式,所述刷毛端部区段的刷毛端部成扁平地构造。也就是说,所述刷毛端部构造扁平的端侧。到成扁平部中的过渡能够进行成圆。
[0360]
所述端侧的面能够垂直于所述刷毛纵向轴线或相对于所述刷毛纵向轴线斜倾。也就是说,所述面相对于所述刷毛纵向轴线包夹小于或等于90
°
的角度。
[0361]
也可行的是,在后处理步骤中改变所述刷毛端部区段的几何结构。所述后处理步骤能够包括所述刷毛端部区段的机械加工(例如倒圆、切割、磨削等)和/或加热(热变形)和/或接着的塑性变形。
[0362]
由此,根据另外的实施方式,在所述端部区段在所述刷毛端部中以成扁平部或成圆的端面终止之前,所述端部区段面向所述刷毛端部能够具有球或蘑菇形的加宽部。
[0363]
所述蘑菇形的加宽部(所述加宽部由此尤其构造刷毛头部)能够通过经加热的刷毛端部区段的压缩来实现。为此,能够接着脱模设置有事后的加热。
[0364]
然而,仍热的刷毛端部区段的直接地在脱模之后或期间所进行的塑性变形、尤其是压缩同样是可行的。
[0365]
根据另外的实施方式,所述刷毛端部区段包含多个刷毛端部,所述刷毛端部尤其构造刷毛簇或束。所述护理刷毛的刷毛端部面向所述头部部分过渡到刷毛主干中。刷毛端部和刷毛主干尤其整体式地注射。
[0366]
根据改进方案,所述刷毛端部区段的表面通过至少一个、尤其是通过多个加深部来结构化。
[0367]
所述加深部能够是带有凹陷部、沉孔、缝口、沟槽的结构化的表面或未结构化的粗糙表面等。
[0368]
根据实施方式,在所述刷毛端部的端部面中布置有加深部。所述加深部尤其是在中央布置在所述刷毛端部中。所述加深部能够是凹口形的。所述加深部尤其被闭合环绕的刷毛边缘限制。所述刷毛端部区段的所述的端部面能够如上面所描述的那样成圆地或成扁平地构造。
[0369]
根据另外的实施方式,所述刷毛端部的刷毛端部区段或所述端部面具有沟纹(rillung)。所述沟纹包括交替地布置的细长的加深部和突起部。所述沟纹尤其垂直于所述护理刷毛的纵向轴线伸延。所述沟纹能够构造波浪形的横截面结构。
[0370]
根据另外的实施方式,围绕所述刷毛端部区段的整个周缘布置有多个径向地引导离开所述刷毛端部的沟槽。所述沟槽在所述刷毛端部区段中面向所述刷毛端部相应地星状地朝彼此收尾。所述刷毛端部区段能够如上面所描述的那样成圆。优选地,所述沟槽具有对称。
[0371]
根据另外的实施方式,围绕所述刷毛端部区段的整个周缘布置有多个碗状的加深部(酒窝)。所述加深部能够以几何结构的图案布置。所述刷毛端部区段能够如上面所描述的那样成圆。
[0372]
然而,如已经阐释的那样,也可行的是,所述刷毛端部或所述刷毛端部区段通过接着脱模的后加工步骤获得其最终形状。由此,所述刷毛端部能够构造平面的端面,所述端面在后加工步骤中通过剥蚀转变成其它的形状。
[0373]
所述后加工步骤能够是所述刷毛端部或刷毛端部区段的机械加工。由此,这样的后加工步骤能够包括所述被注射的护理刷毛的刷毛端部的机械的倒圆或变尖。所述刷毛端部的倒圆能够以和这已经在常规的护理刷毛中已知的那样相同的方式进行。
[0374]
相应地,也能够使用技术的可行方案如例如各个护理刷毛的机械的挤出以用于所述后加工步骤。此外,倒圆过程能够如在常规的、锚冲压的护理刷毛中那样以多个步骤来发生。
[0375]
如果所述刷毛端部或所述刷毛端部区段在后加工步骤中成形,那么这允许所述被注射的刷毛端部的相对简单的设计。由此,所述注射成型工具也能够或所属于其的工具置入件能够被较简单地设计。
[0376]
所述被注射的护理刷毛的刷毛端部或刷毛端部区段的后加工尤其是在于其中所述被注射的护理刷毛与常规的、挤出的护理刷毛相组合的变型方案中提供,所述常规的、挤出的护理刷毛通常在锚冲压中强制性地要求这样的后加工步骤。
[0377]
根据改进方案,多个护理刷毛能够被联合成刷毛束,所述刷毛束的突出之处在于,所述护理刷毛面向所述刷毛基础部在刷毛主干中通入。
[0378]
所述护理刷毛经由所述刷毛主干布置在所述头部部分或所述刷毛承载件上。护理刷毛、刷毛主干和头部部分或刷毛承载件能够整体式地注射。
[0379]
所述刷毛主干的长度能够包括所述护理刷毛的总长度的直到一半,所述护理刷毛一同包括所述刷毛主干。
[0380]
所述护理刷毛的总长度尤其相应于身体护理刷的传统的刷毛长度。这尤其也适用于护理刷毛的其它的在本申请文本中所公开的实施方式。
[0381]
在带有被注射的护理刷毛的刷毛区中的刷毛长度的变化能够比在传统的牙刷的情况下突出和多样。长度差尤其能够由于所述护理刷毛的注射成型而实现得较多样。尤其,
直接地相邻的护理刷毛能够具有大的长度差。
[0382]
所述刷毛主干能够具有0.5mm至8mm、尤其是3mm至6mm的长度。所述护理刷毛的刷毛主干的长度能够在所述身体护理刷内是相同的或可变的。所述刷毛主干的高度也影响所述护理刷毛的刚度。
[0383]
根据改进方案,所述刷毛主干或还有整个刷毛束或刷毛部段能够经由基座布置在所述头部部分处或布置在所述刷毛承载件处。在这种情况下,所述基座能够具有0.2mm至1.5mm的长度。
[0384]
所述基座原则上应理解为非常短的刷毛主干。
[0385]
所述基座尤其同样整体式地与刷毛主干、护理刷毛和头部部分或刷毛承载件一件式地注射。
[0386]
关于所述头部部分的设计,通过所述护理刷毛的注射成型产生高的设计自由空间。这在于,因为在所述头部部分的区域中不必构造特别的区域用于所述常规的护理刷毛的固定和用于相应的固定方法(冲压、aft等)。
[0387]
高的设计自由尤其也涉及所述头部部分的厚度或高度。由此,所述头部部分相比于传统的身体护理刷能够构造得相对薄或非常薄,也就是说构造得高度小或高度非常小。为了尽管如此仍获得必要的刚度,所述头部部分尤其是由硬成分构成。
[0388]
关于所述头部部分的高度的下限不是通过所述常规的护理刷毛的固定方法,而是通过所述头部部分的注射成型方法来限制。
[0389]
所述头部部分能够例如具有2mm至5mm、尤其是2.5mm至3.5mm的高度。在非常薄的区(例如用于材料弱化)中,所述头部部分能够到达在1mm之下、尤其是在0.5mm
‑
1mm之间的高度。
[0390]
在所述头部部分的总高度处的刷毛材料的层厚度例如为1.0mm至3.0mm、尤其是1.2至2.0mm。
[0391]
所述头部部分的厚度或高度能够从所述颈部部分出发面向所述头部部分的自由端部减少。此外,也可行的是,所述厚度在长度上变化,从而在薄部位处出现所提及的柔性的或较柔性的部位。
[0392]
此外,也可行的是,所述头部部分附加地设有加固结构、如加固筋。加固结构能够沿纵向方向、沿横向方向或沿其组合来设置。加固结构同时也能够改善在所述头部部分的硬成分与所述刷毛成分之间的连接,所述硬成分和刷毛成分通常不一起进入材料配合。那么在所述头部部分的硬成分(如果存在)与所述刷毛成分之间出现形状配合。
[0393]
此外,高的设计自由也涉及所述头部部分的背侧。
[0394]
由此也可行的是,所述头部部分的背侧和或许还有其侧向外围部分或全面型地设计有软成分。这是由于在完整地注射成型的刷的情况下不存在对用于进一步的加工的支撑部位的要求。
[0395]
为了将所述软成分固定在所述头部部分处,能够可行的是,提供由硬成分构成的元件,所述元件伸出穿过所述刷毛成分,并且所述元件后来以软成分来遮盖。
[0396]
所述头部部分的硬成分和所述软成分借助于材料配合连接,由此保证所述软成分借助于材料配合附着在所述刷头部处。但是,所述软成分也能够与所述头部部分的硬成分以及与所述刷毛成分连接。
[0397]
所述头部部分的背侧和/或侧向外围虽然能够如已知的那样扁平地或未结构化地构造。例如带有粗糙性图案或带有组织化的形貌、例如带有结块、沟槽或其它的突出的结构的结构化的背侧和/或侧向外围同样是可行的。所述表面结构能够以刷毛成分、硬成分、或软成分或另外的成分进行。所述表面结构能够通过单个的成分或通过两个、三个或更多成分的组合来进行。尤其,所述表面结构能够以软成分和硬成分或以刷毛成分、软成分和硬成分构造。
[0398]
由此,在所述背侧上(如上面已经进一步提到的那样)能够部分或全面型地设置有一个或多个口部卫生单元、如舌头清洁器。所述口部卫生单元的突出之处在于特定的原料性质和/或结构化。
[0399]
高的设计自由也涉及所述头部部分的前侧。
[0400]
由此,在所述头部前侧上能够使用和在所述头部背侧上相同的材料组合。
[0401]
所述头部部分的前侧虽然如已知的那样能够同样扁平地构造。例如带有粗糙性图案或形貌的结构化的前侧同样是可行的。由此,所述前侧能够具有提高部和加深部。提高部能够例如是半球形的。在所述前侧上的波浪形的形貌同样是可行的。由此,连续的和非连续的形貌是可行的。非连续的形貌的突出之处在于阶跃部、如阶梯。
[0402]
所述前侧能够构造如下面区段,所述面区段相对于彼此在高度方面错开。由此,例如处于内部的面区段相对于处于周围的面区段能够提高或加深。
[0403]
所述头部部分的前侧也能够构造如下面区段,所述面区段彼此不同地斜倾。
[0404]
根据改进方案,在所述头部部分处布置有可运动的元件或部件。所述可运动的部件能够被喷射或通过装配安置到所述头部部分处。
[0405]
如果所述可运动的部件被喷射,那么所述可运动的部件和所述头部部分的成分尤其不借助于材料配合连接。这例如由于所述成分的不同的收缩特性(schwundverhalten)或由于特定地协调的不借助于材料配合连接的成分而发生。以这种方式能够构造铰接连接或滑动引导。所述连接尤其能够是形状配合连接。
[0406]
由此,根据改进方案能够例如在第一成分与第二成分之间实现形状配合的连接,其方式为,将第二成分、也就是说所述可运动的部件的成分通过所述第一成分的空心空间来注射,并在此构造至少一个切除部。
[0407]
所述可运动的部件能够相对于所述头部部分例如实施旋转或平移的运动。旋转的和平移的运动的组合也是可行的。
[0408]
所述护理刷毛尤其被喷射在所述可运动的部件处。所述可运动的部件能够仅仅或至少部分地由所述刷毛成分制造。
[0409]
所述可运动的部件能够构造一个刷毛部段。所述可运动的部件也能够构造多个刷毛部段。
[0410]
如果所述可运动的部件能够作为单独的结构部件装配在所述头部部分处,那么所述可运动的部件尤其构造用于在所述头部部分处的固定的保持部。保持部和护理刷毛尤其整体式地与所述可运动的部件注射。
[0411]
所述可运动的部件能够例如是碟形,其经由相应的保持部柔性地、屈服地固定在所述头部部分处。
[0412]
根据改进方案,在所述头部部分中设置有用于探测一定的参数的传感器件。所述
传感器件能够例如是:
‑ꢀ
气味传感器用于探测口部气味;
‑ꢀ
压力传感器用于探测压紧压力。
[0413]
所述传感器件能够作为插入物放入到所述注射成型工具的空腔中并且被所述塑料成分包围注射。如果全部的护理刷毛同样被注射,那么取消了通过固定过程藉由常规的方法(冲压、aft等)施加到所述头部部分上的机械的负载,所述负载使传感器件在所述头部部分中的安置变得不可行。
[0414]
至少一个、尤其是多个通道能够引导通过由第一硬成分构成的头部部分,所述通道以所述刷毛成分填充。所述通道在所述护理刷毛中终止。所述通道相应于在所述注射成型工具中的引进通道或分配通道,经由所述引进通道或分配通道将所述刷毛成分导引到所述刷毛通道中。
[0415]
所述通道能够设计成导光的,从而使得光能够从所述基体处经由所述通道导引到所述护理刷毛中。由此,例如在所述基体中、尤其是在所述头部部分或把手部分中能够布置有光源。所述光源由此将所述刷毛区或各个护理刷毛置于发光。
[0416]
所述光源能够在所述身体护理刷的制造时作为放入部件在所述注射成型方法中被包围注射或在注射成型过程之后被装配。所述刷毛成分为此是导光的。所述刷毛成分合乎目的地是透明的。所述刷毛成分能够如下地选择,使得所述刷毛成分通过反射作用为光导体,并且使得所述光在所述通道中或在所述护理刷毛中导引。为此,补充地或支持地,能够在所述头部部分、所述把手体和/或所述护理刷毛中设置有涂层,所述涂层构造边界面,所述光在所述边界面处被反射。
[0417]
光反射也能够通过在所述边界面处的特定的表面设计来实现。
[0418]
根据所述身体护理刷、尤其是所述牙刷的改进方案,所述基体还能够构造联接到所述颈部部分处的把手部分。在此,所述颈部部分布置在头部部分与把手部分之间。所述颈部部分的突出之处在于所述基体的相对于所述头部部分和所述把手部分变细的区段。
[0419]
所述把手部分用于在身体护理、尤其是牙齿清洁期间保持所述身体护理刷、尤其是牙刷。
[0420]
所述身体护理刷能够是一次性刷、如一次性牙刷,或多次性刷、如多次性牙刷。
[0421]
这样的一次性牙刷例如在高露洁公司的“wisp”这一商品名称下销售。
[0422]
所述身体护理刷能够是源自美容或口部卫生的领域的刷。
[0423]
源自美容的领域的身体护理刷能够是用于美容产品、例如睫毛膏(睫毛油)的施覆器或头发染色件或指甲油毛刷。
[0424]
此外,所述身体护理刷能够是脸部刷、头发刷或带有被注射的护理刷毛以及如有可能按摩结块的湿式剃须刀。
[0425]
所述身体护理刷(尤其是作为一次性刷)能够构造为手指刷。所述手指刷经由例如由橡胶构成的手指套插上到手指上。
[0426]
此外,所述身体护理刷(尤其是作为一次性刷)能够是带有被注射的护理刷毛的齿间清洁器。
[0427]
此外,所述身体护理刷(尤其是作为一次性刷)能够是带有被注射的护理刷毛的舌头清洁器。
[0428]
原则上,根据本发明的带有被注射的护理刷毛的刷也能够被应用于家用刷、如洗涤刷、地面擦拭器、扫帚、拖把、毛刷、厕所刷、瓶清洁器、指甲刷等。
[0429]
此外,根据本发明的带有被注射的护理刷毛的刷也能够被应用于施覆在医学产品领域中的液体。
[0430]
如已经阐释的那样,所述身体护理刷尤其是牙刷。
[0431]
如果所述牙刷包括把手部分,则所述牙刷能够例如是带有或没有马达地驱动的刷毛运动的手持式牙刷。
[0432]
根据所述身体护理刷、尤其是牙刷的改进方案,所述身体护理刷也能够构造为装配部件、尤其是构造为替换部件,以用于装配在把手体上。
[0433]
所述装配部件尤其是用于插上到把手体上的插上部件。
[0434]
为此,所述基体尤其包括颈部部分,经由所述颈部部分使所述身体护理刷能够装配在所述把手体处。这样的身体护理刷能够例如是电牙刷,在所述电牙刷的情况下,所述刷毛运动被马达地驱动。
[0435]
所述电牙刷能够促使所述刷毛区的振荡的、摆动的或平移的运动。所述电牙刷能够是震动或声波牙刷。带有组合的运动的电牙刷同样是可行的。
[0436]
如果所述被注射的护理刷毛与所述常规的、挤出的刷毛相比不太有抵抗能力,那么被注射的刷毛能够仅仅经受受限制的运动或速度,以便优化使用寿命。常用的电动牙刷能够以明显高于300hz振动,而对于被注射的护理刷毛能够应用低于300hz、优选低于250hz、特别优选地低于200hz的速度。
[0437]
所述电牙刷的电子构件能够以塑料成分包围注射。
[0438]
所述振荡的或来回旋转的电牙刷的突出之处如下内容。带有所述被注射的护理刷毛的刷毛承载件围绕转动轴线d能来回转动地与承载和联结部件连接,所述承载和联结部件能够被插上到所述手持式仪器上。在所述手持式仪器中存在有适合的驱动器。
[0439]
在运行中实现优选的最大的转动角度α。所述被注射的护理刷毛如下地布置在所述刷毛承载件上,使得对于其在所述刷毛承载件上的离开点与所述转动轴线d的最大间距r
max
适用:r
max
=d
max
*180
°
:(πα),其中,d
max
是开头提及的最大路程。近似地(反转点的距离替代弧的长度)适用r
max
=d
max
:(2sin(α/2))。优选地,适用d
max
=3mm。
[0440]
目前在市场上的是带有直到70
°
的转动角度的仪器。所述刷头部的直径通常为小于20mm。所述被注射的护理刷毛的顶部的运动随着半径或相对于所述转动轴线的间距而增加。如下表格说明一些针对路程的值,所述路程取决于所述转动角度和所述半径来计算。所储存的路程说明属于根据本发明对于d
max
=3mm而言允许的、半径/转动角度的值对(d
max
=所述反转点的距离)。
[0441]
表格示出,在小的转动角度的情况下,原则上能够占用带有被注射的护理刷毛的整个刷头部,并且在大的转动角度的情况下仅仅应占用带有被注射的护理刷毛的中央部段。
[0442]
摆动的牙刷的突出之处如下内容。所述刷头部在运行中围绕其纵向轴线l摆动,从而所述刷头部实施晃动的向侧面运动。在此,所述刷头部扫过角度
ß
。对于所述被注射的护理刷毛的顶部与所述摆动轴线l的最大间距l
max
适用l
max
=d
max
*'180:(π
ß
)或l
max
=d
max
:(2sin(
ß
/2))(所述反转点的距离),其中,d
max
是开头提及的最大路程。优选地,d
max
=3mm。
[0443]
在这种运动的情况下,所述顶部的最大所经过的路程应同样小于3mm。由此,所述转动角度能够根据如下表格取决于所述护理刷毛的顶部与所述摆动轴线的间距来确定。所储存的路程说明属于根据本发明对于d
max
=3mm而言允许的、间距/摆动角度的值对。在12mm的平均间距的情况下,所述刷头部的转动角度不应选择得大于15
°
。
[0444]
能够设置成,所述替换部件由所述刷毛成分构成。所属于其的接口能够由所述刷毛成分构造。
[0445]
此外,能够如所提及的那样制造用于触摸屏的触摸笔。所提及的笔毛刷状地构建并且实现以所述笔替代以手指对触摸屏的操作。所述把手又是基体,并且所述刷毛是功能性的元件。所述刷毛沿所述笔的纵向方向布置。所述刷毛像护理刷毛那样制造。
[0446]
备选的没有把手部分却带有刷毛的产品(所述刷毛像护理刷毛那样制造)能够例如是高尔夫球座。球座被用在高尔夫运动中并且是如下元件,所述元件被插接到草坪中,以便将高尔夫球为了开球而放置到其上。在此,某些产品没有连续的面用于所述高尔夫球的支承,而是在其上具有沿所述高尔夫球座的纵向方向指向的刷毛,所述刷毛实现所述球的支承。所述刷毛固定在如下元件处,所述元件被插接到地面中。所述元件又类似于所述把手部分。
[0447]
能够设置成,所述把手体由不同于所述刷毛成分的硬成分构成。所属于其的接口能够构造在所述硬成分中。
[0448]
此外能够设置成,所述替换部件如下地设计,使得承载体包含所述接口结构,并且所述承载体由硬成分成形。所述刷毛成分被相应地喷射到所述承载体处。以这种方式能够将整个接口结构成形在由硬成分构成的这两个部件上,如这如今已经在替换式牙刷中常见的那样。
[0449]
能够设置成,所述基体包含至少一个理论断裂部位。所述理论断裂部位允许应用者将所述身体护理刷缩短到期望的长度上。
[0450]
由此,例如在所述把手部分中能够设置有一个或多个理论断裂部位,所述理论断裂部位允许将所述把手部分缩短。
[0451]
由此,例如在所述头部部分中能够设置有一个或多个理论断裂部位,所述理论断裂部位允许将所述头部部分缩短。
[0452]
所述护理刷毛能够由唯一的成分构成。所述护理刷毛能够是有颜色的。所述护理刷毛能够是透明的。
[0453]
所述护理刷毛也能够由两个不同的成分构成。
[0454]
以各种的或不同的成分尤其是指不同的塑料原料或材料、塑料肖氏硬度或还有各种的颜色。
[0455]
所述护理刷毛能够由超过两个不同的成分构成。
[0456]
由此,所述护理刷毛的横截面能够由两个不同的成分构成。所述护理刷毛的横截面也能够由超过两个不同的成分构成。
[0457]
由此,所述护理刷毛能够具有由第一成分构成的刷毛芯和由第二成分构成的刷毛护套。
[0458]
备选地或附加地,也能够设置成,所述护理刷毛沿纵向方向具有两个不同的成分。所述护理刷毛能够沿纵向方向也具有超过两个不同的成分。
[0459]
由此,例如所述刷毛端部区段能够由不同于其余刷毛区段的成分构成。
[0460]
一般,不同的成分尤其是不同的塑料原料。
[0461]
根据改进方案,不同的成分也能够是带有不同的颜色(包括透明、白和黑)的成分。此外,不同的成分也能够不仅包括不同的塑料原料而且包括不同的颜色。
[0462]
由此,例如在双或多成分的刷毛横截面的情况下,所述刷毛护套能够构造成透明的,并且所述刷毛芯能够构造成有颜色的,或反之亦然。
[0463]
在沿纵向方向双或多成分的护理刷毛的情况下,所述刷毛端部区段能够具有不同于其余刷毛区段的颜色。也就是说,这两个刷毛区段中的一个也能够构造成透明的,并且另一个刷毛区段能够构造成有颜色的。
[0464]
关于机械性质,在双或多成分的刷毛横截面的情况下,所述刷毛护套能够由硬成分构成,并且所述刷毛芯能够由软成分构成,或反之亦然。
[0465]
在沿纵向方向双或多成分护理刷毛的情况下,所述刷毛端部区段能够由软成分构成,并且其余刷毛区段能够由硬成分构成,或反之亦然。
[0466]
多成分护理刷毛、尤其是双成分护理刷毛能够在所谓的共喷射注射成型方法中制造。所述方法的突出之处在于,所述不同的成分在工具空腔中,特别(sprich)在刷毛空腔中依次地注射。这种注射能够经由共同的喷射点或经由不同的喷射点进行。由此,能够实现专门的成分(或材料)和/或颜色组合。
[0467]
这样的方法例如在wo
‑
a
‑
2013/020 237中结合基体的制造来描述。
[0468]
此外,能够设置成,所述刷毛区包含由不同的成分构成的护理刷毛。所述护理刷毛能够例如具有不同的颜色。由此,带有由不同的成分构成的护理刷毛的刷毛部段也能够在共喷射方法中如上面提到的那样制造。
[0469]
也能够设置成,所述刷毛区包含由不同的成分构成的刷毛部段,其中,所述护理刷毛在刷毛部段内尤其是由相同的成分构成。
[0470]
尤其可行的是,所谓的动力顶端、也就是说在所述刷毛区中的(在所述刷头部的自由端部处的)最前方的刷毛部段由不同于所述刷毛区其余部分的刷毛成分注射。由此能够例如实现以护理刷毛实现不同的功能。
[0471]
此处根据改进方案,不同的成分也能够是指带有不同的颜色(包括透明、白和黑)的成分。此外,不同的成分也能够不仅包括不同的塑料原料、不同的肖氏硬度而且包括不同的颜色。
[0472]
由此,在刷毛部段内能够布置有带有不同的颜色的护理刷毛。
[0473]
此外,在刷毛区内能够布置有带有不同的颜色的刷毛部段。
[0474]
所述基体能够由唯一的成分构成。所述基体也能够由多个成分构成。
[0475]
所述基体能够是透明的。由此,在所述刷头部中能够放入带有图像或字标的薄膜,所述薄膜以透明的成分包围注射。为此,所述薄膜在注射成型工艺中在后方进行注射。
[0476]
由此,例如在所述把手部分中由一个或多个另外的成分能够设置有另外的功能元件、如大拇指支承部或一般地把手支承部或区域,其在所述把手部分中填充在所述硬成分中的空隙,以便生成柔性区。所述另外的成分尤其是软成分或刷毛成分。
[0477]
对于在所述把手部分中的功能元件能够使用和对于在所述刷头部中的口部卫生单元相同的软成分。口部卫生单元和功能元件能够在相同的工序中通过相同的喷射点来注射。口部卫生单元和功能元件能够形成连续的材料区域。优选地,所述口部卫生单元和功能元件然后经由材料连接通道来连接。口部卫生单元和功能元件能够分别在单独的工序中通过相同的喷射点来注射(级联式)。所述软成分与所述硬成分优选进入材料配合。
[0478]
对于在所述把手部分中的功能元件能够使用和对于在所述刷头部中的护理刷毛相同的刷毛成分。护理刷毛和功能元件能够在相同的工序中从相同的喷射点开始被注射。护理刷毛和功能元件能够形成连续的材料区域。优选地,所述护理刷毛和功能元件然后经
由材料连接通道来连接。护理刷毛和功能元件能够分别在单独的工序中通过相同的喷射点来注射(级联式)。所述刷毛成分能够与所述硬成分进入材料配合。如果所述刷毛成分与所述硬成分没有进入材料配合,则在所述硬成分中设置有几何结构元件(例如缺口、空隙、切除部、包容几何结构等),所述几何结构元件在刷毛成分与所述硬成分之间允许形状配合。
[0479]
这样的功能元件的另外的功能能够是所述信息放送。由此,在所述基体中以及尤其是在所述把手部分中能够借助于不同的成分实行带有字母、数字、标记和/或记号的符号。由此,所述基体或所述把手部分能够包含放送文字图像的空隙。然后一个或多个成分被注射到所述空隙中,所述成分填充所述空隙的空心空间并由此使所述符号是可读的。为此,所述成分能够具有不同的颜色。
[0480]
带有所属于其的刷毛承载件的护理刷毛能够由不同于所述基体、尤其是不同于其头部部分的成分构成。这两个成分能够例如在注射成型时不相互连接。在这种情况下,在刷毛承载件与基体之间的连接如上面提到的那样尤其是机械的,例如经由形状配合和/或力配合连接是机械的。所述机械的连接能够在多成分注射成型方法范围内在注射成型期间就已经被建立。由此,例如第二成分能够例如为了制造带有护理刷毛的刷毛承载件而被注射到结构部件的由第一成分构成的切除部、例如头部部分中。
[0481]
为了建立所述机械的连接也能够(如上面已经进一步提到的那样)利用所述成分的收缩特性。
[0482]
此外,能够将一成分作为覆层注上到没有连接的成分上。所述成分例如与所述承载件成分连接并由此建立所述没有连接的成分的保险结构(sicherung)。
[0483]
也可行的是,所述基体、尤其是其头部部分和带有所述刷毛承载件的护理刷毛由相同的成分构成或至少包含所述相同的成分。
[0484]
就此而言,所述基体或所述头部部分的刚度可能必须通过所述基体或头部部分的相应的几何结构上的设计方案来实现。这能够如已经提到的那样是在所述头部部分中的加固结构。
[0485]
根据改进方案,所述身体护理刷包括三个(塑料)成分或由这三个成分构成。所述基体以第一成分构造。所述成分能够例如是硬成分、尤其是聚丙烯(pp)。所述护理刷毛由第二成分形成,其是所述刷毛成分。此外,所述基体例如在所述把手部分和/或头部部分中包含由第三成分构成的功能元件、如把手支承部。所述第三成分例如是软成分、尤其是热塑性弹性体(tpe)。
[0486]
此外,能够设置成,所述把手部分、所述把手部分和颈部部分或带有头部部分的整个基体至少部分地由不同于塑料的材料构成。所述材料能够是:木头、石材(天然石材)、玻璃、金属、如弹簧钢或陶瓷。
[0487]
所述护理刷毛现在能够被喷射到所述材料处、尤其是经由由所述刷毛成分构成的承载体喷射到所述材料处,其中,又必须使用连接技术,因为所述材料尤其没有连接。
[0488]
在本说明书中提到的硬成分(例如所述基体能够由所述硬成分生产)尤其是热塑性塑料。所述硬成分能够例如是如下热塑性塑料中的一个热塑性塑料:
‑ꢀ
苯乙烯聚合产物如苯乙烯丙烯腈(san)、聚苯乙烯(ps)、丙烯腈丁二烯苯乙烯(abs)、苯乙烯甲基丙烯酸甲酯(smma)或苯乙烯丁二烯(sb);
‑ꢀ
聚烯烃如聚丙烯(pp)或聚乙烯(pe)例如还有以高密度聚乙烯(hdpe)或低密度
聚乙烯(ldpe)的形式;
‑ꢀ
聚酯如聚对苯二甲酸乙二醇酯(pet)(形式为酸改性的聚对苯二甲酸乙二醇酯(peta)或乙二醇改性的聚对苯二甲酸乙二醇酯(petg))、聚对苯二甲酸丁二醇酯(pbt)、酸改性的聚环己烯对苯二甲酸乙二醇酯(pct
‑
a)或乙二醇改性的聚环己烯对苯二甲酸乙二醇酯(pct
‑
g);
‑ꢀ
纤维素衍生物如醋酸纤维素(ca)、醋酸丁酸纤维素(cab)、丙酸纤维素(cp)、醋酸邻苯二甲酸纤维素(cap)或丁酸纤维素(cb);
‑ꢀ
聚酰胺(pa)如pa 6.6、pa 6.10或pa 6.12;
‑ꢀ
聚甲基丙烯酸甲酯(pmma);
‑ꢀ
聚碳酸酯(pc);
‑ꢀ
聚甲醛(pom);
‑ꢀ
聚氯乙烯(pvc);
‑ꢀ
聚氨酯(pur)。
[0489]
在本说明书中提到的软成分(例如软弹性的口部卫生单元、如按摩元件能够由所述软成分生产)尤其是热塑性弹性体(tpe)。所述软成分能够例如是如下塑料中的一个塑料:
‑ꢀ
热塑性聚氨酯弹性体(tpe
‑
u)
‑ꢀ
热塑性苯乙烯弹性体(tpe
‑
s)、如例如苯乙烯
‑
乙烯
‑
丁烯
‑
苯乙烯
‑
共聚物(sebs)或苯乙烯
‑
丁二烯
‑
苯乙烯
‑
共聚物(sbs)
‑ꢀ
热塑性聚酰胺弹性体(tpe
‑
a)
‑ꢀ
热塑性聚烯烃弹性体(tpe
‑
o)
‑ꢀ
热塑性聚酯弹性体(tpe
‑
e)。
[0490]
也就是说,热塑性的聚乙烯(pe)和聚氨酯(pu)能够如所提及的那样在相应的改性下不仅被用作为硬成分而且被用作为软成分。
[0491]
特别适用为硬成分的是聚丙烯。通常适合的是带有1000
‑
2400n/mm2、优选1300
‑
1800n/mm2的弹性模量的聚丙烯。
[0492]
特别适用为软成分的是tpe
‑
s。所述软成分的肖氏硬度a尤其处于90肖氏a之下,优选地处于50肖氏a之下,特别优选地处于30肖氏a之下。
[0493]
所述软成分能够与所述硬成分借助于上方注射(
ü
berspritzen)在双或多成分注射成型方法中构造材料配合。
[0494]
由此,例如橡胶弹性的口部卫生单元能够由软成分构成。
[0495]
常规的、尤其是挤出的护理刷毛(例如变尖或柱状)尤其由聚酰胺(pa)或聚酯(pbt)制造,所述护理刷毛经由标准固定工艺(冲压、aft等)安置在所述头部部分上。
[0496]
同样能使用的是所谓的生物塑料、也就是说由再生的原材料制造的塑料。
[0497]
对用于所述护理刷毛的注射成型的塑料原料的要求是非常高的。为了避免在所述注射成型工具中的相对精细的刷毛空腔发生阻塞,所述塑料原料应尽可能是纯的。也就是说,所述原材料应尽可能不包含污物。否则,能够在所述注射成型工具中引起问题、如例如阻塞。
[0498]
用于护理刷毛的塑料原料(刷毛成分)能够是改性的热塑性聚氨酯弹性体(tpu)。
所述原料的突出之处在于良好的流动性质。也就是说,所述原料具有高的熔体流动指数(英语“melt flow index”(mfi))。所述mfi例如处在50
‑
100。
[0499]
在此,目的是,由带有相同的mfi的相同的材料能够实现例如多个、不同的肖氏硬度。
[0500]
此外,所述原料的突出之处在于其快速的固化。也就是说,分子链在高温下就已经连接,这促使快速的结晶化。所属于其的颗粒能够例如在反应方法中制造。
[0501]
适合的tpu例如在basf公司的elastollan
®
这一商标名称下销售。所述tpu能够例如在直到1200bar的压力时注射成型。
[0502]
另外的适合的tpu例如在bayer公司的desmopan
®
这一商标名称下销售。所述tpu能够例如在直到1000bar的压力时注射成型。
[0503]
用于被注射的护理刷毛的另外的适合的原料(刷毛成分)是聚酰胺弹性体。这样的原料例如在ems
‑
chemie ag公司的grilflex elg 5930这一商品名称下销售。
[0504]
用于被注射的护理刷毛的另外的适合的原料(刷毛成分)是聚酯弹性体。这样的原料例如在ticona polymers公司的riteflex 672 rf nat或riteflex rkx 193 rf nat这一商品名称下或在dupont公司的hytrel 7248这一商品名称下销售。
[0505]
所述塑料原料(所述刷毛成分由所述塑料原料构成)例如被加热到200
°
c至240
°
c(摄氏)的注射成型温度(加工温度)上。这是所述塑料原料在注射成型缸体中和在热通道中所具有的温度。
[0506]
所述注射成型工具尤其被调温到例如50
°
c至80
°
c的较低的温度上。由此避免被注入的塑料成分的突然的(schockartige)固化,这对于脱模有重要意义。
[0507]
加工压力(注射压力)在单重工具的情况下例如处在800至1400bar。在多重工具的情况下,所述加工压力取决于重数而处于更高。由此,在8重工具的情况下,所述加工压力能够处在约1600至1700bar。
[0508]
通过在多重工具的情况下的较高的加工压力实现了所述空腔的填充和在单重工具的情况下一样快地进行。由此保证了在多重工具的情况下经由所有的空腔获得和在单重工具的情况下相同的材料性质。
[0509]
用于护理刷毛的塑料成分(刷毛成分)例如具有20
‑
80肖氏d、尤其是40
‑
70肖氏d的肖氏硬度。优选的范围处在50
‑
60肖氏d。
[0510]
带有被试者的详细的测试已显示出,带有被注射的、由带有40
‑
70肖氏硬度d的刷毛材料构成的护理刷毛的牙刷良好地覆盖了常用的带有常规的、挤出的护理刷毛的牙刷的iso硬度“硬”、“中”和“软”。
[0511]
软成分也能够用作为刷毛成分。所述软成分尤其用于美容产品用的施覆器,但是也能够用于其它的敏感的应用。
[0512]
所述塑料原料(刷毛成分)能够如上面已经进一步提到的那样是有颜色的。所述塑料原料也能够是透明的。由此,例如原始材料已经能够以相应的颜色存在。然而,也可行的是,在准备用于注射成型工艺的材料时才将颜色进行混合。
[0513]
如果所述原始材料已经处于需要的颜色下,那么更好的混合或更均匀的质量在注入时得以实现。此外,均匀性也带来具有较少问题的较稳定的工艺。
[0514]
用于所述被注射的护理刷毛的塑料原料(刷毛成分)能够包含起磨蚀作用的附加
物、如白垩粉或钻粉。所述附加物应改善所述身体护理刷的护理作用、尤其是清洁作用。
[0515]
另外的改善/改变护理作用的、能添加给所述塑料原料的物质是炭(活性炭/木炭)或还有竹子。
[0516]
用于所述被注射的护理刷毛的塑料原料(刷毛成分)能够包含防紧附(grip)或防附着的附加物、如抗静电物、特氟龙或硅酮。所述附加物应改善在所述注射成型工具中的脱模。此外,所述附加物也应克服牙膏或粉尘和污垢颗粒在所述护理刷毛处或在所述刷毛承载件处的粘附地起作用。在相同的意图的情况下,也能够在刷毛材料方面提供专门的防污的表面结构(例如莲花盛开效果)。
[0517]
此外,所述塑料原料(刷毛成分)也能够包含活性物质。此处,由所述塑料原料构成的护理刷毛构造用于所述活性物质的基底材料。
[0518]
所述活性物质能够用于延长所述牙刷在使用中的耐久性。所述活性物质能够用于支持牙齿护理。为此,所述活性物质尤其是在牙齿清洁时被送出。
[0519]
由此,所述活性物质能够例如具有抗菌的性质。所述性质能够抵抗所述身体护理刷、尤其是牙刷的细菌侵害,并由此延长其耐久性。
[0520]
此外,所述活性物质的抗菌的性质(尤其是在所述活性物质被送出时)也能够支持牙齿和口腔护理。
[0521]
在所述刷毛成分中所包含的或结合的活性物质能够例如通过液体如水或唾液来可溶并由此发挥其作用。也就是说,所述活性物质在与液体接触时尤其以受控制的方式释放。
[0522]
所述护理刷毛也能够包含带有不同的活性物质的多个相,其根据构造能够在时间上的流程中被释放。
[0523]
可行的活性物质例如在公开文献wo
‑
a
‑
2006/032367中描述。在该公开文献中描述的活性物质由此适用为用于本发明的公开内容的部分。
[0524]
此外,也结合更上面的口部卫生单元举出针对活性物质的示例(见举例(a)至(e))。
[0525]
能够设置成,所述基底材料、也就是说所述护理刷毛通过活性物质的送出被越来越多地消解、例如通过所述基底材料的推进的溶解。也就是说,所述刷毛区在所述牙刷的使用持续时间上被越来越多地消解。随着所述刷毛区的消解越来越多,活性物质的储备也减少。所述刷毛区的状态由此对于使用者被用作为针对刷替换的指示器。
[0526]
也就是说,所述刷毛成分能够是能消解的塑料成分。
[0527]
所述刷头部尤其能够多层地构建。所述基体作为最下方的平面能够在这个区域中与另外的几何结构的元件叠加、例如与另外的平行的面叠加,所述面经由薄膜铰链状的结构与所述基体连接。在此,所述结构能够作为平行四边形来成形,所述平行四边形在压力的情况下屈服,也就是说上方的层下降。在此,整个清洁元件能够固定在所述上方的层上,或所述清洁元件也能够部分地固定在下方的层上。
[0528]
用于制造根据本发明的身体护理刷、尤其是牙刷的装置包含用于制造被注射的护理刷毛的注射成型工具。所述注射成型工具的突出之处在于其模块化的构造。
[0529]
本注射成型方法和所属于其的注射成型工具在于wo
‑
a
‑
2012/093085中所描述的制造方法上以及在于其中公开的注射成型工具上进行构建。因此,wo
‑
a
‑
2012/093085的内
容关于对于制造方法的特征和所述注射成型工具的结构特征通过当前的参考适用为本公开内容的部分。因此,在这一点上不用重复常用的方法步骤和结构特征。
[0530]
尤其是针对根据wo
‑
a
‑
2012/093085的图46至53和所属于其的描述的注射成型工具的构造的细节借此适用为本公开内容的部分。
[0531]
所述注射成型工具包括承载件空腔,所述承载件空腔设计成构造刷毛承载件。所述承载件空腔能够包含分配通道,经由所述分配通道将所述刷毛成分引进给所述刷毛空腔。
[0532]
根据改进方案,所述注射成型工具包含承载板,所述承载板构造所述承载件空腔。所述承载板尤其是能置入的工具部件。
[0533]
此外,所述注射成型工具包含至少一个、尤其是多个工具置入件,所述工具置入件设计成构造带有至少一个、尤其是多个护理刷毛的刷毛部段。也就是说,工具置入件分别构造刷毛部段。
[0534]
所述工具置入件分别构造至少一个、尤其是多个刷毛空腔。所述刷毛空腔如已经提到的那样尤其是通道形的。
[0535]
多个刷毛空腔构造刷毛空腔部段。所述刷毛空腔部段界定基面,在下面称为空腔部段基面。所述空腔部段基面相应于刷毛空腔在其面向所述承载件空腔指向的基础部处的布置的横截面外部轮廓。
[0536]
所述空腔部段基面相对应于由此制造的刷毛部段的部段基面。相应地,关于所述空腔部段基面的几何结构或所述刷毛空腔在所述刷毛空腔部段中的布置适用相同的性质,如其结合所述部段基面或所述刷毛部段所公开的那样。
[0537]
所述工具置入件的刷毛空腔与所述承载件空腔处于流动连接中,也就是说,所述刷毛空腔联接到所述承载件空腔处,从而在所述承载件空腔与所述刷毛空腔之间能够发生材料流动。
[0538]
由此,用于制造带有多个刷毛部段的刷毛区的注射成型工具包括多个工具置入件。
[0539]
根据改进方案,所述至少一个工具置入件多件式地、尤其两件式地构造。所述工具置入件能够包含第一工具子置入件和第二工具子置入件。
[0540]
所述第一工具子置入件设有用于构造所述刷毛基体的至少一个连续的第一刷毛空腔。所述第一刷毛空腔尤其是通道形的。
[0541]
所述第二工具子置入件用于构造所述被注射的护理刷毛的使用侧的或自由的刷毛端部或刷毛端部区段。所述第二工具置入件尤其构造闭合的和仅仅面向所述第一工具子置入件的连续的第一刷毛空腔敞开的第二刷毛空腔。所述第二刷毛空腔能够是罩形的。所述第二刷毛空腔能够以盲孔的形式构造。
[0542]
然而,所述第二工具子置入件也能够仅仅构造用于所述第一工具子置入件的刷毛空腔的没有刷毛空腔的封闭部。
[0543]
所述护理刷毛由此在所述第一工具子置入件的连续的第一刷毛空腔和所述第二工具子置入件的闭合的第二刷毛空腔中注射。这两个刷毛空腔为了实施注射成型过程而相应地朝彼此取向且固定。相应地,所述第一工具子置入件和第二工具子置入件在所述护理刷毛的注射成型时彼此密封性地贴靠。所述工具子置入件在其接触面处相应地构造模分开
平面。
[0544]
根据本发明的改进方案,所述第一工具子置入件的刷毛空腔分别具有相同的长度。
[0545]
为了所述刷毛长度的变型,所述第二工具子置入件的第二刷毛空腔分别具有不同的长度。
[0546]
这允许多级的例如9mm、10mm和11mm的刷毛长度。
[0547]
因为这两个刷毛空腔具有非常小的直径,所以所述第一工具子置入件和所述第二工具子置入件必须准确地朝彼此取向。这例如借助于工具承载体来实现,所述工具承载体具有用于所述第一工具子置入件和所述第二工具子置入件的共同的接纳的引导空隙。也就是说,所述引导空隙接纳完整的工具置入件。也就是说,所述工具置入件分别能够被引入到所述工具承载体的引导空隙中。
[0548]
用于调节所述刷毛长度的另外的可行方案在于,所述第一子置入件较短地设计,并由此所述第一子置入件更多地有助于长度设计。
[0549]
由此,在相同的工具中能够设计有所述第一子置入件的不同的长度,并且以所述长度实现刷毛长度分配。
[0550]
这两个置入件的总长度保持不变,在所述第二子置入件中的空腔的长度同样保持不变,唯有所述第二子置入件的长度由此变化并且与所述第一子置入件的长度相匹配。在所述第二子置入件中提供更多“空容积”。
[0551]
这两个工具子置入件的相互的取向经由所述工具子置入件的横截面轮廓(在下面称为置入件横截面)发生,所述横截面轮廓保证所述工具子置入件在所述工具承载体中的转动止动的接纳。所述工具承载体的用于所述工具置入件的引导接纳部为此具有尤其反向相同的横截面接纳轮廓。所述置入件横截面尤其能够是多棱边轮廓。
[0552]
对于转动止动能够有必要的是,提供一定的轮廓,所述轮廓保证所述置入件的明确的定向。
[0553]
也就是说,所述工具承载体尤其具有保持件的功能,所述保持件固定所述工具置入件。所述工具置入件能够经由所述工具承载体能固定在所述注射成型工具中。
[0554]
现在,本注射成型工具的模块性的突出之处在于,带有相同的置入件横截面的工具置入件具有刷毛空腔的不同的布置、也就是说不同的刷毛空腔部段。多亏相同的置入件横截面,现在能够彼此间更换带有不同的刷毛空腔部段的工具置入件。也就是说,预设了基本结构/承载结构。
[0555]
此外可行的是,对于刷毛区设置有不同的置入件横截面。由此产生模块性。然而,所述模块性在一定的范围内确定。也就是说,由于不同的置入件横截面不再能够通用地更换刷毛区的所有刷毛空腔部段。
[0556]
根据本发明的注射成型工具允许借助于唯一的注射成型工具和带有相同的置入件横截面但不同的刷毛空腔部段或空腔部段基面的多个不同的工具置入件来制造带有不同的刷毛部段或带有不同的刷毛区的身体护理刷。
[0557]
所述工具置入件的空腔部段基面由此与其置入件横截面一样大或比其小。如果所述空腔部段基面小于所述工具置入件的置入件横截面,那么在所述刷毛区中在相邻的刷毛部段之间构造有较大的间距。优选地,所述空腔部段基面和所述置入件横截面一样大。
[0558]
所述置入件横截面在所述注射成型工具中进入并且尤其相互间隔开,从而所述工具置入件能够被优化地集成和保持。
[0559]
在变型方案中也可行的是,至少两个工具置入件直接地相互贴靠地定位。在此,尤其也可行的是,构造如下口部卫生单元,所述口部卫生单元搭接两个相邻的工具置入件。也就是说,所述口部卫生单元搭接相邻的工具置入件的触碰面。
[0560]
由此,例如所述口部卫生单元的空腔的第一部分处于第一工具置入件中,并且所述空腔的第二部分处于第二工具置入件中。所述口部卫生单元能够例如是薄片。
[0561]
以这种方式能够进一步提高在注射成型工具中关于刷毛区的设计方案的变化性。
[0562]
带有工具置入件的注射成型工具的模块化的构造允许身体护理刷设计有不同地构造的刷毛区。所述刷毛区能够通过不同地成形的刷毛部段和部段布置来相互区分。
[0563]
所述刷毛区或刷毛部段能够不仅通过不同的刷毛组件来相互区分而且通过不同的刷毛几何结构来相互区分,所述刷毛几何结构例如也包括所述刷毛长度和所述刷毛横截面以及所述刷毛端部的设计方案。此外,所述护理刷毛的数量也能够变化。这种变化能够在唯一的注射成型工具中实现。
[0564]
所述刷毛承载件的几何结构或基面尽管有不同地构造的刷毛区仍分别能够是相同的。
[0565]
如果所述承载件空腔通过单独的承载板来构造,那么能够设置成,带有不同的几何结构、如横截面轮廓的承载板也能够在模块化设计的意义下互相能更换地使用在所述注射成型工具中。由此,借助于注射成型工具能够制造带有不同的几何结构的承载体或头部部分。
[0566]
带有多个单个的工具置入件的注射成型工具的模块化的构造此外也在所述工具本身的制造方面具有优点。
[0567]
由此,所述注射成型工具的精细的刷毛通道的制造是技术上要求极其高的过程。相应地,在所述刷毛通道的制造方面也需要考虑到高的次品率。这意味着,所述刷毛通道能够具有由制造决定的缺陷,所述缺陷使得所述刷毛通道不适用于护理刷毛的注射。这能够例如是不期望的切除部,所述切除部使所述护理刷毛的脱模变得不可行。
[0568]
因此,有缺陷的刷毛空腔意味着,相应的带有多个完好的刷毛空腔的注射成型工具不能够被使用。这样的注射成型工具现在获得越多刷毛空腔,则有缺陷的刷毛空腔的危险越大。
[0569]
通过带有多个工具置入件的注射成型工具的模块化的构造使这个问题得以缓和。这因为在有缺陷的刷毛空腔的情况下涉及仅仅一个单个的工具置入件而不涉及整个注射成型工具。
[0570]
此外,所述工具承载体能够用于所述工具置入件的温度调节。由此,经由所述工具承载体能够将热引进或引离。
[0571]
为此,所述工具承载体尤其由特种钢、如amco钢构成。所述特种钢的突出之处在于其良好的导热能力。这允许经注射成型的主体的较有效的冷却及由此较快速的固化。多亏良好的导热能力,基于短的反应时间也能够较精确地控制冷却工艺。
[0572]
所述注射成型工具能够包含一个或多个、尤其是两个冷却回路,冷却液体在所述冷却回路中循环。由此,例如为了冷却所述工具置入件、也就是说所述护理刷毛能够设置有
单独的冷却回路。
[0573]
此外,所述冷却回路能够如下地设计,使得每个空腔能够单个地冷却。也就是说,对于每个空腔,冷却温度能够个别地且原则上无关于其它的空腔的冷却来调整。
[0574]
能够设置成,所述工具置入件面向所述承载件空腔的表面被抛光,从而在所述刷毛承载件上在所述护理刷毛之间构造有平滑的表面,所述表面克服牙膏残余的不期望的粘附。
[0575]
在制造所述护理刷毛时,当塑料质量缓慢地固化时,所述空腔的平滑的表面最优化地得到塑造。因此,工具壁的温度更确切地说设得(angesetzt)较高。
[0576]
如已经提到的那样,所述第一工具子置入件尤其是包含多个第一刷毛空腔,并且所述第二工具子置入件包含多个第二刷毛空腔。所述刷毛空腔的数量尤其相应于刷毛部段的被注射的护理刷毛的数量。
[0577]
所述被注射的护理刷毛的以及与此相应地还有在所述刷毛承载件侧的端部处的刷毛空腔的最大直径尤其为0.5至1mm、尤其是0.75mm至0.9mm。
[0578]
根据变型方案,所述护理刷毛的处于暴露的长度以其从所述刷毛承载件处的离开开始。在所述刷毛承载件处构造有刷毛基础部,在所述刷毛基础部处,所述被注射的护理刷毛整体式地与所述刷毛承载件连接。
[0579]
备选地,所述刷毛承载件也能够构造刷毛主干,从而所述刷毛基础部设计成伸出超过所述刷毛承载件的表面。这引起所述被注射的护理刷毛的处于暴露的长度以相对于所述刷毛承载件的表面的一距离才开始。所述距离能够为直到6mm。以这种方式能够同样调整所述被注射的护理刷毛的硬度/弹性。
[0580]
如果所述刷毛承载件是基体的头部部分的整体式部分,那么所述刷毛承载件尤其与所述基体或其头部部分一起注射。
[0581]
如果刷毛承载件和护理刷毛由不同的成分构成,那么所述刷毛承载件在第一步骤中被注射,并且所述护理刷毛在第二步骤中被注射。
[0582]
可能的是,在第三注射成型循环或步骤中还能够注射例如由软成分构成的功能元件、光学的元件或口部卫生单元。
[0583]
此外,另外的护理刷毛也能够在第三步骤中制造。这当这出于生产技术的原因没有其它是可能的时或当所述另外的护理刷毛由不同于所述第一护理刷毛的成分构成时是这种情况。
[0584]
如果所述刷毛承载件是之后置入到头部部分中的承载体,那么所述刷毛承载件与所述护理刷毛一起作为单独的产品部件来注射,并且在随后的工作步骤中与所述基体的头部部分引导到一起。
[0585]
在此,如所说明的那样可行的是,将所述承载体和所述护理刷毛在一个步骤中由一个成分制造。带有另外的成分的另外的注射成型步骤是可行的。除此之外也可行的是,首先注射所述承载体,并且在随后的注射成型步骤中将所述另外的成分如例如刷毛成分和口部卫生单元或软成分注射到所述承载体处。
[0586]
例如由软成分构成的口部卫生单元、如按摩元件或舌头清洁器能够在单独的步骤中注射。
[0587]
如果所述刷毛承载件是单独的承载体,那么能够将不同地实施的刷毛承载件或刷
头部与不同地实施的基体组合。
[0588]
刷头部的不同的实施方案尤其涉及不同地构造的刷毛区。
[0589]
由此,提高了身体护理刷的变化性,而在此制造方法没有过度消耗。然而,前提是,承载体和基体分别彼此兼容。
[0590]
如已经提到的那样,能够设置成,接着所述注射成型工艺在另外的工序中将另外的护理刷毛以传统的方式(冲压、aft等)施加到所述刷毛承载件上。这种施加能够根据实施类型到所述基体的构造所述刷毛承载件的头部部分上或到所述承载体上来进行。
[0591]
所述常规的护理刷毛的固定能够以不同的方式进行。
[0592]
例如能够应用无锚成簇(aft)方法。在所述aft方法(无锚成簇)中,所述常规的、柱状的或变尖的护理刷毛或所述刷毛束在没有锚的帮助下固定在所述承载体处。在此,所述成圆的护理刷毛成束地轮廓成型(profiliert),并且以其与自由的使用端部对置的端部引导穿过在所述刷毛承载件中的通路,从而使得所述刷毛束的端部区域伸出超过所述刷毛承载件的下侧或背侧。在所述护理刷毛的这个伸出超过所述承载体的背侧的端部区域处,所述护理刷毛通过熔化、粘接或焊接来固定。所述承载体接着以固定在其中的常规的护理刷毛固定在所述身体护理刷的头部部分的空隙中、例如通过超声焊接。在此,在所述头部部分中的空隙专门地与所述承载体的几何结构相匹配。除了所述常规的护理刷毛以外,所述身体护理刷的承载体或还有所述头部部分能够包含软弹性的按摩和清洁元件。
[0593]
例如能够应用所谓的ptt方法。在所述ptt方法中,所述常规的、柱状的或变尖的护理刷毛或所述刷毛束在没有锚的帮助下固定在所述承载体处。在此,所述成圆的或变尖的护理刷毛成束地轮廓成型,并且以其与自由的使用端部对置的端部引导穿过保持/挤压装置的通路。所述束接着分别在其如下端部处成束地熔化,所述端部最终被固定在所述承载体中。
[0594]
所述刷毛承载件与此并行地至少部分地加热到玻璃转变温度上。熔化的刷毛束然后借助于所述保持/挤压装置引入到在所述承载体中的盲孔或空隙中。所述刷毛束在压力的施加下通过所述保持/挤压装置固定在所述盲孔或空隙中。
[0595]
根据变型方案,所述常规的护理刷毛也能够在所述护理刷毛的注射成型之前或之后施加、尤其冲压到所述刷毛承载件上。
[0596]
在常规的冲压时,在所述承载体中或在所述基体中设计有盲孔,所述盲孔用于接纳所述刷毛束。在本方法中,所述常规的护理刷毛然后借助于锚小板冲压到所述刷毛孔中并由此固定在所述主体中。在此,在下面仍需要轮廓成型(轮廓的建立)和所述刷毛端部的成圆的步骤。
[0597]
如果附加地在所述刷头部中设置有常规的护理刷毛与被注射的护理刷毛的组合,那么此处也适用常规的刷毛栽植技术的限制。由此,必须遵循例如一定的刷毛孔深度和在所述刷毛孔之间的间距。由此,至少在所述刷毛区的相应的区域中没有使用或实现所述被注射的护理刷毛的优点。
[0598]
如果刷毛承载件和护理刷毛由相同的成分构成,那么刷毛承载件和护理刷毛在共同的注射成型循环或步骤中并且如所提到的那样也由相同的成分注射。可能地,在随后的注射成型循环或步骤中能够还注射例如由软成分构成的功能元件、光学的元件或口部卫生单元。
[0599]
为了在所述第一承载件成分与所述第二刷毛成分之间建立充分的连接,必要时必须提供约束几何结构。这当这两个成分不兼容、也就是说不能够相互连接或构造仅不充分的材料配合时是这种情况。
[0600]
约束几何结构能够尤其包括切除部。约束几何结构也能够构造为包容几何结构。由此,所述基体的部分能够通过所述刷毛成分来包容。
[0601]
此外也可行的是,提供如下几何结构,在所述几何结构的情况下,第一成分被第二成分完全地或部分地包容并由此构造约束。
[0602]
当多个彼此不兼容的成分被注射时,约束主题能够结合所述基体的制造以相同的方式来解决。
[0603]
如上面已经进一步提到的那样,用于制造被注射的护理刷毛的注射成型工具或所属于其的工具置入件的制造是非常消耗的,并因此是相应地昂贵的。
[0604]
现在已显示出,被注射的护理刷毛的制造由于较小的横截面或几何结构与带有具有较大的横截面或几何结构的把手部分的所属于其的基体的制造相比用时显著较少。原因一方面在于较长的注射成型时间,因为在较大的几何结构的情况下必须注射更多材料。另一方面,较大的几何结构或横截面具有较长的冷却时间。
[0605]
由此,例如用于被注射的刷毛区的制造的循环时间为约15s至20s(秒)。与此相对,带有把手部分的基体的制造以约40s而具有显著地较大的循环时间。由此,在制造时在相同的注射成型工具中,空腔针对带有小的循环时间的制造循环被良好地利用,而空腔针对带有长的循环时间的制造循环被差地利用。
[0606]
因此,根据本专利申请的另一个发明方面提出,在单独的方法步骤中借助于注射成型制造所述基体、尤其是由硬成分构成的基体和可能地由软成分构成的功能元件、以及带有所述刷毛承载件的护理刷毛。也就是说,所述护理刷毛与所述刷毛承载件一起一件式地在单独的注射成型步骤中制造。
[0607]
所述注射成型步骤尤其如下地相互无关,使得所述基体和带有刷毛承载件的护理刷毛能够在不同的循环时间中生产。
[0608]
在此,所述基体在与所述刷毛承载件和在所述刷毛承载件上布置的护理刷毛连接之前脱模。所述基体能够在所述护理刷毛被喷射之前完全地冷却。
[0609]
在护理刷毛在另外的注射成型步骤中被喷射之前,在所述基体的头部部分处能够已经喷射有一个或多个口部卫生单元。
[0610]
在制造由所述刷毛成分构成的被注射的护理刷毛时,多个成分能够在多个站或工作步骤中在多成分工具中被加工。在制造由所述刷毛成分构成的护理刷毛时,在所述头部部分处除了所述护理刷毛以外在另外的注射成型步骤中也能够在所述头部部分处喷射有口部卫生单元。此处,也能够使用多成分注射成型工具。
[0611]
所述口部卫生单元能够在所述护理刷毛注射成型之前被注射或也能够在单独的步骤中在所述护理刷毛注射成型之后被注射。这能够在相同的注射成型工具中或在单独的注射成型工具中进行。
[0612]
根据第一变型方案,所述基体在其制造之后被转移到另外的注射成型工具或另外的注射成型工具空腔中。所述基体尤其被移置或放入到所述注射成型工具中或到所述注射成型工具空腔中。
[0613]
在所述注射成型工具或注射成型工具空腔中,带有所述护理刷毛的刷毛承载件被注射成型到所述基体处、尤其是到其头部部分处。带有所述护理刷毛的刷毛承载件在这个步骤中经由材料配合和/或形状配合与所述基体连接。
[0614]
所述基体在这个制造步骤中不需要被完全地放入到所述另外的注射成型工具中。足够的是,例如仅仅所述头部部分和必要时还有所述颈部部分的部分被放入(所述颈部部分藉由所述刷毛承载件包围注射)。
[0615]
基体和带有护理刷毛的刷毛承载件在这个注射成型步骤之后被共同地脱模。
[0616]
所述基体和所述刷毛承载件能够经由形状配合和/或材料配合连接或其组合来连接。
[0617]
所述基体、尤其是其头部部分能够具有接口结构,所述接口结构与所述基体整体式地注射成型。所述接口结构能够设计成用于所述基体或头部部分藉由所述刷毛承载件的包围注射。所述接口结构尤其能够构造成用于所述头部部分从所述前侧面向所述背侧借助于所述刷毛成分的手指或条带形的包围注射。
[0618]
所述接口结构也能够包含用于所述刷毛承载件的形状配合的接纳的形状配合元件。形状配合元件能够含有切除部或缺口。
[0619]
所述接口结构尤其是标准化的,从而使得基体和带有护理刷毛的刷毛承载件的不同的组合是可行的。
[0620]
这样的组合能够例如是:
‑ꢀ
不同的把手部分与相同的刷毛承载件/刷毛区;
‑ꢀ
不同的刷毛承载件/刷毛区与相同的把手部分。
[0621]
这开启了在相对小的附加消耗的情况下针对身体护理刷的大的变型多样性。
[0622]
所述接口结构能够含有如下元件中的一个或多个元件:
‑ꢀ
定位支撑部位:在所述接口结构中尤其设置有由硬成分构成的定位支撑部位。所述定位支撑部位在最终产品中布置在表面处。所述定位支撑部位的目的是,所述定位支撑部位应使所述基体或所述头部部分在另外的成分的注射成型期间准确地界定地定位。由此,应例如避免所述头部部分被挤压到所述空腔壁处,并且最终使本来应被遮盖的硬成分在最终产品中可见。
[0623]
‑ꢀ
定位盲孔:所述定位盲孔用于使所述基体在所述空腔中准确地定位。
[0624]
‑ꢀ
缺口或备选地包容几何结构:所提及的几何结构是形状配合几何结构。所述形状配合几何结构应实现使得不连接的成分尽管如此仍保持在一起,也就是说所述刷毛区与所述基体保持连接。
[0625]
‑ꢀ
喷射点:所述喷射点集成在所述接口结构中。
[0626]
定位盲孔是如下盲孔,所述盲孔能够设计在所述接口几何结构中。所述定位盲孔用于使所述基体在放入到所述注射成型空腔中时准确地定位。
[0627]
此外,所述定位盲孔也能够在所述基体在两个注射成型空腔之间移置时作为保持或取向器件是重要的。
[0628]
为此,尤其是至少两个定位盲孔是必要的。在所述空腔闭合之前和期间将销移入到所述定位盲孔中。所述销在所述空腔闭合之后和在注入过程期间或之前又被拉出,因为所述主体在所述空腔闭合之后准确地定位并且通过所述基体的元件、如颈部部分或把手部
分保持在位置中。
[0629]
由此实现了:所述定位盲孔以刷毛材料来填充,并且没有孔出现在刷毛毯中。
[0630]
也可行的是,将切除部设计在所述定位盲孔或所述缺口中,所述切除部引起所述刷毛材料的更好的约束。
[0631]
通孔或缺口能够以不同的方式布置。
[0632]
如果所述头部部分在其前侧和/或背侧上包含加深部(如上面已经进一步描述的那样),那么通孔能够布置在加深部中。
[0633]
至少一个通孔能够布置在所述加深部的中间区段中。
[0634]“在中间区段中”应如下地理解,即在所述加深部中在所述至少一个通孔的多个侧上,塑料材料能够继续流动。所述塑料材料能够在所述加深部中横向于所述通孔的纵向轴线流动。
[0635]
至少一个通孔也能够布置在加深部的端部处。
[0636]“在所述端部处”应如下地理解,即所述塑料材料流动到所述加深部的“死胡同”中,其在其端部处设有通孔。
[0637]
从所述颈部部分到在带有所述护理刷毛的头部部分中的接纳床的过渡在所述前侧上尤其u形地设计。u形的设计方案用于赋予所述主体更好的稳定性,这与直线的形状设计相反。
[0638]
在所述头部部分中也能够设置有至少一个缺口或盲孔,所述缺口或所述盲孔具有至少一个切除部。
[0639]
也能够设置有多个缺口和/或盲孔,其纵向轴线以大于0
°
(角度)、尤其是大于5
°
的角度彼此伸延。由此,同样实现约束。所述缺口或盲孔处于彼此相邻地越近,则所述约束越大。
[0640]
根据本发明的改进方案,至少一个喷射点如下地布置在所述基体上,使得在所述塑料注入到所述注射成型工具的空腔中时,所述塑料不是直接地、也就是说以直线注射到所述注射成型工具的刷毛通道或刷毛空腔中。
[0641]
液态的塑料能够在所述至少一个喷射点与所述刷毛空腔之间通过所述空腔的元件至少一次地转向或偏转。
[0642]
液态的塑料能够在所述至少一个喷射点与所述刷毛空腔之间通过所述基体或所述头部部分的元件至少一次地转向或偏转。
[0643]
所述元件能够例如是所述空腔或所述基体或头部部分的壁部。
[0644]
也就是说,所述塑料材料在至少一个转向或偏转之后才流动到所述刷毛空腔中。
[0645]
所述至少一个喷射点和相应地还有所属于其的注入喷嘴或所述分配通道(也就是说,所涉及的开口)能够布置在从所述颈部部分到所述头部部分的过渡中。
[0646]
所述至少一个喷射点能够在所述基体、尤其是所述头部或颈部部分的背侧、也就是说与所述刷毛区对置的侧上布置。
[0647]
相应地,所述注射成型工具的所属于其的注入喷嘴或起引进作用的分配通道也面向放入到所述工具空腔中的基体、尤其是所述头部或颈部部分的背侧布置。
[0648]
所述基体能够包含通孔,所述通孔使所述护理刷毛的塑料的至少一部分从所述至少一个喷射点处或从所属于其的注入喷嘴或分配通道处通过所述基体导向或引导到所述
前侧上。以这种方式实现至少一个转向或偏转。
[0649]
所述通孔能够布置在从所述颈部部分到所述头部部分的过渡中。
[0650]
所述至少一个喷射点或所属于其的注入喷嘴或分配通道和所述通孔尤其朝彼此取向或相互相对应。
[0651]
多亏上面所描述的所注入的刷毛成分的转向或偏转,注入压力能够在所述刷毛成分进入到所述刷毛空腔中之前减少。这引起改善的流动和填充特性。
[0652]
根据本发明的改进方案,所述注射成型工具的注入喷嘴如下地设计,使得在所述注入喷嘴与所述空腔之间的间距、也就是说所述液态的塑料的流动路程在没有主动加热的情况下是在1mm与4mm之间、优选在1.5mm与3mm之间。由此能够实现:所述材料成分在注射成型过程中在循环期间到达如下强度,所述强度是这样的,即所述材料不会在所述注入喷嘴或所述注入喷嘴的针处挂住。
[0653]
如下过渡部位尤其能够布置在所述颈部部分中,所述过渡部位呈现用于制造带有接口结构的头部部分的工具置入件相对于包括用于制造所述把手部分的空腔的子工具的分开部。由此实现所述注射成型工具的优化的密封。
[0654]
由此,所述接口结构能够出于生产技术的原因尤其从所述头部部分构造直到所述颈部部分中。所述接口结构由此除了所述头部部分以外还包括所述颈部部分的至少一个区段。
[0655]
所述头部部分的接口结构尤其由硬成分制造。尽管如此,与软成分的组合仍是可行的(尤其是当例如应已经与所述基体成形有另外的功能性的元件、如例如在所述刷毛区中的由软成分构成的薄片或由软成分构成的舌头清洁器时)。尤其是当应制造由一个成分构成的刷毛区时,提供的是,已经在所述基体处实现另外的元件。
[0656]
根据第二变型方案,所述基体、尤其是其头部部分在其脱模之后与已经制造的、也就是说注射成型的带有护理刷毛的刷毛承载件连接。
[0657]
在此,所述刷毛承载件构造为承载体,所述承载体接着注射成型在单独的连接步骤中与所述基体、尤其是其头部部分连接。
[0658]
在所述承载体与所述基体、尤其是其头部部分连接之前,在所述基体的头部部分处能够已经喷射有一个或多个口部卫生单元。
[0659]
在由刷毛成分构成的被注射的护理刷毛的制造步骤中,多个成分能够在多个站或工作步骤中在多成分工具中在所述承载体处被喷射。在由刷毛成分构成的护理刷毛的制造步骤中,在所述承载体处除了所述护理刷毛以外在另外的步骤中也能够在所述承载体处喷射有口部卫生单元。此处也使用多成分注射成型工具。
[0660]
不仅所述基体而且带有护理刷毛的刷毛承载件在连接步骤之前尤其从所述注射成型工具中脱模。
[0661]
所述基体和所述承载体能够经由形状配合、力配合或材料配合连接或多个连接类型的组合来相互连接。形状配合连接能够是卡夹或搭扣连接。材料配合连接能够是焊接连接。所述焊接连接能够借助于超声来建立。
[0662]
由此,所述刷头部由被注射的头部部分和单独地被注射的带有护理刷毛的刷毛承载件组合而成。
[0663]
所述基体的成分和带有护理刷毛的刷毛承载件的成分尤其是不同的。
[0664]
根据当前的本发明方面的基体尤其包含把手部分,所述把手部分尤其经由颈部部分与所述头部部分连接。
[0665]
所述基体、尤其是其头部部分能够具有接口结构,所述接口结构与所述基体整体式地注射成型。所述接口结构设计成用于将所述承载体或刷毛承载件与所述基体或其头部部分连接。所述接口结构尤其包含如上面所描述的约束几何结构。
[0666]
所述接口结构能够包括用于接纳所述承载体或刷毛承载件的接纳部或接纳床。
[0667]
所述接口结构能够包含用于所述承载体或刷毛承载件的形状配合的接纳的形状配合元件。形状配合元件能够含有切除部或缺口。
[0668]
所述接口结构尤其是标椎化的,从而使得基体和带有护理刷毛的刷毛承载件的不同的组合是可行的。
[0669]
这样的组合能够例如是:
‑ꢀ
不同的把手部分与相同的刷毛承载件/刷毛区;
‑ꢀ
不同的刷毛承载件/刷毛区与相同的把手部分。
[0670]
这开启了在相对小的附加消耗的情况下针对身体护理刷的大的变型多样性。
[0671]
所述接口结构如已经提到的那样尤其是在所述头部部分中布置。
[0672]
所提及的形状配合元件不仅能够被应用到第一变型方案上而且能够被应用到第二变型方案上。根据第一变型方案,所述形状配合元件用作为约束几何结构,所述约束几何结构以所述刷毛承载件的成分包围注射并由此构造形状配合连接。
[0673]
所述刷毛承载件能够同样具有接口结构,所述接口结构一件式地与所述刷毛承载件注射成型。
[0674]
所述基体和带有所述护理刷毛的刷毛承载件尤其是在单独的注射成型工具或注射成型工具空腔中制造。其尤其相互无关地运行。
[0675]
在所述注射成型工具中能实现的变化性尤其在于,在所述身体护理刷的头部部分中必须专门设计一定的区域。例如,用于构造所述头部部分的工具置入件设计成能替换的,从而能够实现所述刷头部的不同的形状。
[0676]
由此,不同的变型方案能够得以实现:
‑ꢀ
用于根据上面的变型方案1的被注射的刷毛区的模腔
‑ꢀ
用于根据上面的变型方案2的被注射的刷毛区的模腔
‑ꢀ
用于aft刷毛区(能够相应于前面的变型方案)的模腔
‑ꢀ
用于锚冲压的刷毛区的模腔。
[0677]
另一本发明方面在这上下文中涉及注射成型工具。另一本发明方面在这上下文中涉及用于制造用于身体护理刷的基体的注射成型工具。所述注射成型工具包括带有用于构造所述基体的把手部分的工具空腔的第一子工具和构造为工具置入件的用于构造所述基体的头部部分的第二子工具。所述工具置入件能够与所述第一子工具分隔开。
[0678]
所述工具置入件尤其包括子模腔。
[0679]
在这两个子工具之间的分开部尤其布置在待制造的基体的颈部部分中。
[0680]
本发明这方面的改进方案包括带有前面提及的注射成型工具的注射成型工具结构套件,包含多个用于所述头部部分的注射成型的工具置入件。
[0681]
所述工具置入件尤其具有相同的置入件横截面、然而不同的头部子空腔,从而通
过更换工具置入件能够在相同的注射成型工具中制造带有相同的把手部分然而不同的头部部分的基体。所述头部部分能够由此尤其构造不同的接口结构。
[0682]
带有护理刷毛的刷毛承载件和所述基体的无关的制造允许相比于一定数量的带有相应的用于制造所述基体的空腔的工具构件使用较少数量的带有相应的用于制造所述刷毛区的空腔的工具构件。这种在工具生产能力(werkzeugkapazit
ä
ten)方面的不平衡性藉由由制造决定地不同的循环时间来补偿。也就是说,虽然为了制造所述刷毛区存在有较小的工具生产能力,但是能够通过较小的循环时间来实现刷毛区和基体的相同的产出。
[0683]
由此,例如带有40s的循环时间的16重基体工具具有和带有20s的循环时间的8重刷毛承载件工具相同的产出。
[0684]
这两个工艺步骤的拆开也带来关于工艺稳定性的优点。由此,所述护理刷毛的制造在特有的工艺范围内发生,在所述工艺范围内使用较小的注射成型工具。这使所述注射成型工具的操作以及维护变得简单。这在如下范围内是重要的,即所述被注射的护理刷毛的制造是比所述基体的制造显著要求更高且更易受干扰的工艺。
[0685]
此外,刷毛区和基体的分开的制造允许这两个制造步骤的循环时间的独立的优化,而不必使这两个制造步骤的循环时间彼此相协调。
[0686]
然而,根据改进方案,这两个工艺流程在工艺技术上相互连结。由此,能够设置有转移机构,所述转移机构使所述基体与所述刷毛承载件引导到一起。这种引导到一起能够是所述基体转移到另外的注射成型工具中,在所述另外的注射成型工具中,带有所述护理刷毛的刷毛承载件注射成型。所述引导到一起也能够是已经注射成型的基体和已经注射成型的带有护理刷毛的刷毛承载件为了建立所述连接的目的的聚集。
[0687]
尤其当基体、带有护理刷毛的刷毛承载件及由此所述身体护理刷在线地(inline)制造时,设置有这样的概念设计。可能能够设置有缓冲机构,所述缓冲机构对所制造的基体进行缓冲直到进一步加工。
[0688]
因为所述基体的转移于在线运行中是自动化的,所以所述在线运行尽管有独立的循环时间仍需要在各个制造步骤之间的材料流动的协调。这能够经由上级的设备控制来发生。
[0689]
然而,也能够设置成,这两个制造步骤相互无关地、尤其是离线地运行。也就是说,所制造的基体没有立刻被进一步加工成身体护理刷。另外的制造步骤能够在时间上和在地点上任意地处于彼此偏离。然而相应地,必须存放所述基体。这个方法尤其是当不同的刷头部应与相同的基体组合时得以运用。
[0690]
所属于其的注射成型设备能够是单成分、双成分或完全一般地多成分注射成型设备。
[0691]
原则上,结合上面所描述的方法在集成的或附加的单独的注射成型步骤中能够注射有另外的功能元件或口部卫生单元。此外,另外的方法步骤同样是可行的。
[0692]
如果所述身体护理刷在一工具中制造,那么尤其是带有相应的转移机构的注射成型设备的在下面举出的示例是适合的。
[0693]
用于制造身体护理刷的注射成型设备通常能够包括多个、尤其是四个站。在此,所述身体护理刷借助于转移机构在各个站之间转移、尤其是移置。为此,所述身体护理刷尤其能够保持在所述基体、如颈部或把手部分处。
[0694]
由此,在第一站处所述基体能够由第一成分注射而成。在第二和第三站处能够注射另外的成分,所述另外的成分例如在所述基体处构造功能元件或光学的元件。此外,由所述第二成分也能够注射口部卫生成分。所述成分能够是软成分。
[0695]
此外,在所述第二或第三站处注射所述护理刷毛。
[0696]
所述第二站尤其也能够设计为冷却站。也就是说,已经出现的主体在所述站中不是进一步加工,而是主动或被动冷却。就此而言,主动冷却意即例如经由通风机构或其它的冷却机构。被动冷却意即,所述主体通过周围环境空气来冷却。
[0697]
相应地,在所述第三站中又进行注射成型步骤。
[0698]
原则上,多个成分也能够在一个循环中、也就是说在一个站处加工。然而这引起相应的在所述注射成型工具中的所属的空心空间与放入的基体相互完全分开。
[0699]
在第四站处,所述身体护理刷被脱模。
[0700]
所述注射成型设备能够包括直升机式工具。所述直升机式工具的突出之处在于,各个站处于一工具平面中。塑料部件或坯料的移置借助于移置机器人进行,所述移置机器人构造一类转子叶。在所述转子叶上构造有空腔。所述坯料保持在于所述转子叶上的空腔中,并且在移置时以这种方式运动到下一站。为此,所述转子叶围绕转子轴线旋转。
[0701]
所述注射成型设备尤其如下地构建,使得转子叶相应布置在所述注射成型工具外部,并由此能够并行于注射成型工艺取出完成的部件。
[0702]
这样的注射成型设备例如在公开文献ep 1 088 641中描述。
[0703]
所述注射成型设备也能够包括立方体工具。所述立方体工具的突出之处在于,所述立方体工具具有四个在多个平面中布置的站。在每个站中施加不同的方法步骤。在此,所述站的平面竖直地取向。
[0704]
公开文献de 101 21 691例如描述带有链式牵拉机构(kettenzug)的立方体工具。公开文献wo 2007/082394、ep 1 782 936和wo 2007/085063分别描述带有转移系统的立方体工具。
[0705]
所述护理刷毛连同刷毛承载件能够在一个步骤中由一个成分制造。
[0706]
如上面已经进一步提到的那样,所述护理刷毛也能够在多个步骤或注射成型循环中由多个成分、尤其是由两个成分制造。
[0707]
由此,例如所述(刷毛)承载件空腔能够在第一步骤中不完全地以第一成分来填充,其中,在第二步骤中,所述承载件空腔以所述第二成分来填充。由此,例如在第一步骤中,所述承载件空腔的芯能够以第一成分来注射。在第二步骤中,围绕所述芯注射由第二成分构成的护套。
[0708]
也能够设置成,在第一步骤中仅仅将一定的刷毛空腔以第一成分来填充,并且另外的刷毛空腔在随后的步骤中才以第二成分来填充。
[0709]
所述刷毛空腔以一成分的选择性的填充能够例如通过刷毛空腔的封闭来发生。此外,也可行的是,所述刷毛空腔的仅仅一定的引进通道在所述承载件空腔中以一成分来装料。
[0710]
也能够设置成,不同的成分经由不同的喷射点同时注射。由此,能够在所述刷毛区中实现专门的颜色变化。由此尤其能够注射双色的护理刷毛。
[0711]
能够设置成,用于可追溯性的信息、如例如生产批次的日期编码或识别编码在注
射成型期间被施加到所述身体护理刷上、例如施加到所述基体上。所述编码能够是数字。
[0712]
所述编码尤其并行于注射成型或在冷却期间、在所述空腔再被打开之前被施加。所述编码尤其被施加在所述把手或颈部部分的区域中。
[0713]
如果所述护理刷毛在单独的注射成型工具中制造,那么所述把手部分和可能部分地还有所述颈部部分没有被放入到配合准确的模或空腔中。所述部分相应地是可触及的。压印装置现在能够例如通过移出将所述日期编码压印到所述把手或颈部部分中。这优选在所述身体护理刷的背侧上、也就是说在与所述刷毛区相对的侧上发生。为此,能够有必要的是,支撑所述把手或颈部部分,从而使得用于压印的压力能够施加到所述把手或颈部部分上。
[0714]
根据改进方案,所述注射成型工具或待制造的身体护理刷、尤其是牙刷如下地设计,使得在第一步骤中所述基体得到注射。所述基体被移置到另外的空腔中。在这之后,一个或多个、如两个另外的成分并行地注射成型。在此,要求是,所述基体与所述第二空腔一起如下地设计,使得在放入到所述空腔中的基体的情况下构造有多个相互分开的空心空间。
[0715]
由此,所述空心空间能够经由单独的注入喷嘴或经由分配通道并行地以塑料材料来填充。“并行”意味着在相同的注射成型循环中在相同的空腔中没有移置并且尤其也同时。以这种方式,例如身体护理刷、尤其是牙刷能够由多个、尤其是三个成分在两个步骤中或在两个空腔中制造。
[0716]
根据改进方案,为了移置所述基体可行的是,使所述基体在所述把手部分中配备有一定的切除部,所述切除部允许在所述注射成型工具的不同的空腔之间的移置。优选地,这样的几何结构在所述身体护理刷、尤其是所述牙刷的背侧上成形,优选更确切地说离自由端部区域较近地成形。
[0717]
所述身体护理刷、尤其是所述牙刷能够例如由四个成分构成。
[0718]
由此,所述基体能够包括由硬成分、如苯乙烯聚合产物(例如苯乙烯丙烯腈(san))构成的基本元件。所述基体的把手部分现在能够由所述基本元件以及由作为第二成分的聚烯烃、如聚丙烯(pp)构成的构建部件构建。所述构建部件例如不与所述基本元件连接,而是经由形状配合或力配合与所述基本元件连接。
[0719]
此外,软成分、如热塑性的弹性体(tpe)能够作为第三成分集成到所述把手部分和/或所述颈部部分和/或所述头部部分或所述刷毛区的部分中。
[0720]
用于所述刷毛的成型(ausformung)的刷毛成分能够集成作为第四成分。
[0721]
能够设置成,全部造型的步骤(包括所述身体护理刷的包装的制造)经由注射成型方法来进行。也就是说,所述包装同样被注射。
[0722]
由此,所述包装能够例如作为外壳来注射并且在随后的工作步骤中被拉到待包装的身体护理刷上。如果所述包装外壳由软成分构成,那么所述包装外壳能够被翻卷(gest
ü
lpt)到所述身体护理刷上。如果所述包装由硬成分构成,那么所述包装能够被折叠到所述身体护理刷上。
[0723]
也可行的是,将所述包装在一个步骤中作为覆层注射到所述身体护理刷上。为此,所述刷头部能够支承在凝胶状的保护质量中,所述保护质量不与所述护理刷毛以及可能的口部卫生单元连接。同样能够被注射的凝胶状的保护质量或者直接地用作为最终包装或者
所述凝胶状的保护质量能够例如在注射成型方法中以另外的塑料成分进行上方注射。在此,所述保护质量能够在包装使用之前又被移除、例如通过洗去来移除。
附图说明
[0724]
在下面根据在附上的图中示出的特别的实施方式更详细地阐述本发明主题。分别示意性地:图1a:从斜上方示出带有被注射的护理刷毛的牙刷的透视图;图1b:从斜下方示出根据图1a的牙刷的透视图;图2a:示出根据第一实施方式的牙刷的刷头部的前方的区域的透视图;图2b:示出根据图2a的刷头部的前方的区域的俯视图;图3a:示出根据第二实施方式的牙刷的刷头部的前方的区域的透视图;图3b:示出根据图3a的刷头部的前方的区域的俯视图;图4a:示出根据第三实施方式的牙刷的刷头部的前方的区域的透视图;图4b:示出根据图4a的刷头部的前方的区域的俯视图;图5a:示出根据第四实施方式的牙刷的刷头部的前方的区域的透视图;图5b:示出根据图5a的刷头部的前方的区域的俯视图;图6a:示出根据第五实施方式的牙刷的刷头部的前方的区域的透视图;图6b:示出根据图6a的刷头部的前方的区域的侧视图;图6c:示出根据图6a的刷头部的前方的区域的俯视图;图7a:示出根据第一实施方式的被注射的护理刷毛的透视图;图7b:示出根据图7a的护理刷毛沿着其纵向中间平面的横截面视图;图8a:示出根据第二实施方式的被注射的护理刷毛的透视图;图8b:示出根据图8a的护理刷毛沿着其纵向中间平面的横截面视图;图9a:示出根据第三实施方式的被注射的护理刷毛的透视图;图9b:示出根据图9a的护理刷毛沿着其纵向中间平面的横截面视图;图10a:示出根据第四实施方式的被注射的护理刷毛的透视图;图10b:示出根据图10a的护理刷毛沿着其纵向中间平面的横截面视图;图11a:示出根据第五实施方式的被注射的护理刷毛的透视图;图11b:示出根据图11a的护理刷毛沿着其纵向中间平面的横截面视图;图12a:示出根据第六实施方式的被注射的护理刷毛的透视图;图12b:示出根据图12a的护理刷毛沿着其纵向中间平面的横截面视图;图13a:示出根据第七实施方式的被注射的护理刷毛的透视图;图13b:示出根据图13a的护理刷毛沿着其纵向中间平面的横截面视图;图14a:示出根据第八实施方式的被注射的护理刷毛的透视图;图14b:示出根据图14a的护理刷毛沿着其纵向中间平面的横截面视图;图15.1
‑
15.22:示出用于构造牙刷的刷毛区的刷毛部段的不同的实施方式的俯视图;图16.1
‑
16.12:示出刷头部的不同的实施方式的俯视图;图17a:示出根据另外的实施方式的刷头部的俯视图;
图17b:示出根据图17a的刷头部的侧视图;图18a:示出根据另外的实施方式的刷头部的俯视图;图18b:示出根据图18a的刷头部的侧视图;图19a:示出根据另外的实施方式的刷头部的俯视图;图19b:示出根据图19a的刷头部的侧视图;图19c:示出根据图19a的刷头部穿过所述护理刷毛和按摩/清洁元件的横截面视图;图20a:示出根据另外的实施方式的牙刷的基体的透视图;图20b:示出带有刷毛栽植的用于根据图20a的基体的承载体的俯视图;图20c:示出牙刷的由根据图20a的基体和根据图20b的带有刷毛栽植的承载体组合而成的刷头部的透视图;图21a:示出根据另外的实施方式的牙刷的刷头部的透视图;图21b:示出根据图21a的刷头部的俯视图;图22:示出根据另外的实施方式的牙刷的刷头部的前方的区域的透视图;图23a:示出根据另外的实施方式的牙刷的刷头部的俯视图;图23b:示出根据图23a的刷头部的侧视图;图24a:示出根据另外的实施方式的牙刷的刷头部的透视图;图24b:示出根据图24a的刷头部的横截面视图;图25:示出根据另外的实施方式的牙刷的刷头部的横截面视图;图26a:从斜上方示出根据另外的实施方式的牙刷的刷头部的透视图;图26b:从斜下方示出根据图26a的刷头部的透视图;图27a:示出在所述头部部分区域中穿过根据另外的实施方式的牙刷的基体的纵截面视图;图27b:示出穿过根据图27a的带有斜置的头部端部刷毛区的基体的纵截面视图;图27c:示出带有根据图27a的基体和根据图27b的斜置的头部端部刷毛区以及另外的刷毛区元件的刷头部的侧视图;图27d:从斜上方示出根据图27c的刷头部的透视图;图28:示出工艺流程;图29:示出在带有不同的护理刷毛固定可行方案的牙刷的制造方面的组合可行方案的图示;图30a:从背侧示出带有用于牙齿护理刷毛的喷射的接口结构的牙刷的基体的透视图;图30b:从前侧示出根据图30a的基体的透视图;图30c:从前侧示出带有根据图30a和30b的基体的牙刷的透视图,所述基体带有被注射的牙齿护理刷毛;图30d:从背侧示出根据图30c的牙刷的透视图;图31a:从背侧示出带有用于带有牙齿护理刷毛的承载小板的安置的接口结构的牙刷的基体的透视图;图31b:从前侧示出根据图31a的基体的透视图;
图31c:从背侧示出带有根据图31a和31b的基体的牙刷的透视图,所述基体带有安置的承载小板,所述承载小板带有在aft方法中固定的牙齿护理刷毛;图31d:从前侧示出根据图31c的牙刷的透视图;图32a:从前侧示出带有用于在锚冲压方法中牙齿护理刷毛的安置的接口结构的牙刷的基体的透视图;图32b:从背侧示出根据图32a的牙刷的透视图;图32c:从前侧示出带有根据图32a和32b的基体的牙刷的透视图,所述基体带有在锚冲压方法中安置的牙齿护理刷毛;图32d:从背侧示出源自图32c的牙刷的透视图;图33a:示出朝根据另外的实施方式的牙刷的基体的俯视图;图33b:示出根据图33a的基体的侧视图;图33c:示出朝根据图33a的基体的背侧的俯视图;图33d:示出沿着线d
‑
d穿过根据图33a的基体的纵截面;图33e:示出沿着线e
‑
e穿过根据图33a的基体的刷头部的第一横截面;图33f:示出沿着线f
‑
f穿过根据图33a的基体的刷头部的第二横截面;图34a:示出朝带有根据图33a的基体的牙刷的俯视图;图34b:示出朝根据图34a的牙刷的侧视图;图34c:示出朝根据图34a的牙刷的背侧的俯视图;图34d:示出沿着线d
‑
d穿过根据图34a的牙刷的纵截面;图34e:示出沿着线e
‑
e穿过根据图34a的牙刷的刷头部的第一横截面;图34f:示出沿着线f
‑
f穿过根据图34a的牙刷的刷头部的第二横截面。
具体实施方式
[0725]
本发明不局限于在图中示出的实施方式或设计变型方案。原则上,在图中相同的部件设有相同的附图标记。
[0726]
在下面示出的牙刷的实施方式的突出之处在于,至少一部分、尤其是全部牙齿清洁刷毛是被注射的。
[0727]
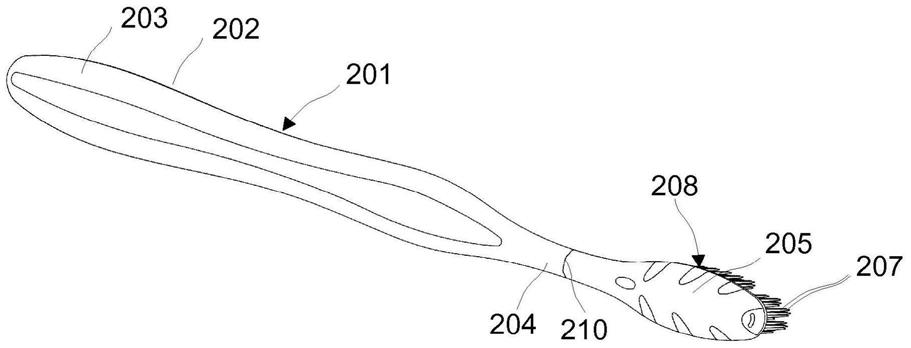
在图1a和1b中示出的牙刷1包括基体2,所述基体带有把手部分3、头部部分5和将所述头部部分5与所述把手部分3连接的颈部部分4。
[0728]
所述把手部分3相应于所述牙刷1的构造后方的端部区段的部分,并且在所述部分处,所述牙刷1以手来保持。
[0729]
所述把手部分3由硬成分构成。此外,所述把手部分3在其前侧上构造带有大拇指支承部的第一把手区101以及与所述第一把手区101对置的第二把手区102。这两个把手区101、102岛形地设计。这两个把手区101、102由另外的成分构成,所述另外的成分例如能够是软成分。
[0730]
所述头部部分5相应于所述牙刷1的前方的端部区段,在所述前方的端部区段处布置有牙齿清洁刷毛7。所述牙刷1的这种端部被称为刷头部13。所述头部部分5尤其蛋形地构造。所述头部部分5构造前侧和与所述前侧对置的背侧。所述牙齿清洁刷毛7在所述头部部分5的前侧上布置。
[0731]
所述牙刷1的前方的和后方的端部区段彼此相反地布置。
[0732]
所述颈部部分4尤其呈现在头部部分5与把手部分3之间的过渡区段。所述颈部部分4的直径相对于所述把手部分3和所述头部部分5尤其减少。也就是说,所述颈部部分4构造在头部部分5与把手部分3之间的横截面变窄部或变细部。
[0733]
在所述头部部分5的前侧上的被注射的牙齿清洁刷毛7构造刷毛区6。头部部分5和刷毛区6构造所述牙刷1的刷头部13。
[0734]
所述刷头部13从所述牙刷1的前侧直到其背侧中构造如下区段,所述区段由如下刷毛成分构成,所述牙齿清洁刷毛7也由所述刷毛成分注射。所述区段手指形地围绕所述刷头部的侧地面向所述背侧引导。
[0735]
在所述背侧上在由所述刷毛成分构成的手指形的区段之间,所述头部部分5构造支撑区段104,所述支撑区段尤其由硬成分构成。
[0736]
此外,所述刷毛成分的喷射点103也处于所述背侧上。
[0737]
所述喷射点103如下地布置在所述牙刷1上,使得在将所述塑料注入到所述注射成型工具的空腔中时,所述塑料不是直接地也就是说以直线注射到所述刷毛空腔中。也就是说,所述液态的塑料在其流动到所述刷毛空腔中之前例如首先触碰其它的元件或壁部。
[0738]
为了定向,也说明所述牙刷1的纵向轴线l。
[0739]
图2a、2b;3a、3b;4a、4b;5a、5b和6a、6b、6c示出牙齿清洁刷毛7.1
‑
7.5的不同的实施方式,所述牙齿清洁刷毛基本上通过不同的刷毛横截面相互区分。所示出的分别是所述刷毛区的一部分。所述牙齿清洁刷毛7.1
‑
7.5在图中示意性地在头部部分5上示出。图2b;3b;4b;5b和6c分别以俯视图示出所述牙齿清洁刷毛7.1
‑
7.5。能够良好地看到的是,在俯视图中所述牙齿清洁刷毛7.1
‑
7.5沿所述牙齿清洁刷毛的纵向方向的锥状的构造,所述锥状的构造对于从所述注射成型工具中脱模而言是需要的。
[0740]
根据图2a和2b的牙齿清洁刷毛7.1具有蛋形的横截面。所述牙齿清洁刷毛7.1构造实心横截面。然而,所述牙齿清洁刷毛7.1也能够空心地构造、也就是说是管形的。通过所述牙齿清洁刷毛7.1构造的刷毛区包含分别带有四个牙齿清洁刷毛7.1的刷毛部段。
[0741]
根据图3a和3b的牙齿清洁刷毛7.2具有圆圈形的横截面。所述牙齿清洁刷毛7.2空心地构造、也就是说是管形的。然而,所述牙齿清洁刷毛7.2能够也构造实心横截面。
[0742]
根据图4a和4b的牙齿清洁刷毛7.3具有菱形的横截面。所述牙齿清洁刷毛7.3构造实心横截面。然而,所述牙齿清洁刷毛7.3也能够空心地构造、也就是说是管形的。通过所述牙齿清洁刷毛7.3构造的刷毛区包含分别带有四个牙齿清洁刷毛7.3的刷毛部段。
[0743]
根据图5a和5b的牙齿清洁刷毛7.4具有十字形的或星形的横截面。所述牙齿清洁刷毛7.4构造实心横截面。然而,所述牙齿清洁刷毛7.4也能够空心地构造、也就是说是管形的。
[0744]
根据图6a、6b和6c的牙齿清洁刷毛7.5具有圆圈形的横截面,所述横截面面向所述自由刷毛端部锥状地变细。所述牙齿清洁刷毛7.5构造实心横截面。然而,所述牙齿清洁刷毛7.5也能够空心地构造、也就是说是管形的。一组七个牙齿清洁刷毛7.5分别面向所述头部部分5经由刷毛主干8联合成刷毛束,这同时相应于刷毛部段。
[0745]
图7a、7b;8a、8b;9a、9b;10a、10b;11a、11b;12a、12b;13a、13b;14a、14b示出带有不同地设计的刷毛端部区段的牙齿清洁刷毛10.1
‑
10.8的不同的实施方式。
[0746]
根据图7a、7b和8a、8b的刷毛端部区段成圆地构造。根据按照图7a和7b的实施方式的圆部9.1相应于球冠或半球。根据按照图8a和8b的实施方式的圆部9.2是子弹形的或变尖的。
[0747]
根据图9a和9b的刷毛端部区段同样是成圆的。然而,在所述刷毛端部中带入中央的加深部9.3,所述加深部被闭合地环绕的刷毛边缘限制。
[0748]
根据图10a和10b的刷毛端部区段成沟槽/成波浪地构造并且具有相交替的细长的加深部9.4和突起部。
[0749]
根据图11a和11b的刷毛端部区段类似于图7a和7b成圆地构造。围绕所述成圆的端部区段的整个周缘布置有多个径向地引导离开所述刷毛端部(或所述刷毛纵向轴线)的沟槽9.5。所述沟槽9.5在所述成圆的刷毛端部区段上面向所述刷毛端部相应地星状地朝彼此收尾。
[0750]
根据图12a和12b的刷毛端部区段同样类似于图7a和7b成圆地构造。围绕所述成圆的端部区段的整个周缘布置有多个碗状的加深部(酒窝/微凹口)9.6。
[0751]
根据图13a和13b的刷毛端部区段面向所述刷毛端部9.7成扁平。然而,到所述成扁平部中的过渡是成圆的。
[0752]
根据图14a和14b的刷毛端部区段面向所述刷毛端部在所述刷毛端部中的刷毛端部区段以成扁平部终止之前具有蘑菇形的加宽部9.8。所述刷毛端部区段能够例如由护理刷毛成形,所述护理刷毛在初始形状方面具有根据图7a、7b或13a、13b的刷毛端部区段。通过加热和接着压缩所述刷毛端部区段来取得根据图14a、14b的蘑菇形的加宽部。
[0753]
图15.1至15.22以俯视图示出刷毛空腔部段置入件的不同的实施方式。所述刷毛空腔部段置入件的突出之处尤其在于,所述刷毛空腔部段置入件分别包含多个用于牙齿清洁刷毛12.1
‑
12.22的空腔。
[0754]
根据图15.1至15.22所示出的刷毛空腔部段置入件以倒置的(inversen)考虑方式呈现刷毛区的各个刷毛部段。相应地,根据图15.1至15.22的用于牙齿清洁刷毛12.1
‑
12.22的空腔以倒置的考虑方式呈现刷毛部段的各个刷毛。
[0755]
图15.1示出圆形的刷毛空腔部段置入件11.1。这种部段形状也在冲压的、常规的护理刷毛的情况下出现。
[0756]
图15.2至15.4示出不同大小的环分段形的刷毛空腔部段置入件11.2
‑
11.4的不同的实施方式。根据图15.2的刷毛空腔部段置入件11.2是三排的,而根据图15.3和15.4的刷毛空腔部段置入件11.3和11.4仅仅是两排的。
[0757]
环分段形的刷毛空腔部段置入件11.2
‑
11.4能够例如组合成环形的、波浪形的或曲线形的刷毛图案。
[0758]
图15.5示出菱形的刷毛空腔部段置入件11.5。
[0759]
图15.6以及15.15
‑
15.18示出矩形的刷毛空腔部段置入件11.6、11.15
‑
11.18。
[0760]
图15.7示出三角形的刷毛空腔部段置入件11.7。
[0761]
图15.8示出略圆的刷毛空腔部段置入件11.8。
[0762]
图15.9示出环形的刷毛空腔部段置入件11.9。所述环形的刷毛空腔部段置入件11.9在中央构造部段自由空间36。
[0763]
图15.10示出星形的刷毛空腔部段置入件11.10。
[0764]
图15.11和15.14示出截棱锥形或梯形的刷毛空腔部段置入件11.11、11.14的不同的实施方式。
[0765]
图15.12和15.13示出刷毛空腔部段置入件11.12、11.13的另外的特别的实施方式,所述刷毛空腔部段置入件分别具有带有尖的矩形端部的矩形的基本形状。
[0766]
图15.19示出t形的刷毛空腔部段置入件11.19。
[0767]
图15.20示出箭头形的刷毛空腔部段置入件11.20。
[0768]
图15.21示出正方形的刷毛空腔部段置入件11.21。
[0769]
图15.22示出十字形的刷毛空腔部段置入件11.22。
[0770]
图16.1至16.12以及图17a、17b;18a、18b和19a、19b示出刷头部13.1
‑
13.15或刷毛区的不同的实施方式。所述刷头部13.1
‑
13.15分别包括头部部分16.1
‑
16.15和在所述头部部分上布置的刷毛区。颈部部分17.1
‑
17.15分别联接到所述刷头部13.1
‑
13.15处。然而,所述颈部部分17.1
‑
17.15没有在所有实施例中示出。
[0771]
所述刷毛区分别由多个刷毛部段15.1
‑
15.15构造。所述刷毛部段15.1
‑
15.15又分别包括多个牙齿清洁刷毛14.1
‑
14.15。
[0772]
根据图16.1
‑
16.4的刷头部13.1
‑
13.4的刷毛区由多个不同几何结构的刷毛部段15.1
‑
15.4组合而成。第一组刷毛部段15.1
‑
15.4是圆环分段形的。第二组刷毛部段15.1
‑
15.4是圆形的。
[0773]
所述第一组或第二组的刷毛部段15.1
‑
15.4的组合构造带有特别的几何结构的形状如圆、蛋形、环分段、曲弯(geschwungene)带等的子区。
[0774]
由此,例如根据图16.1,将所述第一组的刷毛部段15.1布置在所述刷头部外围处并且构造蛋形的子区。所述第一组的另外的刷毛部段15.1布置在所述头部端部处并且构造环形的子区,所述子区形成所谓的动力顶端。所述第二组的刷毛部段15.1在所述第一组的刷毛部段15.1内布置并由此形成处于内部的子区。
[0775]
根据图16.3,所述第一组的刷毛部段15.3构造鱼骨图案。在此,尤其是侧向地在所述牙刷的纵向轴线l的方向上,刷毛部段15.3以连续的几何结构布置。
[0776]
根据图16.4,所述第一组的刷毛部段15.4组合地构造多个圆环或圆环部段。
[0777]
在图16.5
‑
16.8中为了一目了然起见分别仅仅示出至少部分地组合而成的刷毛部段15.5
‑
15.8的外部棱边,而不示出所述护理刷毛本身。
[0778]
根据图16.5的组合而成的刷毛部段15.5的外部棱边条带形地构造并且在所述刷头部13.5中布置成阴影线状的条带图案。所述刷毛条带倾斜于所述牙刷的纵向方向取向。
[0779]
根据图16.6的组合而成的刷毛部段15.6的外部棱边构造为菱形的图案。在所述图案内布置有不同的部段自由空间。
[0780]
根据图16.7的组合而成的刷毛部段15.7的外部棱边构造为交错到彼此中布置的菱形。
[0781]
根据图16.8的刷毛部段15.8的外部棱边具有略圆地曲弯的几何结构的自由形状。
[0782]
根据图16.9和16.10的刷毛部段15.9、15.10多数矩形地构造并且平行于彼此取向。
[0783]
根据图16.11的刷毛部段15.11同样多数矩形地构造。然而,外围的刷毛部段15.11相对于中央的刷毛部段成角度地布置并且具有稍微弧形的伸延。在所述动力顶端的区域中
布置有t形的刷毛部段15.11。
[0784]
在所述刷毛部段的设计方面的设计自由也实现在所述刷毛区中的如下图案的构造,所述图案含有信息或消息。由此,例如图16.12在所述头部端部中(在所述动力顶端的区域中)示出“笑脸”。
[0785]
此外,所述刷毛部段(如在上面已经进一步提到的那样)在所述头部端部中也能够如下地成形和布置,使得所述刷毛部段构造所谓的“动力顶端”(见图16.1)。动力顶端的突出之处在于其从其余刷毛区后放的(abgesetzten)结构,所述结构应实现更好地到达最后方的牙齿。
[0786]
根据图17a和17b的刷头部13.13包括带有多个圆的刷毛部段15.13的刷毛区,所述刷毛部段以有规律的图案布置在所述头部部分16.13上。在所述刷头部13.13的头部端部处布置有另外的刷毛部段15.13。所述另外的刷毛部段在所述部段自由空间中构造带有另外的刷毛部段15.13的圆环形的结构。所述刷毛部段一起构造所谓的“动力顶端”。所述刷毛部段的护理刷毛沿所述牙刷的纵向方向向前成角度地离开其余刷毛区。所述动力顶端尤其用于最后方的牙齿的改善的清洁。
[0787]
所述动力顶端能够由不同于所述刷毛区的其余部分的成分生产。
[0788]
根据图18a和18b的刷毛部段15.14略圆地构造。所述刷毛区引导直到所述颈部部分17.14中。相应地,在所述颈部部分17.14的直接地联接到所述刷头部13.14处的区域中同样布置有刷毛部段15.14。
[0789]
根据按照图19a至19c的实施例,在所述刷毛区的边缘处布置有附加的口部卫生单元18,所述附加的口部卫生单元用于按摩和/或清洁目的。所述口部卫生单元18分别包括多个由软弹性的原料构成的棒形的按摩或清洁元件19。所述按摩或清洁元件19伸出超过由牙齿清洁刷毛14.15构成的刷毛区。
[0790]
第一口部卫生单元18布置在所述刷头部13.15的头部端部中。第二口部卫生单元18布置在所述颈部部分17.15中。此外,侧向地在所述刷头部13.15处还分别布置有口部卫生单元18。也就是说,所述口部卫生单元18在边缘侧部分地对所述刷毛区进行镶边。所述口部卫生单元18的按摩或清洁元件19同样被注射。
[0791]
所述口部卫生单元18、所述牙齿清洁刷毛14.15以及所述头部部分16.15分别由其它的成分在不同的注射成型步骤中制造。由此,所述头部部分由硬成分构成,所述牙齿清洁刷毛14.15由刷毛成分构成,并且带有所述护理刷毛19的口部卫生单元18由软成分构成。
[0792]
在根据图19c的沿着线a
‑
a(图19a)的横截面视图中,能够特别良好地看到,这三个所使用的成分如何在横截面内相对于彼此布置。此外,也能够良好地看到,所述按摩和清洁元件19处于高于所述刷毛部段14.15。
[0793]
在图20a、20b和20c中示出的牙刷包括基体22,所述基体带有把手部分23、颈部部分24和头部部分25(见图20a)。然而,所述牙齿清洁刷毛27在本实施方式中不是直接地喷射到所述基体22的头部部分25处,而是相反地被注上到以承载小板的形式的承载体28上。带有所述刷毛区的承载小板28被置入到在所述头部部分25中的空隙中并且与所述头部部分25连接。
[0794]
此外,所述牙刷包含三个口部卫生单元21,所述口部卫生单元同样被注上到所述承载小板28上。所述口部卫生单元21构造圆形结构并且沿着所述牙刷的纵向轴线l彼此相
继地且彼此成间距地布置在所述头部部分25或所述承载小板28上。所述口部卫生单元21分别包括中央的、棒形的按摩元件以及圆形地围绕所述棒形的按摩元件29.1布置的按摩薄片29.2。
[0795]
刷毛部段26以圆形的布置围绕所述口部卫生单元21布置。所述刷毛部段26分别包括多个牙齿清洁刷毛27。多个刷毛部段具有圆环分段的形状。
[0796]
根据图21a和21b的刷头部30的实施例的突出之处在于格栅状地构造的头部部分35,所述头部部分包括多个以直角交叉的刷毛板条31。相交叉的刷毛板条31分别包夹矩形的缺口32。
[0797]
对所述头部部分35进行镶边的刷毛板条蛋形地构造。相应地,所述头部部分35与联接到所述头部部分处的颈部部分34一起具有网球拍的形状。
[0798]
所述牙齿清洁刷毛37现在成排或成行列地布置在所述刷毛板条31上以及镶边板条上。
[0799]
多亏所述缺口32或所述头部部分35的格栅状的构造,在应用压紧压力时,所述刷毛区具有屈服性。
[0800]
此外,所述镶边板条在所述芯中由硬成分生产。所述镶边板条以这种方式形成稳定的框架。在内部的所述刷毛板条31的格栅由较软的成分、例如由所述刷毛成分形成。由此,实现了柔性。
[0801]
根据图22的刷头部40包含多个在头部部分45上注上的牙齿清洁刷毛47,所述牙齿清洁刷毛簇形地在刷毛部段中布置。所述牙齿清洁刷毛47由多个成分/颜色生产。所述牙齿清洁刷毛47的端部在表面上由不同于所述基础部的表面的成分或不同于所述基础部的表面的颜色构成。所述护理刷毛在共注射方法中生产。
[0802]
根据图23a和23b的联接到所述颈部部分54处的刷头部50包含大量牙齿清洁刷毛57a、57b,所述牙齿清洁刷毛被注上在所述头部部分55上。所述刷头部50作为特点还具有侧向地在所述头部部分55处喷射的牙齿清洁刷毛57b,所述牙齿清洁刷毛平行于其余牙齿清洁刷毛57a布置。
[0803]
根据图24a和24b的联接到所述颈部部分64处的刷头部60在所述前侧上包含多个牙齿清洁刷毛67a并且在所述头部部分65的背侧上包含多个舌头清洁刷毛67b。所述牙齿清洁刷毛67a和舌头清洁刷毛67b彼此相反地布置。
[0804]
所述清洁刷毛67a、67b分别在所述前侧或背侧上喷射到所述头部部分65处。所述清洁刷毛67a、67b在刷毛部段中组织化。
[0805]
所述舌头清洁刷毛67b构造成短于所述牙齿清洁刷毛67a。
[0806]
所述头部部分65包含由第一成分构成的芯66a和由第二成分构成的护套66b。在此,所述护套66b由所述刷毛成分制造并且相应于所述刷毛承载件。
[0807]
根据图25的刷头部70类似于根据图24a和24b的实施方式在所述前侧上包含多个牙齿清洁刷毛77a,并且在所述头部部分75的背侧上包含多个舌头清洁刷毛77b。所述清洁刷毛77a、77b分别同样喷射到所述头部部分65处。
[0808]
此外,侧向地在所述头部部分处75处喷射有口部卫生单元的另外的护理刷毛77c,所述护理刷毛77c同样能够用作为清洁元件或按摩元件。同样构造成短于所述牙齿清洁刷毛77a的护理刷毛77c侧向地向外从所述头部部分75处突出。
[0809]
区别于根据图24a和24b的设计方案,除了所述护理刷毛的布置以外,主体构造也是不同的。由此,所述刷头部仅仅由一个成分、所述刷毛成分生产。也就是说,所述刷头部的全部区域由所述刷毛成分形成。
[0810]
根据图26a和26b的联接到所述颈部部分84处的刷头部80在所述前侧上包含多个牙齿清洁刷毛87。所述牙齿清洁刷毛87在所述前侧上喷射到所述头部部分85处。所述牙齿清洁刷毛87在刷毛部段中组织化。
[0811]
所述头部部分85被划分成多个叶状的面区段,所述面区段分别通过缝口形的、从外部面向所述头部部分85的中央引导的缺口82相互划界。由此,所述头部部分85具有成三个面区段的三叶草形的划分部。
[0812]
也就是说,各个面区段具有到所述基体的受限制的连接区段。相应地,所述面区段相对于所述基体可弹性地运动。
[0813]
此外,所述叶状的面区段的至少一部分能够仅仅由所述刷毛成分制造,以便由此扩大柔性的可能性。
[0814]
根据图27a
‑
27d的刷头部90包含在所述头部部分95的前侧上布置的牙齿清洁刷毛97a、97b,所述牙齿清洁刷毛构造由两个刷毛类型构成的刷毛区。
[0815]
所述头部部分95具有主区段和头部端部侧的端部区段,所述端部区段相对于所述主区段面向颈部部分94或所述头部部分95的前侧成角度。
[0816]
带有冲压的、常规的护理刷毛97a的第一刷毛区布置在所述主区段上。带有被注射的护理刷毛97b的第二刷毛区布置在所述端部区段上。
[0817]
在成角度的端部区段上布置的牙齿清洁刷毛97b同样是成角度的并且面向所述主区段的牙齿清洁刷毛97a指向。以这种方式构造的刷毛子区的牙齿清洁刷毛97a、97b相交或交叉。
[0818]
所述被注射的牙齿清洁刷毛97b经由刷毛承载件喷射到所述头部部分95的端部区段处。所述牙齿清洁刷毛97b为此在单独的注射成型步骤中被喷射到所述头部部分95处。
[0819]
然而,所述主区段的牙齿清洁刷毛97a同样能够被注射。
[0820]
在图28中示出针对带有在所述注射成型方法中制造的护理刷毛的身体护理刷的制造的可行的方法流程。在所示出的流程方面的特别之处是,带有头部部分的基体的注射成型和所述刷毛区的注射成型是分开的过程。
[0821]
带有所述头部部分的基体在第一注射成型步骤中在所述注射成型方法中制造。在完成所述基体之后,所述基体中间支承或以其它方式支承在缓冲机构中。当工艺步骤直接地在线地连结时,缓冲得以应用。当所述基体的注射成型和所述刷毛区的注射成型不是在线而是在时间上相互无关地进行时,传统的支承得以应用。
[0822]
所述刷毛区接着所述基体在第二注射成型步骤中在所述注射成型方法中制造。能够设置成,在所述头部部分中在使用统一的接口结构时能够注射不同几何结构的刷毛区。也就是说,所述刷的功能性的部分、也就是说所述刷头部的外观在另外的注射成型步骤中才得以判定。由此,在于所述头部部分处的预设的接口结构处能够注射成型不同的刷毛区。
[0823]
作为变型方案,由于所使用的材料成分和所述基体的构造例如在所述第一注射成型步骤中在所述基体注射成型时第一软成分就已经能够注射作为所述刷头部的部分、例如软弹性的按摩和清洁元件。
[0824]
接着制造,所述身体护理刷又能够根据所述工艺步骤的连结经由缓冲机构来缓冲或支承。关于缓冲或支承参考上面的描述。
[0825]
完成的身体护理刷接着可能的缓冲或支承在随后的工艺步骤中被包装。
[0826]
根据图28的工艺流程使得制造商在尽可能少的工具改变的使用下实现大的产品变化性。
[0827]
在图29中示出在根据在图28中所描述的工艺流程制造护理刷时所述刷毛区的变化性的概念设计。
[0828]
在一行列中在左侧上示意性地举出用于制造四个不同的基体设计方案(基体g1至基体g4)的注射成型工具。这四个注射成型工具中的每个注射成型工具具有不同地设计的用于制造所述头部部分的工具区段。为此,所述的工具区段包括替换置入件。
[0829]
相应地,不同的注射成型工具开启了针对所述刷头部在所述头部部分处的设计的不同的可行方案。
[0830]
通过用于制造所述头部部分的替换置入件能够使用标准化的接口结构。在此,可行的是,在注射成型工具中实现多个、在本情况下至少三个不同的接口结构。然而,能够不必对于每个基体设计方案强制性地实现所有接口结构:1. 接口结构“刷毛孔”用于锚冲压的、常规的、挤出的护理刷毛的安置的接口结构2. 接口结构“约束几何结构”用于被注射的护理刷毛的接口结构3. 接口结构“勺形几何结构”用于护理刷毛在承载小板上的安置的接口结构。在此,带有所述护理刷毛的承载小板被放入到所述头部部分的勺状加深部中并且与所述头部部分连接。在此,能够使用带有被注射的护理刷毛的承载小板或还有带有常规的、挤出的护理刷毛的承载小板(如例如aft刷毛区)。
[0831]
根据设计方案,以这种方式藉由一个基体设计方案能够在所述头部部分中实现直到三个接口结构。
[0832]
根据所选择的接口结构,现在不同的刷毛区是可行的。
[0833]
被注射的刷毛区在另外的注射成型工具中制造。为了制造带有被注射的刷毛的刷毛区,根据图29设置有注射成型工具“刷毛区”,在其中,所述护理刷毛被注射并且经由整体式地一同注射的刷毛承载件与在所述头部部分中的接口结构连接。
[0834]
在本示例中,设置有两个用于制造被注射的“刷毛区1”和“刷毛区2”的注射成型工具。然而,所述注射成型工具基于共同的接口结构“约束几何结构”。
[0835]
也就是说,在用于被注射的护理刷毛的接口结构“约束几何结构”的情况下,可行的是,经由相同的接口结构借助于用于被注射的刷毛的不同的注射成型工具制造不同的、在本情况下两个不同的带有被注射的刷毛的刷毛区。
[0836]
在图29中示出的组合可行方案现在产生总共12个不同的护理刷,所述护理刷仅仅基于四个不同的基体设计方案。
[0837]
在图30a和30b中示出牙刷201的带有把手部分203、颈部部分204以及头部部分205的基体202。所述头部部分205在注射成型方法中构造用于喷射牙齿护理刷毛207的接口结
构“约束几何结构”。所述接口结构的突出之处在于缺口、约束结构和支撑面,所述接口结构实现与构造所述刷毛承载件的刷毛成分的连接。
[0838]
图30c和30d示出带有根据图30a和30b的基体202的牙刷201,所述基体带有在所述头部部分205处喷射的牙齿护理刷毛207。所述头部部分205和所述牙齿护理刷毛207构造所述刷头部208。由图30d能够特别良好地看到通过所述约束结构促使的、所述头部部分205与所述刷毛承载件的刷毛成分的啮合。
[0839]
在图31a和31b中示出牙刷251的带有把手部分253、颈部部分254以及头部部分255的基体252。所述头部部分255构造用于带有牙齿护理刷毛257的承载小板、尤其是aft小板的安置的接口结构“勺形几何结构”。所述接口结构的突出之处在于勺形加深部或空隙,所述加深部或空隙形成接着所述基体252的注射成型的用于所述承载小板的接纳部。
[0840]
图31c和31d示出带有根据图31a和31b的基体252的牙刷251。在所述头部部分255处安置有带有牙齿护理刷毛257的承载小板/aft小板,所述承载小板/aft小板进入到在所述头部部分255处的勺形加深部中。所述头部部分255和所述牙齿护理刷毛257构造所述刷头部258。
[0841]
在图32a和32b中示出牙刷301的带有把手部分303、颈部部分304以及头部部分305的基体302。所述头部部分305构造用于由常规的、挤出的牙齿护理刷毛307构成的刷毛束的固定的接口结构“刷毛孔”。所述接口结构的突出之处在于多个刷毛孔309,所述刷毛孔形成接着所述基体302的注射成型的用于所述刷毛束的接纳部。
[0842]
图32c和32d示出带有根据图32a和32b的基体302的牙刷301。常规的、挤出的、锚冲压的牙齿护理刷毛307被带入到在所述头部部分305处的刷毛孔309中。所述头部部分305和所述牙齿护理刷毛307构造所述刷头部308。
[0843]
也就是说,根据图30a至30d、31a至31d和32a至32d的基体202、252、302在所述头部部分205、255、305中为了所述牙齿护理刷毛207、257、307的安置具有不同的接口结构,其中,所述把手部分203、253、303分别是相同的。
[0844]
参考图29,用于制造三个实施方式的牙刷201、251、301的注射成型工具相应于注射成型工具“基体g4”。根据用于制造带有所属于其的接口结构“刷毛孔”、“约束几何结构”或“勺形几何结构”的头部部分205、255、305的工具置入件的选择获得所示出的牙刷201、251、301中的一个牙刷。
[0845]
下面分别取决于工艺步骤再以表格的方式示出上面所描述的组合:注射成型的基体:完成的刷:
此外,图30a至30d、31a至31d和32a至32d还示出从用于所述头部部分205、255、305的能替换的工具置入件面向用于制造所述把手部分203、253、303的把手空腔的过渡部位210、260、310。所述过渡部位在所述颈部部分204、254、304中以线的形式画入。
[0846]
在图33a至33f中示出根据另外的实施方式的牙刷401的带有把手部分403、颈部部分404以及头部部分405的基体402。所述头部部分405构造用于在注射成型方法中的所述牙齿护理刷毛407的喷射的接口结构“约束几何结构”。
[0847]
所述接口结构的突出之处在于缺口或通孔409、411以及在于约束结构和支撑面,所述接口结构实现通过形状配合与构造所述刷毛承载件的刷毛成分的连接。
[0848]
此外,两个定位盲孔410在所述基体402的前侧区域中在所述接口结构中成形。所述定位盲孔一方面负责所述牙齿护理刷毛407的材料的约束,并且另一方面在制造工艺中用于在第一注射成型步骤与第二注射成型步骤之间从注射成型空腔到注射成型空腔的移置以及用于所述基体在所述注射成型空腔中的定位。
[0849]
此外,所述基体402包含通孔411,所述通孔使被注射的护理刷毛407的塑料的至少一部分在所述注入喷嘴的喷嘴开口或喷射点的制造期间穿过所述基体402导向到所述前侧上。所述通孔411相应地朝所述喷嘴开口或所述喷射点取向或与所述喷嘴开口或与所述喷射点相对应。所述喷嘴开口或所述喷射点相应地在所述头部部分405的区域中面向所述头部部分405的背侧布置。
[0850]
在所述前侧上能够看出的是,从所述颈部部分404到带有所述护理刷毛407的头部部分405的接纳床的过渡在所提到的通孔411的区域中u形地设计。u形的设计方案用于赋予所述基体402更好的稳定性(这与直线的形状设计相反)。
[0851]
如由图33a至33e能够看到的那样,在所述接口区域中实现已经提到的缺口409、411,所述缺口实现在所述护理刷毛407与所述头部部分405之间的形状配合。
[0852]
此外,这两个侧向向外引导的弧成形为包容几何结构,从而使得所述材料的约束得到进一步促进。
[0853]
此外,在所述头部部分405的背侧上布置有纵向延伸的加深部413。
[0854]
所提到的通孔409、411不同地布置。那么,通孔409布置在纵向延伸的加深部413的中间区段中。此外,通孔411布置在纵向延伸的加深部413的端部处。
[0855]“在中间区段中”应如下地理解,即在所述加深部413中在所述通孔409的多个侧上,塑料材料能够进一步流动。所述塑料材料在所述加深部中尤其横向于所述通孔409的纵向轴线流动。
[0856]“在端部处”应如下地理解,即所述通孔411布置在所述加深部413的死胡同的端部处,并且所述材料在所述加深部中流动到带有所述通孔411的“死胡同”中。
[0857]
图34a至34f示出带有根据图33a至33f的基体402的牙刷401,所述基体带有在所述头部部分405处喷射的牙齿护理刷毛407。所述头部部分405和所述牙齿护理刷毛407构造所述刷头部408。
[0858]
由图34c至34f能够特别良好地看到通过所述约束结构促使的、所述头部部分405与所述刷毛承载件的刷毛成分的啮合。能够看出所述包容几何结构,同样能够看出以所述刷毛成分填充的缺口409、411和盲孔410。
[0859]
在本文中示出的设计变型方案是示例性的。在本发明的范围内,所述设计变型方案的各个特有方案和元素能够与其它的设计变型方案组合,而不离开本发明的范围。
[0860]
源自附图说明的特征能够经由各个示出的实施方式而相互组合(尤其当所述实施方式示出相同的或类似的特有方案时)。
[0861]
尤其,对于一定的图的实施方案也能够传递到由图示出的其它的实施方式上,所述实施方式示出相同的或类似的特有方案,并且在所述实施方式中,所述特有方案没有以相同的细节来描述。