制造牙科洗刷零件的方法和牙科洗刷零件
1.本发明涉及牙科/牙齿清洁设备的领域。
2.牙科洗刷是为了良好的口腔卫生的必要任务,但这是一项感觉乏味的任务,因此通常表现不佳。众所周知,为了方便洗刷并确保更好的姿势,使用电动牙刷,其头部由电机移动。然而,有了这样的牙刷,良好的洗刷姿势仍然是必要的,并且需要最少的灵活性和自主性。此外,良好的洗刷所需的时间,通常为2或3分钟,通常被认为太长。另一方面,对于一些特定的人群,例如老年人、不能自理的人、体弱者,甚至儿童,这种牙刷并不总是适用的。为了克服这些问题,已经提出了一种装置,该装置包括基本上为u形的洗刷零件,该洗刷零件被构造成放置在使用者的牙列上,在内部形成用于接收使用者颌部的全部或一部分牙列的咬嘴;这样形成的咬嘴应该覆盖/附着有用于洗刷牙列的刷毛,设置在咬嘴的内壁上,以确保最有效的洗刷。
3.在通常的牙科清洁设备(例如手动或电动牙刷)上插入洗刷刷毛的公知方法,当它们被应用到洗刷零件的u形咬嘴的内壁上时,不适于获得有效的洗刷构造,该洗刷零件被构造成总体上符合待清洁的全部或一部分牙列的形状。特别而言,公知的方法不允许将超细的并且短的刷毛固定在洗刷零件中,该洗刷零件应该是柔性的、精细的和复杂的几何形状。利用公知的方法,洗刷刷毛被紧固在简单几何形状的壁上,比如举例来说基本平坦的表面,刷毛相对于该表面的倾斜度变化不超过约15度。
4.因此,本发明的目的是提出这些问题的全部或一部分的解决方案。
5.为此目的,本发明涉及一种用于制造洗刷零件的方法,该洗刷零件被构造成u形以放置在使用者的颌部的牙列上,该洗刷零件在内部形成用于接收该牙列的全部或一部分的咬嘴,该洗刷零件包括洗刷刷毛形成的至少一个毛簇,该刷毛通过该至少一个毛簇的刷毛的自由端部突出到该咬嘴内侧,该方法包括以下步骤:
6.‑
通过在与自由端部相反的一个端部组装多根刷毛从而形成至少一个毛簇的基部,来形成由刷毛形成的至少一个毛簇;
7.‑
熔合形成至少一个毛簇的基部的端部,从而以一体方式形成熔合区域,使得熔合区域在横向于至少一个毛簇的延伸方向的方向上的延伸度大于所述基部在熔合步骤之前在横向方向上的延伸度;
8.‑
将所述至少一个毛簇放置在用于包覆模制洗刷零件的咬嘴的模具上;
9.‑
包覆模制咬嘴和至少一个毛簇。
10.根据本发明的方法可以进一步具有单独的或组合的一个或更多个以下特征。
11.根据一个实施例,熔合步骤包括加热形成至少一个毛簇的基部的端部的子步骤。
12.根据一个实施例,熔合步骤在放置步骤之前进行,以便具有进行该熔合步骤所需的空间,熔合步骤用不同于将至少一个毛簇放置在包覆模制模具上的步骤中所用的工具进行。
13.根据一个实施例,包覆模制步骤包括注射柔性塑料材料的子步骤,使得至少一个毛簇的熔合区域位于咬嘴的壁内并被形成咬嘴的柔性塑料材料收入,并且使得至少一个毛簇的与熔合区域相反的另一个端部突出到咬嘴内侧,该咬嘴由包覆模制步骤形成。
14.根据一个实施例,在注射子步骤期间注射的材料的柔性有利地介于10邵氏硬度与100邵氏硬度之间,例如在50邵氏硬度与70邵氏硬度之间。
15.借助这些配置,超细且短的刷毛可以以可变的倾斜度被紧固且牢固地保持在由柔性材料制成的洗刷零件的咬嘴的壁上,所述壁可以很薄并且具有复杂的几何形状。
16.根据一个实施例,由洗刷零件形成的咬嘴的壁的厚度小于3mm,优选小于2.5mm,更优选小于1mm。
17.根据一个实施例,包覆模制模具在模具的一个面上包括至少一个孔,所述至少一个孔包括入口开口,该入口开口的内直径在入口截面与出口截面之间逐渐减小,所述出口截面具有小于入口截面的直径的直径,并且其中放置步骤包括将至少一个毛簇的刷毛的自由端部插入至少一个孔中的子步骤,这是通过入口开口进入,直到端部在穿过至少一个孔的入口开口的出口截面之后与至少一个孔的底部接触,然后入口开口的出口截面被毛簇的一部分堵塞,从而关闭并密封至少一个孔的入口开口的出口截面。
18.借助这些配置,孔的漏斗形开口通过引导刷毛的自由端部来促进毛簇的端部的插入。
19.根据一个实施例,放置毛簇的步骤可以是手动的或自动的。
20.根据一个实施例,放置至少一个毛簇的步骤密封模具的孔的入口开口的出口截面,使得在包覆模制步骤期间注射来形成洗刷零件的柔性塑料材料不会到达至少一个毛簇的突出到咬嘴内侧的自由端部。
21.根据一个实施例,至少一个毛簇的熔合区域处于包覆模制模具的面上的至少一个孔的入口开口的入口截面与出口截面之间;更具体地,熔合区域位于距出口截面至少0.5mm的距离处,使得熔合区域最终位于洗刷零件的壁的内侧而不是表面处。根据这些配置,密封由毛簇的刷毛来保证,而不是由熔合区域来保证。
22.根据一个实施例,该方法包括以下补充步骤:
23.‑
塑造至少一个毛簇的多根刷毛中的刷毛的自由端部。
24.根据一个实施例,多根刷毛中的每根刷毛都是细丝。
25.根据一个实施例,塑造刷毛的自由端部的步骤包括给多根刷毛的每根细丝的自由端部赋予圆形形状或针形形状。
26.根据一个实施例,刷毛毛簇的刷毛的自由端部位于刷毛毛簇延伸方向的横向平面或非横向平面内。根据这些配置,至少一个毛簇的自由端部平行于或不平行于熔合区域的延伸平面。
27.根据一个实施例,塑造刷毛的自由端部的步骤在放置步骤之前进行,以便具有实施该步骤所需的空间。
28.根据一个实施例,塑造刷毛的自由端部的步骤可以在放置毛簇和包覆模制的步骤之前进行,以便促进这种塑造,因为咬嘴内侧可得的小体积用于执行这种塑造操作,所以这种塑造在放置毛簇和咬嘴的包覆模制之后会变得非常困难。
29.根据一个实施例,塑造刷毛的自由端部的步骤允许通过洗刷件提高洗刷的效率。
30.根据一个实施例,在包覆模制步骤期间注射的柔性塑料材料与制造刷毛的材料是化学相容的。
31.根据一个实施例,刷毛由尼龙或动物丝或聚对苯二甲酸丁二醇酯制成。
32.根据一个实施例,柔性塑料材料是弹性热塑性材料,优选为苯乙烯
‑
乙炔
‑
丁炔
‑
苯乙烯。
33.两种材料的化学相容意味着,当这些材料在合适的条件下相互接触时,它们会发生化学反应,从而牢固地粘附在一起,就像它们被胶合到彼此一样。
34.因此,根据一个实施例,所使用的化学相容材料一方面是弹性热塑性塑料族的所有材料,优选为苯乙烯
‑
乙炔
‑
丁炔
‑
苯乙烯,用于进行洗刷零件的包覆模制,另一方面是聚酰胺族的所有材料,优选为尼龙,例如尼龙612,用于生产洗刷刷毛。
35.根据一个实施例,所使用的化学相容材料一方面是硅树脂族的所有材料,用于进行洗刷零件的包覆模制,另一方面是聚酰胺族的所有材料,优选为尼龙,例如尼龙612,用于生产洗刷刷毛。
36.本领域技术人员将能够在上述族中的材料中确定最适合本文所涉及的用途的材料。
37.根据一个实施例,毛簇被保持在洗刷零件的咬嘴的壁中,不仅通过壁内熔合区域的存在,而且通过熔融区域的材料和咬嘴的壁的化学粘附来机械地保持。因此,熔合区域的材料和咬嘴的壁的化学相容改善了咬嘴上的毛簇的钩挂性。该钩挂性通过扩大形成在毛簇基部处并容纳在咬嘴的壁内的熔合区域的表面而得到进一步改善,从而提供更好的抗撕裂性,并因此允许承受至少15牛顿的力。
38.根据一个实施例,刷毛的直径在60μm和120μm之间,优选等于80μm。
39.根据一个实施例,刷毛的长度小于8mm,优选等于7.5mm。
40.借助这些配置,刷毛的尺寸与洗刷零件的内部尺寸相适应,并且被构造成有效地洗刷位于咬嘴内侧的牙齿。
41.根据一个实施例,所述至少一个毛簇被放置成使得在所述至少一个毛簇从所述咬嘴的面突出的点处,所述至少一个毛簇的延伸方向与垂直于咬嘴的面的方向成45度角。
42.根据一个实施例,所述至少一个毛簇包括至少两个毛簇,所述至少两个毛簇被放置成使得所述至少两个毛簇中的一个的延伸方向与所述至少两个毛簇中的另一个的延伸方向成90度角。
43.借助这些配置,刷毛毛簇被配置成有效地洗刷位于咬嘴内侧的牙齿。
44.根据一个实施例,在包覆模制步骤之前是以下步骤:
45.‑
将位于连接器一个端部的至少一个分支抵靠洗刷零件的模具定位,所述至少一个分支被构造成位于咬嘴的壁内侧,并且在包覆模制步骤之后被咬嘴的材料收入,并且将由连接到连接器另一个端部的振动握持手柄将产生的振动传递到洗刷零件。
46.借助这些配置,洗刷零件可以通过自主方式得到致动,以确保有效地洗刷儿童或不能自理的人和体弱者的牙列。
47.根据一个实施例,本发明还涉及一种洗刷零件,该洗刷零件被构造成u形,以放置在使用者的颌部的牙列上,该洗刷零件在内部形成旨在接收该牙列的全部或一部分的咬嘴,该洗刷零件包括至少一个洗刷刷毛形成的毛簇,该洗刷刷毛通过该至少一个毛簇的刷毛的自由端部突出到该咬嘴内侧,
48.‑
所述至少一个刷毛的毛簇包括多根刷毛,所述刷毛通过与自由端部相反的一个端部得到组装,以形成所述至少一个毛簇的基部;
49.‑
所述至少一个毛簇的基部以一体方式形成熔合区域,所述熔合区域在横向于至少一个毛簇的延伸方向的方向上的延伸度大于所述基部在形成熔合区域之前在横向方向上的延伸度;
50.‑
所述至少一个毛簇的熔合区域位于咬嘴的壁内,并且被形成咬嘴的柔性塑料材料收入,并且所述至少一个毛簇的与熔合区域相反的另一个端部突出到由洗刷零件形成的咬嘴内侧。
51.根据一个实施例,刷毛由尼龙或动物丝或聚对苯二甲酸丁二醇酯制成。
52.根据一个实施例,柔性塑料材料是弹性热塑性材料,优选为苯乙烯
‑
乙炔
‑
丁炔
‑
苯乙烯。
53.根据一个实施例,刷毛的自由端部可以是圆形的或针形的。
54.由于这些配置,在构成毛簇的熔合区域的材料和洗刷零件的材料之间确保了化学相容,使得这两种材料的相互粘附最大化,并且毛簇被保持在洗刷零件中,不仅通过熔合区域的存在机械地保持,而且一方面通过熔合区域的材料的化学粘附,另一方面通过洗刷零件的化学粘附。
55.根据一个实施例,刷毛的直径在60μm和120μm之间,优选等于80μm。
56.根据一个实施例,刷毛的长度小于8mm,优选等于7.5mm。
57.借助这些配置,刷毛的尺寸与洗刷零件的内部尺寸相适应,并且被构造成有效地洗刷位于咬嘴内侧的牙齿。
58.根据一个实施例,在所述至少一个毛簇从所述咬嘴的面突出的点处,所述至少一个毛簇的延伸方向与垂直于所述咬嘴的面的方向成45度角。
59.根据一个实施例,所述至少一个毛簇包括至少两个毛簇,所述至少两个毛簇中的一个的延伸方向与所述至少两个毛簇中的另一个的延伸方向成90度角。
60.根据一个实施例,所述至少一个毛簇包括多个毛簇,并且多个毛簇以交错的方式分布在咬嘴的内面上,以便局部最大化刷毛的密度,从而提高洗刷的效率。
61.因此,根据本发明的方法的一个实施例,孔以交错的方式分布在包覆模制模具上。
62.根据一个实施例,咬嘴的壁包括:壁的内部部分,其被构造成与洗刷零件的使用者的舌头接触;和壁的外部部分,其通过与内部部分分开达可变的距离而面向壁的内部部分;壁的内部部分的至少一个部分,所述至少一个部分位于由洗刷零件形成的u形分支的一个端部处,与壁的外部部分的相应部分的高度相比朝向u形分支的端部具有较低高度,所述相应部分基本上位于壁的内部部分的至少一个部分的前面;这具有为舌头的定位留下更足够的余地的效果,因而避免了一些人的呕吐反射。
63.根据一个实施例,咬嘴内壁的内部部分的一部分(所述部分位于由洗刷零件形成的两个u形分支之间)具有一定的高度,其低于壁的外部部分的相应部分的高度,所述相应部分基本上位于壁的内部部分的至少一个部分的前面;因此,当洗刷零件旨在用于上拱时,这种配置允许防止该零件压在作为敏感区域的腭上。
64.根据一个实施例,咬嘴的壁的外部部分的一部分是加厚的;这允许确保刷毛接触牙列的相关部分,从而确保所有牙齿都被很好地洗刷。
65.在一个实施例中,壁的内部部分和壁的外部部分之间的距离被构造成确保所有的牙齿都与至少一个毛簇接触。
66.借助这些配置,刷毛毛簇被配置成有效地洗刷位于咬嘴内侧的牙齿。
67.根据一个实施例,洗刷零件包括紧固到连接器一个端部的至少一个分支,所述至少一个分支被构造为向洗刷零件传递振动,该振动由连接到连接器另一个端部的振动握持手柄产生。
68.根据一个实施例,所述至少一个分支位于咬嘴的底部的壁内或侧壁内。
69.根据一个实施例,在包覆模制步骤期间注射的柔性塑料材料与制造至少一个分支的材料化学相容。借助这些配置,至少一个分支和洗刷零件相互粘附。
70.因此,根据一个实施例,所使用的化学相容材料一方面是弹性热塑性塑料族的所有材料,优选为苯乙烯
‑
乙炔
‑
丁炔
‑
苯乙烯,用于进行洗刷零件的包覆模制,另一方面是聚丙烯族的所有材料,或abs(丙烯腈丁二烯苯乙烯)族的所有材料,或pu(聚氨酯)族的所有材料,或pc(聚碳酸酯)族的所有材料,或pa(聚酰胺)族的所有材料,或pe(聚乙烯)族的所有材料,用于生产至少一个分支。
71.根据一个实施例,所使用的化学相容材料一方面是硅树脂族的所有材料,用于进行洗刷零件的包覆模制,另一方面是来自聚丙烯族的所有材料,或来自abs(丙烯腈丁二烯苯乙烯)族的所有材料,或来自pu(聚氨酯)族的所有材料,或来自pc(聚碳酸酯)族的所有材料,或来自pa(聚酰胺)族的所有材料,或来自pe(聚乙烯)族的所有材料,用于生产至少一个分支。
72.本领域技术人员将能够在上述族中的材料中确定最适合本文所涉及的用途的材料。
73.借助这些配置,洗刷零件可以通过自主方式得到致动,以确保有效地洗刷儿童或不能自理的人和体弱者的牙列。
74.根据一个实施例,本发明还涉及一种包装,其包括:
75.‑
根据本发明的洗刷零件;
76.‑
握持手柄,其被构造为连接到洗刷零件的连接器,
77.‑
用于存放所述握持手柄的支架,该存放支架被构造成确保对手柄的电力供给。
78.为了更好地理解本发明,参考附图来描述本发明,附图以非限制性示例的方式示出了根据本发明的装置的实施例。附图中相同的附图标记表示相似的元件或功能相似的元件。
79.图1是洗刷零件的剖视图。
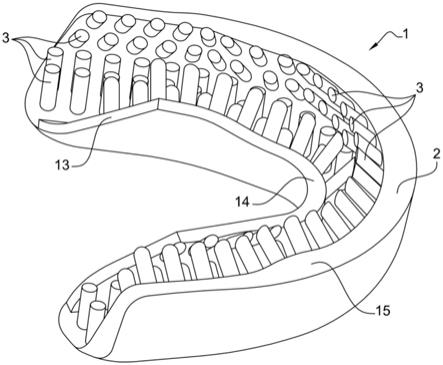
80.图2是洗刷零件的透视图。
81.图3是洗刷零件的咬嘴和三个刷毛毛簇的简化剖视图。
82.图4是刷毛毛簇的简化图示。
83.图5是刷毛的简化图示。
84.图6是双分支连接器的顶视图。
85.图7是安装在洗刷零件上的连接器的顶视图。
86.图8是该方法的步骤的示意图。
87.图9是两部分模具的示例的透视图,其中图9a中的上部部分和图9b中的下部部分被构造成用于包覆模制步骤。
88.图10是包覆模制模具中的孔的剖视图,其中毛簇插入孔内。
89.图1和图2分别以剖视图和透视图的形式示出了根据第一方面的本发明的洗刷零件1的实施例。
90.根据一个实施例,洗刷零件1被构造成u形,以放置在使用者的颌部的牙列上。洗刷零件1包括呈咬嘴形式的部分2,用于接收该牙列的全部或一部分。在本说明书的其余部分中,该部分2将被称为咬嘴。洗刷零件1包括由刷毛4形成的至少一个毛簇3,优选地多个毛簇3设置并分布在咬嘴2内面上,毛簇在该咬嘴2内侧突出。
91.刷毛4形成的至少一个毛簇3包括由一个端部5组装的多个刷毛4,以便形成至少一个毛簇3的基部,如图3和4以非常简单的方式所示;至少一个毛簇3的基部(包括通过将组装成毛簇3的刷毛的端部5之一并置而形成的组件)例如通过加热而被熔合7,从而形成熔合区域7,所述熔合区域由刷毛4的材料构成为一体。例如,刷毛的材料可以由尼龙、动物丝或聚对苯二甲酸丁二醇酯(pbt)制成。毛簇3的刷毛4的长度优选小于8mm,优选等于7.5mm。刷毛优选为基本上直线的细丝,优选为超细的,也就是说细丝的直径介于60μm和120μm之间,优选为80μm。借助这些配置,刷毛的尺寸与洗刷零件的内部尺寸相适应,并且可以配置在咬嘴2内侧,以有效地洗刷牙齿,所述牙齿也放置在咬嘴2内侧。
92.每个毛簇3在延伸方向d2上比在横向于方向d2的方向d1上更宽或更厚。毛簇3在刷毛4的形成毛簇基部的端部5熔合之前,毛簇3的基部在d1方向上的延伸度小于熔合区域7在d1方向上的延伸度。刷毛的材料在端部5处的熔合导致毛簇3的基部膨胀,从而呈现出如图3和4所示的倒置的蘑菇形。
93.毛簇3的刷毛4的自由端部8是圆形的,以便进行有效的洗刷,并且不会对牙龈造成危险。
94.毛簇3的刷毛4的自由端部8从洗刷零件1的咬嘴2的壁的内面突出,而毛簇3的熔合区域7取自用于在该壁内侧形成咬嘴2的壁的材料。因此,毛簇3被牢固地保持在咬嘴2的壁中并被其保持。
95.用于形成咬嘴2的壁的材料应该是柔性塑料材料,以便允许将洗刷零件1的形状充分调整到洗刷零件1的使用者的牙列形状。
96.为了提高毛簇3的保持性,可以选择与刷毛4和熔合区域7的材料化学相容的柔性塑料材料。当刷毛4的材料由尼龙制成时,为了形成咬嘴2,将因此选择与尼龙化学相容的材料,例如弹性热塑性材料,优选为苯乙烯
‑
乙炔
‑
丁炔
‑
苯乙烯。
97.因此,在构成毛簇的熔合区域的材料和洗刷零件的材料之间确保了化学相容,使得这两种材料的相互粘附最大化,并且毛簇被保持在洗刷零件中,不仅通过熔合区域的存在机械地保持,而且一方面通过熔合区域的材料的化学粘附,另一方面通过洗刷零件的化学粘附。借助这些配置,毛簇3的熔合区域7在咬嘴2的壁中的粘附能够承受15牛顿的拉力。
98.为了提高洗刷的效率,多个毛簇3分布在咬嘴2的壁的内面上;如图1至图3所示,毛簇3的延伸方向d2具有倾斜度,该倾斜度相对于垂直于毛簇3在咬嘴2的面上突出的点所考虑的面的方向,该倾斜度可以在0度(例如对于种植在咬嘴内面上的毛簇3)和45度(例如对于种植在咬嘴2的一个侧面上的毛簇3,优选地朝向咬嘴的上方)之间变化。因此,毛簇3的延伸方向d2可以例如与另一毛簇3的延伸方向d2形成90度角。借助这些配置,刷毛毛簇被配置成有效地洗刷位于咬嘴内侧的牙齿。
99.根据本发明的一个实施例,调节从咬嘴2的内面突出的刷毛毛簇的分布,以便局部
最大化刷毛的密度,从而提高洗刷的效率。为此目的,选择包覆模制模具上的孔以交错方式分布。
100.根据一个实施例,调整咬嘴的形状,特别是咬嘴内壁的斜度,以便在使用洗刷零件时限制呕吐反射,或者以便促进刷毛在一些牙齿(例如犬齿、门齿或臼齿)处的良好接触。
101.更具体地,如图2所示,咬嘴2的壁包括壁的内部部分和壁的外部部分,所述内部部分的部分13和14在图2中示出,所述外部部分包括一个部分15,其也在图2中示出。壁的内部部分被构造成与洗刷零件1的使用者的舌头接触。壁的外部部分面向壁的内部部分,根据壁的所考虑部分,壁的外部部分和内部部分分开达可变的距离。咬嘴2的壁的内部部分的部分13的斜度(所述部分位于由洗刷零件形成的u形的每个分支的端部)比咬嘴2的外壁部分的相应部分的斜度小,以便为舌头的定位留下更大的自由度,并因此避免一些人的呕吐反射。
102.同样如图2所示,咬嘴2内壁的另一部分14可以降低,当洗刷零件旨在用于上拱时,以防止该零件压在腭上,腭是敏感区域。
103.同样如图2所示,咬嘴2的外壁的一部分15可以加厚,以确保刷毛接触第一前臼齿。人的颌部一般呈u型,但就在犬齿之后,也就是说在第一前臼齿处,一般存在偏移量。这种壁的增厚可以克服这个间隙,确保所有的牙齿都得到良好的洗刷。因此,壁的内部部分和壁的外部部分之间的距离是可变的,以确保刷毛接触所有牙齿。
104.根据图6和7所示的实施例,洗刷零件1可以包括连接器10,在连接器的一个端部上紧固有至少一个分支9,所述分支9被构造成将振动传递到洗刷零件1,该振动由连接到连接器10的另一个端部的振动握持手柄产生。借助这些配置,洗刷零件可以由自主方式驱动,以确保有效地洗刷不能自理的人和体弱者的牙列。
105.根据另一方面,本发明涉及一种用于制造洗刷零件1的方法100。现在将参照图8描述根据本发明的方法100的实施例,该图是表示所述方法100的步骤的示意图。
106.根据一个实施例,用于制造洗刷零件1的方法100包括以下步骤,所述步骤的实施顺序不由提及所述步骤的顺序来确定:
107.‑
通过在一个端部5组装多个刷毛4从而形成毛簇3的基部,来形成101由刷毛4形成的至少一个毛簇3;
108.‑
熔合102形成毛簇3的基部的端部5,从而以一体方式形成由刷毛4的材料构成的熔合区域7,所述刷毛例如由尼龙或动物丝或聚对苯二甲酸丁二醇酯(pbt)制成;在该步骤102结束时,熔合区域7在毛簇3的横向于延伸方向d2的方向d1上的延伸度大于基部在横向方向d1上的延伸度,因此大于熔合步骤102之前毛簇3的基部的厚度;如图4所示,毛簇3看起来像倒置的蘑菇,其熔合区域7延伸的厚度比毛簇3的其余部分更大,本文中毛簇的其余部分对应于所述蘑菇的茎,而熔合区域7呈所述蘑菇的头部的形状。熔合形成毛簇3的基部的端部5的步骤102可以包括例如将端部5加热到这些端部5的熔化温度的子步骤1021。
109.‑
塑造103毛簇3的多根刷毛4的刷毛的自由端部8,从而给予它们例如圆形或针形。
110.‑
将如此制备的毛簇3放置104在用于包覆模制洗刷零件1的模具12b上。
111.根据一个实施例,包覆模制模具包括两部分12a、12b,如图9a和9b所示,并且在一个部分12b上,在模具的下面内侧形成至少一个孔11,该孔将用于模制咬嘴2的内侧;优选地,该模具的该面包括与毛簇3一样多的孔11,毛簇必须被紧固并突出到咬嘴2内侧;如图10所示,所述孔11包括漏斗形的入口开口,它的内直径在入口截面11e和出口截面11s之间逐
渐减小,所述出口截面的直径小于入口截面11e的直径;将每个毛簇3放置在模具12b上的步骤104包括将毛簇3插入孔11中的子步骤1041,从毛簇3的刷毛的自由端部8开始(端部8与毛簇3的熔合区域7相反),通过入口截面11e进入孔11,在穿过孔11的入口开口11e之后,直到端部8抵接在模具12b的面上的孔11的底部上。借助这些配置,孔11的漏斗形入口开口通过引导刷毛4的自由端部8而便于毛簇的端部插入。
112.‑
包覆模制105咬嘴2和至少一个毛簇3。包覆模制步骤105可包括子步骤1051,用于将柔性塑料材料注射到模具12a、12b内,所述模具由彼此叠置的模具的两部分12a、12b形成,以形成闭合模具,并且使得至少一个毛簇3的熔合区域7在闭合模具内;在将塑料材料注射到闭合模具内之后,熔合区域7位于包覆模制的咬嘴2的壁内侧,并进入到形成咬嘴2的壁的柔性塑料材料中,并且使得至少一个毛簇3的与熔融区域7相反的另一个端部8突出到在包覆模制步骤105中形成的咬嘴2内侧。
113.根据本发明的一个方面,放置毛簇3的步骤104密封模具的孔11的入口开口的出口截面11s,使得在包覆模制步骤105期间注射以形成洗刷零件1的咬嘴2的壁的柔性塑料材料不会到达毛簇3的位于孔11中超过孔11的入口开口的出口截面11s的部分,并且该部分突出到包覆模制步骤105中形成的咬嘴2内侧。
114.借助这些配置,在包覆模制105之前,毛簇3的制备如所示那样进行,可以形成具有超细短刷毛4的毛簇3,所述刷毛的自由端部8根据需要形成为圆形或针形,并且所述刷毛可以以可变的倾斜度紧固在由柔性材料制成的洗刷零件1的咬嘴2的壁上,所述壁可以是薄的并且具有复杂的几何形状。
115.根据一个实施例,刷毛毛簇的刷毛的自由端部位于横向于刷毛的毛簇延伸方向的平面内,如图3所示,并且在图1或2中示出的一些毛簇上。
116.根据一个实施例,刷毛毛簇的刷毛的自由端部位于不横向于刷毛毛簇的延伸方向的平面内,如图1或2中示出的一些毛簇上所示。
117.根据一个实施例,熔合步骤102在放置步骤104之前进行。
118.根据一个实施例,塑造步骤103在放置步骤104之前进行。
119.此外,选择与刷毛4的材料和毛簇3的熔合区域7的材料化学相容的柔性塑料材料用于咬嘴2的壁的包覆模制105,允许确保这两种材料与彼此更好的粘附,并且毛簇3非常好地保持在洗刷零件1的咬嘴2的壁中。
120.根据一个实施例,包覆模制步骤105之前是步骤106,该步骤抵靠洗刷零件的模具定位至少一个紧固到连接器10的一个端部的分支9,所述分支9被构造成在咬嘴2的壁内侧,并且在包覆模制步骤105之后被咬嘴2的材料收入,并且将由连接到连接器10的另一个端部的振动握持手柄产生的振动传递到洗刷零件1。
121.根据一个实施例,所述分支9位于咬嘴的底壁内侧(该实施例未在图中示出)或咬嘴的侧壁内侧,如图7所示。
122.借助这些配置,用根据本发明的方法获得的洗刷零件1可以以由自主方式得到致动,以确保对不能自理的人和体弱者的牙列进行有效洗刷。
123.根据本发明的一个方面,它还涉及一种包装,其包括:
124.‑
如前所述的配备有连接器的洗刷零件;
125.‑
构造成连接到连接器的握持手柄,
126.‑
用于存放握持手柄的支架,该支架被构造为给手柄的电源充电。