1.本发明涉及人防设施技术领域,具体涉及一种人防防护密闭门。
背景技术:
2.现有人防防护密闭门、密闭门生产加工过程中底部需要碳钢模具及防护密闭门、密闭门四周需要槽钢或c型钢材焊接,导致人防防护密闭门、密闭门平整度、长、宽、厚等尺寸误差偏大、产品观感质量非常差。
3.此外,现有人防防护密闭门、密闭门在生产过程中非常笨重、生产周期长、时需要大量人力物力,材料成本高,因为现有人防防护密闭门、密闭门生产周期长、误差偏大,产品观感质量非常差,密闭门上下面是混凝土裸露在外面没有任何防护,在产品装车、运输、卸车、转运、安装过程经常发生碰撞损坏。导致无法形成流水线制作,无法满足产品品质要求。
技术实现要素:
4.为此,本发明提供一种人防防护密闭门,以解决现有技术中的上述问题。
5.为了实现上述目的,本发明提供如下技术方案:
6.根据本发明的第一方面,一种人防防护密闭门,包括内部骨架本体、外壳和封边框架组件,所述内部骨架本体和所述外壳均为一体成型结构,所述外壳具有中空的容纳腔,所述内部骨架本体嵌设在所述外壳的容纳腔内,所述封边框架组件围合固定在所述外壳的外周侧。
7.进一步地,所述外壳为不锈钢板、碳钢钢板、稀土铝合金以及复合材料任意一种采用高压冲压工艺的一体成型结构。
8.进一步地,所述封边框架组件包括上部封口梁、侧边封口梁以及底部封口梁,所述上部封口梁焊接固定在所述外壳的上边缘,所述底部封口梁焊接固定在所述外壳的下边缘,所述外壳的两个侧边缘分别焊接有所述侧边封口梁。
9.进一步地,所述内部骨架本体的表面设置有多个所述加强筋,所述加强筋为所述内部骨架本体表面一体成型结构。
10.进一步地,所述内部骨架本体和所述加强筋均为高分子聚合物复合材料材质。
11.进一步地,所述高分子聚合物复合材料的成分包括聚芳醚30%、聚芳酰胺10%、局放酰亚胺5%、聚芳酯5%、催化剂5%、新溶剂20%、二氮杂萘铜10%、苯环10%以及固化剂5%。
12.进一步地,多个所述加强筋为横纵交错的结构,多个所述加强筋的横纵交错结构中形成有矩形空腔。
13.进一步地,还包括挂钩,所述挂钩固定在所述内部骨架本体的上边缘处,所述挂钩穿设在所述上部封口梁中,所述挂钩为倒置的u字形弯折结构。
14.进一步地,还包括紧固孔,所述外壳的前表面和后表面开设有贯通二者的紧固孔,所述外壳与所述内部骨架本体之间通过穿设在所述紧固孔内的螺栓紧固。
15.进一步地,所述外壳为矩形中空结构,所述外壳的四个顶角设置有圆角。
16.本发明具有如下优点:通过本发明的一种人防防护密闭门,密闭门使用一体成型流水线制作工艺后,使制作成本大大减少,解决产品外观不平整及粗糙的问题,解决了混凝土抗剪性能差的问题,解决了成品误差的问题,在装车、运输、卸车、转运、安装过程可避免碰撞受损等,满足了人防防护密闭门生产企业的必然需求。
附图说明
17.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
18.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
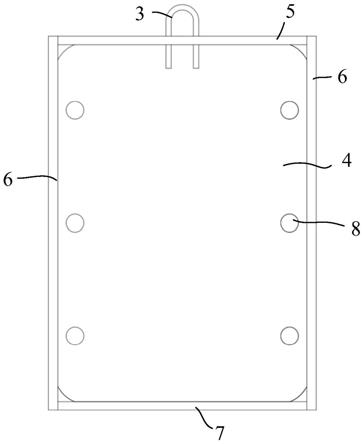
19.图1为本发明一些实施例提供的一种人防防护密闭门的主视图。
20.图2为本发明一些实施例提供的一种人防防护密闭门的侧视图。
21.图3为本发明一些实施例提供的一种人防防护密闭门的仰视图。
22.图4为本发明一些实施例提供的一种人防防护密闭门的内部骨架的主视图。
23.图5为本发明一些实施例提供的一种人防防护密闭门的内部骨架的a-a剖面图。
24.图6为本发明一些实施例提供的一种人防防护密闭门的内部骨架的b-b剖面图。
25.图中:1、内部骨架本体,2、加强筋,3、挂钩,4、外壳,5、上部封口梁,6、侧边封口梁,7、底部封口梁,8、紧固孔。
具体实施方式
26.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.如图1至图6所示,本发明第一方面实施例中的一种人防防护密闭门,包括内部骨架本体1、外壳4和封边框架组件,内部骨架本体1和外壳4均为一体成型结构,外壳4具有中空的容纳腔,内部骨架本体1嵌设在外壳4的容纳腔内,封边框架组件围合固定在外壳4的外周侧。
28.上述实施例达到的技术效果为:通过本实施例的一种人防防护密闭门,密闭门使用一体成型流水线制作工艺后,使制作成本大大减少,解决产品外观不平整及粗糙的问题,解决了混凝土抗剪性能差的问题,解决了成品误差的问题,在装车、运输、卸车、转运、安装过程可避免碰撞受损等,满足了人防防护密闭门生产企业的必然需求。
29.可选的,如图1至图6所示,在一些实施例中,外壳4为不锈钢板、碳钢钢板、稀土铝合金以及复合材料任意一种采用高压冲压工艺的一体成型结构。
30.在上述可选的实施例中,需要说明的是,此外,外壳4还可采用其他可替换的金属材质。
31.上述可选的实施例的有益效果为:通过上述材质的设置,避免了外壳4发生腐蚀等现象。
32.可选的,如图1至图6所示,在一些实施例中,封边框架组件包括上部封口梁5、侧边封口梁6以及底部封口梁7,上部封口梁5焊接固定在外壳4的上边缘,底部封口梁7焊接固定在外壳4的下边缘,外壳4的两个侧边缘分别焊接有侧边封口梁6。
33.在上述可选的实施例中,需要说明的是,上部封口梁5、侧边封口梁6以及底部封口梁7围合成矩形框架结构,连接处采用焊接成型。
34.上述可选的实施例的有益效果为:通过设置封边框架组件,有效的实现了对外壳4外周侧的强度加强。
35.可选的,如图1至图6所示,在一些实施例中,内部骨架本体1的表面设置有多个加强筋2,加强筋2为内部骨架本体1表面一体成型结构。
36.在上述实施例中,需要说明的是,加强筋2的数量和分布形式根据实际需求进行确定。
37.上述实施例达到的技术效果为:通过将内部骨架本体和加强筋设置为一体成型的结构,显著增强了人防密闭门的内部骨架的机械强度,有效的避免了整体的变形情况的发生,解决了成品差的问题,节能环保。
38.可选的,如图1至图6所示,在一些实施例中,内部骨架本体1和加强筋2均为高分子聚合物复合材料材质。
39.在上述可选的实施例中,需要说明的是,密闭门的内部骨架本体1是由高分子聚合物复合材料(型材)材料在生产过程中可根据要求一次成型,无需从高精度的设备及人工进行下料及电焊焊接等工序进行制作。
40.上述可选的实施例的有益效果为:通过上述设置,有助于形成流水线批量生产,通过高压冲压设备可以快速成型的问题,解决长时间堆放过程中平整度容易发生变形的问题,整体重量减轻,通过高压冲压设备一次成型解决了成品误差大的问题,节能环保;解决因下料、焊接产生的空气污染的问题。
41.可选的,如图1至图6所示,在一些实施例中,高分子聚合物复合材料的成分包括聚芳醚30%、聚芳酰胺10%、局放酰亚胺5%、聚芳酯5%、催化剂5%、新溶剂20%、二氮杂萘铜10%、苯环10%以及固化剂5%。
42.在上述可选的实施例中,需要说明的是,高分子聚合物复合材料的构成组分为现有技术的成熟组分。
43.具体加工步骤为:首先,该高分子聚合物复合材料(型材)材料具有在高温下保持高韧性、高强性、高绝缘性、耐辐照性等性能;其次,该高分子聚合物复合材料(型材)材料在生产过程中可根据要求一次成型无需从高精度的设备及人工进行下料及电焊焊接等工序进行制作;最后,高分子聚合物复合材料(型材)材料生产成人防防护密闭门、密闭门骨架过程中不存在因下料、焊接产生的环境及空气污染。
44.上述可选的实施例的有益效果为:通过上述设置,显著提升了人防密闭门的内部骨架在高温下保持高韧性、高强性、高绝缘性、耐辐照性等性能。
45.可选的,如图1至图6所示,在一些实施例中,多个加强筋2为横纵交错的结构,多个加强筋2的横纵交错结构中形成有矩形空腔。
46.在上述可选的实施例中,需要说明的是,此外,多个加强筋2还可为其他交错形式。
47.上述可选的实施例的有益效果为:通过横纵交错的多个加强筋,显著增强了整体结构的一体化和机械强度。
48.可选的,如图1至图6所示,在一些实施例中,还包括挂钩3,挂钩3固定在内部骨架本体1的上边缘处,挂钩3穿设在上部封口梁5中,挂钩3为倒置的u字形弯折结构。
49.上述可选的实施例的有益效果为:通过设置挂钩3,方便了内部骨架的安装和运输。
50.可选的,如图1至图6所示,在一些实施例中,还包括紧固孔8,外壳4的前表面和后表面开设有贯通二者的紧固孔8,外壳4与内部骨架本体1之间通过穿设在紧固孔8内的螺栓紧固。
51.在上述可选的实施例中,需要说明的是,此外,还可通过销轴、铆钉等结构实现外壳4与内部骨架本体1之间的连接。
52.上述可选的实施例的有益效果为:通过上述设置,有效的增强了外壳4与内部骨架本体1之间连接的紧密度。
53.可选的,如图1至图6所示,在一些实施例中,外壳4为矩形中空结构,外壳4的四个顶角设置有圆角。
54.上述可选的实施例的有益效果为:通过将外壳4设置为矩形中空结构且四顶角处设置有圆角,避免了局部应力集中的现象发生。
55.上述实施例中的一种人防防护密闭门的加工工艺步骤为:
56.首先,将不锈钢钢板、碳钢钢板、稀土铝合金板及复合材料用高精密激光设备进行下料及切割所需的孔洞;
57.其次,将半成品不锈钢钢板、碳钢钢板、稀土铝合金板及复合材料用高精密的高压冲压设备(流水线)进行冲压、折弯、剪切、倒角、激光焊接等工序进行制作;
58.最后,将已经加工完成的半成品及成品进行组装、调整、自检、终检、入库。
59.通过上述工艺步骤,解决了如下问题:1、形成流水线批量生产,解决了生产人力成本、产品品质等问题;2、人防防护密闭门、密闭门外表面形成一个整体,强度更高;3、实现了免用水28天养护;4、通过高压冲压设备可以快速成型;5、在装车、运输、卸车、转运、安装过程可避免碰撞受损;6、优于混凝土抗剪性能;7、通过高压冲压设备一次成型解决了成品误差的问题;8、解决产品外观不平整及粗糙的问题。
60.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
61.本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。