1.本实用新型涉及孕育剂添加技术领域,具体涉及一种卷筒铸件铸造用的孕育剂添加装置。
背景技术:
2.卷筒主要用于安装在卷扬机上用于收放钢丝绳。由于承重的钢丝绳直接缠绕在卷筒上,卷筒直接承受起吊载荷,其质量优劣对卷扬机安全运行有着至关重要的影响,从而对卷筒的材质及其制备方法提出了更高的要求。
3.卷筒是通过铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,得到卷筒铸件。铸造的工艺过程中,为保证卷筒铸件材质具有良好的机械性能,需要在铁水浇注过程中添加孕育剂,而传统孕育方式为包内孕育,为提升球化率,部分工厂采用人工将孕育剂称量后,倒入浇铸桶内,工作效率低,不方便实现自动化生产,并且,铸造车间温度高,不利于工人的健康;为了进一步提高铸铁的机械性能,有时需要多种孕育剂按照一定的配合混合,然后加入到铁水中,人工配比操作复杂,费时费力。因此,需要研发出一种卷筒铸件铸造用的孕育剂添加装置,以来解决上述技术问题。
4.中国专利申请号为cn201721468720.6公开了一种铸造工艺用孕育剂添加装置,目的是实现一个工人可完成两个浇注包的添加,没有对孕育剂添加装置的加料均匀性较低、不能定量送料、工作效率低的问题进行解决。
技术实现要素:
5.实用新型目的:为了克服以上不足,本实用新型的目的是提供一种卷筒铸件铸造用的孕育剂添加装置,结构设计合理,操作方便,解决了孕育剂添加装置加料均匀性差的问题,实现了自动配料及定量送料,自动化程度高,工作效率高,减振抗噪,稳定性好,应用前景广泛。
6.技术方案:一种卷筒铸件铸造用的孕育剂添加装置,包括给料机构、混料机构、下料箱、机架;所述给料机构包括孕育剂料斗、孕育剂架、落料头、落料板、软管,所述混料机构包括螺旋送料机、漏斗架、混合漏斗、安装板、出料管,所述机架的工作台上右侧开设有出料管口,所述工作台上方连接有安装板,所述安装板与工作台平行设置;所述安装板顶面上安装有螺旋送料机,所述螺旋送料机右侧下端连接有出料管,所述出料管的下端穿过出料管口与下料箱顶部的进口连接,所述下料箱的底部设置有出口,所述下料箱固定在机架上并且位于工作台下方;所述进口处设置有进料阀门,所述出口处设置有出料闸门,所述下料箱内设置有称量容器、称重传感器、给料管,所述称量容器安装在下料箱内下部,所述称量容器底部设置有若干个称重传感器,所述称量容器中部设置有下料阀门,所述下料阀门与给料管上端连接,所述给料管下端与出料闸门连接;所述安装板顶面上还安装有漏斗架,所述漏斗架上连接有混合漏斗,所述混合漏斗的下端与螺旋送料机的左侧顶部连接;所述漏斗
架上方水平设置有落料板,所述混合漏斗的开口上方设置有连接于落料板底部的若干个不同内径大小的落料头;所述安装板顶面上还安装有孕育剂架,所述孕育剂架的顶面上安装有若干个孕育剂料斗,所述孕育剂料斗的底部通过连接软管与对应的落料头连接。
7.本实用新型所述的卷筒铸件铸造用的孕育剂添加装置,结构设计合理,从上到下依次设有若干个孕育剂料斗、与孕育剂料斗连接的不同内径的落料头、混合漏斗及螺旋送料机,各个落料头的内径比根据孕育剂的所需配比设置,孕育剂料斗内的孕育剂经过落料头后在混合漏斗内混合,然后进入螺旋送料机内,通过螺旋送料机的旋转带动混合后的孕育剂流动,在重力作用下,从出料管进入下料箱进行称重,经过称重传感器称量后,下料阀门、出料闸门打开,混合后的孕育剂由给料管下落,实现了孕育剂的自动配料及定量送料,减少了人工干预,工作效率高。
8.其中,所述螺旋送料机采用现有技术中的螺旋送料机即可,一般包括机壳、螺旋轴、螺旋叶片、电机等等,在这里就不一一赘述,不影响本实用新型技术方案的实现。
9.进一步的,上述的卷筒铸件铸造用的孕育剂添加装置,还包括控制柜;所述控制柜固定在工作台上左侧,所述控制柜分别与螺旋送料机、进料阀门、出料闸门、称重传感器、下料阀门电性连接并且分别对螺旋送料机、进料阀门、出料闸门、称重传感器、下料阀门进行控制。
10.工作时,控制柜控制螺旋送料机启动、下料箱的进料阀门打开,通过螺旋送料机的旋转带动混合后的孕育剂流动,从出料管进入下料箱内部,在重力作用下,称重传感器在线实时向控制柜反馈下料箱内的质量值,当称量容器内的孕育剂质量最终达到控制柜预设的值时,控制柜自动关闭进料阀门,此时控制柜发出信号,下料阀门、出料闸门打开,孕育剂由给料管下落,实现了定量给料,有效地提高了孕育剂添加效率以及精准度。
11.进一步的,上述的卷筒铸件铸造用的孕育剂添加装置,所述称重传感器为全桥对称电阻应变式传感器。
12.本实用新型所述称重传感器采用全桥对称电阻应变式传感器,具有温度补偿作用、线性好、精度高、过载能力强的优点,可根据具体测量要求设计成多种结构形式。
13.进一步的,上述的卷筒铸件铸造用的孕育剂添加装置,所述工作台与安装板之间连接有若干个弹簧。
14.工作台与安装板之间的弹簧能够防止环境振动、人为振动、自身机械振动影响称重传感器的精准度和寿命。
15.进一步的,上述的卷筒铸件铸造用的孕育剂添加装置,每个所述孕育剂料斗顶部安装有环形的刃板,所述刃板内连接有十字形的刀片。
16.孕育剂料斗顶部连接有环形的刃板,刃板内连接有十字形的刀片,刀片的刀刃朝上,放料时只需要将孕育剂包通过吊车放到刃板上,刀片划破袋子,孕育剂自动落入锥形的孕育剂料斗中,省下拆袋的麻烦,操作更加简便。
17.进一步的,上述的卷筒铸件铸造用的孕育剂添加装置,所述机架的4个机脚底部均安装有减振器。
18.为了避免环境振动、人为振动、自身机械振动影响称重传感器的精准度和寿命,提高了所述的卷筒铸件铸造用的孕育剂添加装置的整体稳定性,同时避免所述的卷筒铸件铸造用的孕育剂添加装置在运转过程中噪声大、振动厉害、运转不稳的问题,在机架的4个机
脚底部均安装有减振器,以来衰减振动能量,并减弱振动的传递,达到稳定、减振的效果。
19.进一步的,上述的卷筒铸件铸造用的孕育剂添加装置,所述减振器包括外壳、垫片、橡胶、内芯、尼龙,所述垫片、橡胶、内芯、尼龙设置在所述外壳内;所述垫片两端固定安装在所述外壳上部两侧内壁上,所述内芯两端从内而外由所述尼龙、橡胶包裹并通过所述橡胶固定安装在所述外壳中部两侧内壁上。
20.本实用新型所述减振器采用尼龙作为骨架,増大径向刚度,尼龙呈圆弧状,在外壳内载荷均匀分布,减少磨损。内芯作为减振器主弹簧安装在外壳中央,同时采用垫片轴向加固,保证整个减振器载荷分布均匀,同时増强承载能力,避免内部部件与外壳直接接触造成损坏,同时自重轻,成本更低,散热更好,重量更小,减振效果好,有利于所述卷筒铸件铸造用的孕育剂添加装置的平稳运行。
21.本实用新型的有益效果为:本实用新型所述的卷筒铸件铸造用的孕育剂添加装置,结构设计合理,操作方便,落料头的内径比根据孕育剂的所需配比设置,孕育剂料斗内的孕育剂经过落料头后在混合漏斗内混合,然后进入螺旋送料机内,通过螺旋送料机的旋转进一步对孕育剂进行混合,流动解决了孕育剂添加装置加料均匀性差的问题;经过称重传感器称量后,下料阀门、出料闸门打开,混合后的孕育剂由给料管下落,实现了自动配料及定量送料,自动化程度高,工作效率高;在机架的4个机脚底部均安装有减振器,以来衰减振动能量,避免了环境振动、人为振动、自身机械振动影响称重传感器的精准度和寿命,提高了所述的卷筒铸件铸造用的孕育剂添加装置的整体稳定性,同时避免所述的卷筒铸件铸造用的孕育剂添加装置在运转过程中噪声大、振动厉害、运转不稳的问题,应用前景广泛。
附图说明
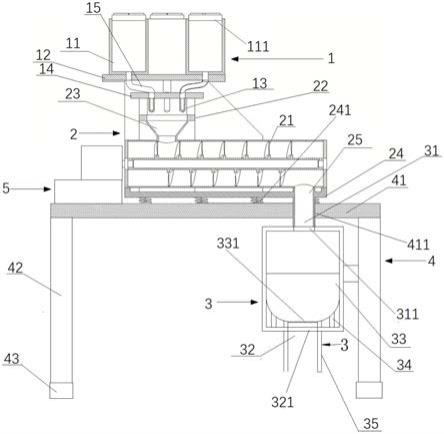
22.图1为本实用新型所述卷筒铸件铸造用的孕育剂添加装置的内部结构示意图;
23.图2为本实用新型所述卷筒铸件铸造用的孕育剂添加装置的外观结构示意图;
24.图3为本实用新型所述卷筒铸件铸造用的孕育剂添加装置的下料箱结构示意图;
25.图4为本实用新型所述卷筒铸件铸造用的孕育剂添加装置的电性连接图;
26.图5为本实用新型所述卷筒铸件铸造用的孕育剂添加装置的减振器结构示意图;
27.图中:给料机构1、孕育剂料斗11、刃板111、刀片1111、孕育剂架12、落料头13、落料板14、软管15、混料机构2、螺旋送料机21、漏斗架22、混合漏斗23、安装板24、弹簧241、出料管25、下料箱3、进口31、进料阀门311、出口32、出料闸门321、称量容器33、下料阀门331、称重传感器34、给料管35、机架4、工作台41、出料管口411、机脚42、减振器43、外壳431、垫片432、橡胶433、内芯434、尼龙435、控制柜5。
具体实施方式
28.下面结合附图1-5和具体实施例,进一步阐明本实用新型。
29.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、
ꢀ“
内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.如图1、2、3所示的上述结构的卷筒铸件铸造用的孕育剂添加装置,包括给料机构
1、混料机构2、下料箱3、机架4;所述给料机构1包括孕育剂料斗11、孕育剂架12、落料头13、落料板14、软管15,所述混料机构2包括螺旋送料机21、漏斗架22、混合漏斗23、安装板24、出料管25,所述机架4的工作台41上右侧开设有出料管口411,所述工作台41上方连接有安装板24,所述安装板24与工作台41平行设置;所述安装板24顶面上安装有螺旋送料机21,所述螺旋送料机21右侧下端连接有出料管25,所述出料管25的下端穿过出料管口411与下料箱3顶部的进口31连接,所述下料箱3的底部设置有出口32,所述下料箱3固定在机架4上并且位于工作台41下方;所述进口31处设置有进料阀门311,所述出口32处设置有出料闸门321,所述下料箱3内设置有称量容器33、称重传感器34、给料管35,所述称量容器33安装在下料箱3内下部,所述称量容器33底部设置有若干个称重传感器34,所述称量容器33中部设置有下料阀门331,所述下料阀门331与给料管34上端连接,所述给料管34下端与出料闸门321连接;所述安装板24顶面上还安装有漏斗架22,所述漏斗架22上连接有混合漏斗23,所述混合漏斗23的下端与螺旋送料机21的左侧顶部连接;所述漏斗架22上方水平设置有落料板14,所述混合漏斗23的开口上方设置有连接于落料板14底部的若干个不同内径大小的落料头13;所述安装板24顶面上还安装有孕育剂架12,所述孕育剂架12的顶面上安装有若干个孕育剂料斗11,所述孕育剂料斗11的底部通过连接软管15与对应的落料头13连接。
31.此外,如图4所示,还包括控制柜5;所述控制柜5固定在工作台41上左侧,所述控制柜5分别与螺旋送料机21、进料阀门311、出料闸门321、称重传感器34、下料阀门331电性连接并且分别对螺旋送料机21、进料阀门311、出料闸门321、称重传感器34、下料阀门331进行控制。
32.其中,所述称重传感器34为全桥对称电阻应变式传感器。
33.进一步的,所述工作台与安装板24之间连接有若干个弹簧241。
34.进一步的,每个所述孕育剂料斗11顶部安装有环形的刃板111,所述刃板111内连接有十字形的刀片1111。
35.此外,所述机架4的4个机脚42底部均安装有减振器43。
36.进一步的,如图5所示,所述减振器43包括外壳431、垫片432、橡胶433、内芯434、尼龙435,所述垫片432、橡胶433、内芯434、尼龙435设置在所述外壳431内;所述垫片432两端固定安装在所述外壳431上部两侧内壁上,所述内芯434两端从内而外由所述尼龙435、橡胶433包裹并通过所述橡胶433固定安装在所述外壳431中部两侧内壁上。
实施例
37.基于以上的结构基础,如图1-5所示。
38.本实用新型所述的卷筒铸件铸造用的孕育剂添加装置,结构设计合理,从上到下依次设有若干个孕育剂料斗11、与孕育剂料斗11连接的不同内径的落料头13、混合漏斗23及螺旋送料机21,各个落料头13的内径比根据孕育剂的所需配比设置,孕育剂料斗11内的孕育剂经过落料头13后在混合漏斗23内混合,然后进入螺旋送料机21内,通过螺旋送料机21的旋转带动混合后的孕育剂流动,在重力作用下,从出料管25进入下料箱3进行称重,经过称重传感器34称量后,下料阀门331、出料闸门321打开,混合后的孕育剂由给料管35下落,实现了孕育剂的自动配料及定量送料,减少了人工干预,工作效率高。
39.其中,所述螺旋送料机21采用现有技术中的螺旋送料机即可,一般包括机壳、螺旋
轴、螺旋叶片、电机等等,在这里就不一一赘述,不影响本实用新型技术方案的实现。
40.其中,工作时,控制柜5控制螺旋送料机21启动、下料箱3的进料阀门311打开,通过螺旋送料机21的旋转带动混合后的孕育剂流动,从出料管25进入下料箱3内部,在重力作用下,称重传感器34在线实时向控制柜5反馈下料箱5内的质量值,当称量容器33内的孕育剂质量最终达到控制柜5预设的值时,控制柜5自动关闭进料阀门311,此时控制柜5发出信号,下料阀门331、出料闸门321打开,孕育剂由给料管35下落,实现了定量给料,有效地提高了孕育剂添加效率以及精准度。
41.进一步的,本实用新型所述称重传感器34采用全桥对称电阻应变式传感器,具有温度补偿作用、线性好、精度高、过载能力强的优点,可根据具体测量要求设计成多种结构形式。
42.进一步的,工作台41与安装板24之间的弹簧241能够防止环境振动、人为振动、自身机械振动影响称重传感器34的精准度和寿命。
43.进一步的,孕育剂料斗11顶部连接有环形的刃板111,刃板111内连接有十字形的刀片1111,刀片1111的刀刃朝上,放料时只需要将孕育剂包通过吊车放到刃板111上,刀片1111划破袋子,孕育剂自动落入锥形的孕育剂料斗11中,省下拆袋的麻烦,操作更加简便。
44.进一步的,为了避免环境振动、人为振动、自身机械振动影响称重传感器34的精准度和寿命,提高了所述的卷筒铸件铸造用的孕育剂添加装置的整体稳定性,同时避免所述的卷筒铸件铸造用的孕育剂添加装置在运转过程中噪声大、振动厉害、运转不稳的问题,在机架4的4个机脚42底部均安装有减振器43,以来衰减振动能量,并减弱振动的传递,达到稳定、减振的效果。
45.其中,本实用新型所述减振器43采用尼龙435作为骨架,増大径向刚度,尼龙435呈圆弧状,在外壳531内载荷均匀分布,减少磨损。内芯434作为减振器43主弹簧安装在外壳中央,同时采用垫片432轴向加固,保证整个减振器43载荷分布均匀,同时増强承载能力,避免内部部件与外壳431直接接触造成损坏,同时自重轻,成本更低,散热更好,重量更小,减振效果好,有利于所述卷筒铸件铸造用的孕育剂添加装置的平稳运行。
46.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
47.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
48.此外,本实用新型的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。