1.本发明涉及混凝土轨枕生产装置技术领域,具体为钢管双块式混凝土轨枕组件及轨枕生产工艺。
背景技术:
2.混凝土轨枕是用作铁道轨枕的混凝土制品,由水泥、砂、石、水和外加剂按一定比例拌和成混合料注入装有钢丝或钢筋、轨枕配件的组合式模型内,采用振动成型或加荷振动成型、蒸汽养护、放松钢丝或钢筋、切割轨枕端部等制成的混凝土轨枕产品,具有节约木材、使用寿命长、铺设轨道质量好、维修工作量少、费用低等优点,混凝土轨枕的结构型式分为两大类,一类是整体式,另一类是双块式。
3.在高速铁路的轨枕一般采用双块式轨枕,双块式轨枕预制好后要在脱模站进行气动脱摸,双块式轨枕脱模时,脱模站气囊充气将双块式轨枕的模具顶升到一定高度,然后气囊自动放气,模具自由下落到脱模站的四个支撑点上,将轨枕从模具内脱离出来,脱模出来的轨枕携带着一定的冲击力,其底部的钢筋桁架直接落到脱模站的横梁上,因轨枕从模具内脱离出来后,轨枕的两个钢筋支撑桁架下落到脱模站横梁顶面时,会对双块式轨枕产生冲击力,由于两个钢筋支撑桁架下落时的不平衡不同步,会加大对双块式轨枕的冲击,造成双块式轨枕的损伤甚至报废,尤其是,当双块式轨枕中的一侧轨枕块已经与模具脱离,而另一侧轨枕块未与模具脱离的情况下,双块式轨枕受扭力作用损伤和报废的概率会成倍地增加,同时,采用钢筋支撑桁架的双块式轨枕在码垛、搬运中易弯扭变形,为此,我们提出钢管双块式混凝土轨枕组件及轨枕生产工艺。
技术实现要素:
4.本发明的目的在于提供钢管双块式混凝土轨枕组件及轨枕生产工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:钢管双块式混凝土轨枕组件,包括多个分别安装在地面上的固定底座,所述固定底座上设置有用于对钢管双块式混凝土轨枕进行脱模的翻转脱模设备,所述翻转脱模设备包括设置在固定底座顶部的轨枕模具;所述固定底座一侧设置有翻转夹持机构,所述翻转夹持机构上设置有多组与轨枕模具相连接的定位夹杆,还包括有双重脱模机构,以区别于现有技术,使得通过所述翻转夹持机构对轨枕模具进行夹持,并驱使轨枕模具实现翻转,通过所述双重脱模机构保证钢管双块式混凝土轨枕的两侧同步脱模,避免因两侧脱模不同步而导致双块枕倾斜,脱模卡壳报废的情况。
6.优选的,所述翻转夹持机构包括多个分别安装在地面上的安装座,多个所述安装座顶部均转动设置有定位架,多个所述定位架内均设置有夹持件,所述定位夹杆与夹持件相连接,以通过所述夹持件驱使定位夹杆实现对轨枕模具的夹持定位;多个所述安装座之间还设置有同步驱动件,所述同步驱动件分别与多个定位架相连接,以通过所述同步驱动件驱使多个定位架同步转动。
7.优选的,所述夹持件包括设置在定位架内的驱动油缸一,所述驱动油缸一端部设置有驱动连杆,所述驱动连杆两端均开设有矩形槽,所述矩形槽内均设置有固定柱,每组所述定位夹杆均设置为两个,两个所述定位夹杆分别转动设置在定位架内,所述定位夹杆上均开设有直槽口,所述固定柱分别活动设置在相邻的直槽口内。
8.优选的,所述同步驱动件包括安装在地面上的驱动电机,多个所述安装座之间转动设置有驱动轴,所述驱动轴与驱动电机输出端相连接,所述驱动轴上设置有驱动齿轮,所述驱动齿轮设置有多个,所述定位架靠近安装座一侧均设置有半齿圈,所述半齿圈与相邻的驱动齿轮相啮合。
9.优选的,所述双重脱模机构包括设置在固定底座底部两侧的顶升架体,所述顶升架体顶部设置有楔形限位块,所述顶升架体上均设置有顶升件,以通过所述顶升件实现轨枕模具的同步顶升;还包括有安装在地面上的敲击架体,所述敲击架体上设置同步敲击件,以通过所述同步敲击件对轨枕模具进行敲击;所述双重脱模机构设置有多个。
10.优选的,所述顶升件包括设置在顶升架体内部的驱动油缸二,所述驱动油缸二顶部设置有顶升柱,所述顶升柱活动设置在顶升架体。
11.优选的,所述同步敲击件包括两个分别转动设置在敲击架体上的转动敲击杆,所述转动敲击杆相对侧均开设有活动槽,两个所述活动槽之间设置有u型连杆,所述u型连杆底部设置有安装在地面上的气缸。
12.优选的,所述轨枕模具两侧开设有多个用于侧面预留槽成型的槽型孔,所述轨枕模具靠近槽型孔顶部设置有螺杆,且底部设置有定位块,所述螺杆外侧通过螺母安装有安装板,所述安装板底部开设有l形槽,所述l形槽与定位块卡合。
13.钢管双块式混凝土轨枕生产工艺,其生产工艺步骤如下:s1、钢筋成型及钢筋网架的焊接;s2、在焊接平台上将钢筋网架和钢管进行焊接固定;s3、混凝土拌合,并对轨枕模具进行浇筑及振动成型;s4、蒸养:分为静停、升温、恒温、降温四个阶段;s5、通过翻转脱模设备进行脱模,脱模步骤如下:首先,松开螺杆上的螺母,将安装板和模板拆下;然后,通过同步驱动件驱动定位架转动至与轨枕模具相接触,并通过夹持件对轨枕模具进行夹持定位,夹持完成后,再通过同步驱动件将轨枕模具翻转放置在固定底座上;最后,先通过顶升件将轨枕模具同步顶升,再通过同步敲击件对轨枕模具进行不间断敲击,直到全部脱模。
14.与现有技术相比,本发明的有益效果是:1、本发明通过所述翻转夹持机构对轨枕模具进行夹持,并驱使轨枕模具实现翻转,将蒸养完毕后的钢管双块式混凝土轨枕及轨枕模具运至脱模区域,并通过双重脱模机构实现脱模。
15.2、本发明通过所述双重脱模机构保证钢管双块式混凝土轨枕的两侧同步脱模,避免因两侧脱模不同步而导致双块枕倾斜,脱模卡壳报废的情况,极大地降低了脱模过程的
破损率。
16.3、本发明通过在轨枕模具外侧面留有槽型孔,通过安装板的安装,将放置在预留槽内的模板顶紧密封,并在脱模前将安装板和模板进行拆卸,极大地提高了侧面预留槽的成型速率。
附图说明
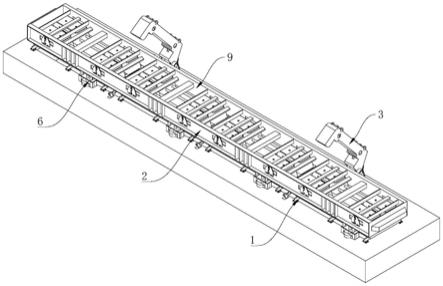
17.图1为本发明整体结构示意图;图2为本发明图1另一方位结构示意图;图3为本发明图2局剖结构示意图;图4为本发明翻转夹持机构局剖结构示意图;图5为本发明定位架局剖结构示意图;图6为本发明驱动连杆和单侧定位夹杆组合结构示意图;图7为本发明图3局剖结构示意图;图8为本发明a区放大结构示意图;图9为本发明顶升件结构示意图;图10为本发明同步敲击件结构示意图;图11为本发明轨枕模具结构示意图;图12为本发明图11部分结构爆炸示意图。
18.图中:1-固定底座;2-翻转脱模设备;3-翻转夹持机构;31-安装座;32-定位架;4-夹持件;41-驱动油缸一;42-驱动连杆;43-矩形槽;44-固定柱;45-直槽口;5-同步驱动件;51-驱动电机;52-驱动轴;53-驱动齿轮;54-半齿圈;6-双重脱模机构;61-顶升架体;62-楔形限位块;63-敲击架体;7-顶升件;71-驱动油缸二;72-顶升柱;8-同步敲击件;81-转动敲击杆;82-活动槽;83-u型连杆;84-气缸;9-轨枕模具;10-定位夹杆;11-槽型孔;12-螺杆;13-定位块;14-安装板;15-l形槽。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.请参阅图1-12,本发明提供一种技术方案:如图1-图3所示:钢管双块式混凝土轨枕组件,包括多个分别安装在地面上的固定底座1,固定底座1上设置有用于对钢管双块式混凝土轨枕进行脱模的翻转脱模设备2,翻转脱模设备2包括设置在固定底座1顶部的轨枕模具9;如图4-图6所示:固定底座1一侧设置有翻转夹持机构3,翻转夹持机构3上设置有多组与轨枕模具9相连接的定位夹杆10,以通过翻转夹持机构3对轨枕模具9进行夹持,并驱使轨枕模具9实现翻转。
21.翻转夹持机构3包括多个分别安装在地面上的安装座31,多个安装座31顶部均转动设置有定位架32,多个定位架32内均设置有夹持件4,定位夹杆10与夹持件4相连接,以通过夹持件4驱使定位夹杆10实现对轨枕模具9的夹持定位;夹持件4包括设置在定位架32内的驱动油缸一41,驱动油缸一41端部设置有驱动连杆42,驱动连杆42两端均开设有矩形槽43,矩形槽43内均设置有固定柱44,每组定位夹杆10均设置为两个,两个定位夹杆10分别转动设置在定位架32内,定位夹杆10上均开设有直槽口45,固定柱44分别活动设置在相邻的直槽口45内。
22.多个安装座31之间还设置有同步驱动件5,同步驱动件5分别与多个定位架32相连接,以通过同步驱动件5驱使多个定位架32同步转动;同步驱动件5包括安装在地面上的驱动电机51,多个安装座31之间转动设置有驱动轴52,驱动轴52与驱动电机51输出端相连接,驱动轴52上设置有驱动齿轮53,驱动齿轮53设置有多个,定位架32靠近安装座31一侧均设置有半齿圈54,半齿圈54与相邻的驱动齿轮53相啮合;固定底座1靠近驱动电机51一侧还设置有用于轨枕模具9的输送设备,图中未展示。
23.如图7-图10所示:还包括有双重脱模机构6,双重脱模机构6设置在固定底座1底部,且双重脱模机构6设置有多个,以通过双重脱模机构6保证钢管双块式混凝土轨枕的两侧同步脱模;双重脱模机构6包括设置在固定底座1底部两侧的顶升架体61,顶升架体61顶部设置有楔形限位块62,顶升架体61上均设置有顶升件7,以通过顶升件7实现轨枕模具9的同步顶升;顶升件7包括设置在顶升架体61内部的驱动油缸二71,驱动油缸二71顶部设置有顶升柱72,顶升柱72活动设置在顶升架体61。
24.还包括有安装在地面上的敲击架体63,敲击架体63上设置同步敲击件8,以通过同步敲击件8对轨枕模具9进行敲击;同步敲击件8包括两个分别转动设置在敲击架体63上的转动敲击杆81,转动敲击杆81相对侧均开设有活动槽82,两个活动槽82之间设置有u型连杆83,u型连杆83底部设置有安装在地面上的气缸84,其中u型连杆83两端均设有活动设置在活动槽82内的安装柱,以使u型连杆83能够带动两侧的转动敲击杆81同步转动,进而对轨枕模具9进行敲击,转动敲击杆81端部均设置有橡胶垫。
25.双重脱模机构6设置有多个。
26.如图11和图12所示:轨枕模具9两侧开设有多个用于侧面预留槽成型的槽型孔11,轨枕模具9靠近槽型孔11顶部设置有螺杆12,且底部设置有定位块13,螺杆12外侧通过螺母安装有安装板14,安装板14底部开设有l形槽15,l形槽15与定位块13卡合,其中,安装板14一侧设置有把手。
27.钢管双块式混凝土轨枕生产工艺,其生产工艺步骤如下:s1、钢筋成型及钢筋网架的焊接;s2、在焊接平台上将钢筋网架和钢管进行焊接固定;s3、混凝土拌合,并对轨枕模具9进行浇筑及振动成型;
s4、蒸养:分为静停、升温、恒温、降温四个阶段;s5、通过翻转脱模设备2进行脱模,脱模步骤如下:首先,松开螺杆12上的螺母,将安装板14和模板拆下;然后,通过同步驱动件5驱动定位架32转动至与轨枕模具9相接触,并通过夹持件4对轨枕模具9进行夹持定位,夹持完成后,再通过同步驱动件5将轨枕模具9翻转放置在固定底座1上;最后,先通过顶升件7将轨枕模具9同步顶升,再通过同步敲击件8对轨枕模具9进行不间断敲击,直到全部脱模。
28.其中,步骤s2中所用钢管采用混凝土填充钢管,在钢管内部填充c60高强度混凝土,既能够增强连接刚度,又能降低成本,另外,相对钢筋桁架连接,在一定程度上加强了相对扭曲,使得钢管双块式混凝土轨枕在码垛和搬运过程中减少扭曲变形;同时,在步骤s2中钢管网架入轨枕模具9时,在钢管网架和轨枕模具9之间加设弹簧锁扣简易锁紧,确保钢管与轨枕模具9紧贴,不漏浆,并且振动环节不跳动,图中未展示。
29.在使用时,首先,操作人员将蒸养完成后的轨枕模具9两侧螺杆12上的螺母拧松,移动安装板14,取消定位块13与l形槽15的卡合,再将安装板14拆下,然后将放置在侧面预留槽内的模板取下;其次,操作人员启动驱动电机51工作,驱动电机51驱使驱动轴52转动,驱动轴52带动多个驱动齿轮53同步转动,多个驱动齿轮53则带动分别与之相啮合的半齿圈54同步转动,进而通过半齿圈54带动定位架32同步转动,使定位架32与轨枕模具9相接触后停止驱动电机51,此时,启动驱动油缸一41带动驱动连杆42向下移位,在固定柱44和直槽口45的作用下,使得两侧的定位夹杆10分别向内转动,进而夹持轨枕模具9两侧顶部,然后关闭驱动油缸一41后,再次启动驱动电机51反向转动,并将轨枕模具9放置在固定底座1上,此时启动驱动油缸一41反向工作,使两侧的定位夹杆10向外转动,取消对轨枕模具9的夹持工作,并启动驱动电机51,将定位架32恢复至说明书附图1所示的初始状态;然后,启动驱动油缸二71工作,驱动油缸二71带动顶升柱72上升,并将轨枕模具9同步顶升,而在楔形限位块62的作用下,可避免在顶升后,轨枕模具9过度移位而影响后续顶升工作;最后,启动气缸84工作,气缸84驱使u形连杆向下移位,u型连杆83能够带动两侧的转动敲击杆81同步转动,进而对轨枕模具9进行敲击,如此往复循环不间断的敲击,直至全部脱模。
30.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
31.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。