3d打印用混合粉末及3d打印方法
技术领域
1.本发明涉及3dp增材制造技术领域,特别是涉及一种3d打印用混合粉末及3d打印方法。
背景技术:
2.3dp(three dimensional printing,三维打印),也被称为粘接剂喷射(binder jetting),是一种通过喷射胶水将粉末逐层粘结成整体来制作零部件的增材制造技术,较其它激光或电子束类3d打印技术具有经济、快速、低能耗、无需支撑结构等优点。
3.但是,这类3d打印技术由于其间接成型的工艺特点难以获得全致密零件,烧结件密度和力学性能往往低于用传统工艺制备的零件。因此,如何提高3d打印产品的烧结密度和几何精度一直是金属3dp领域面临的主要挑战。
技术实现要素:
4.基于此,有必要针对传统的3d打印产品烧结件密度低、尺寸精度和力学性能较差的问题,提供一种3d打印用混合粉末及3d打印方法。
5.根据本发明的一个方面,提供了一种3d打印用混合粉末,包括金属粗粉和金属细粉,所述粗粉的粒度范围为45μm~120μm,所述细粉的粒度范围为≤25μm,所述粗粉的质量分数为60%~80%,所述细粉的质量分数为20%~40%,所述粗粉和所述细粉的中值粒径d
50
之比为(5~7):1。
6.在其中一些实施例中,所述粗粉的中值粒径d
50
在70μm~90μm之间,所述细粉的中值粒径d
50
在8μm~15μm之间。
7.在其中一些实施例中,所述粗粉的质量分数为65%~75%,所述细粉的质量分数为25%~35%;和/或
8.所述粗粉的粒度范围为53μm~106μm,所述细粉的粒度范围为≤20μm。
9.在其中一些实施例中,所述粗粉为通过等离子旋转电极雾化所制备的球形粉;和/或
10.所述细粉为通过真空气雾化所制备的球形粉。
11.在其中一些实施例中,所述粗粉和所述细粉均独立地选自316l不锈钢、304不锈钢、310s不锈钢、17-4ph不锈钢和420不锈钢中的一种或多种。
12.根据本发明的另一个方面,还提供了一种3d打印方法,包括如下步骤:
13.s100:按权利要求1至5任一项所述的3d打印用混合粉末提供原料,并将所述混合粉末中的粗粉和细粉混合均匀;
14.s200:打印、固化、去粉,得到打印件生坯;
15.s300:将所述打印件生坯进行脱脂、烧结,得到3d打印产品。
16.在其中一些实施例中,所述s100中,将所述混合粉末中的粗粉和细粉混合均匀包括如下步骤:
17.将所述粗粉和所述细粉采用干粉混合,然后置于混粉机中球磨混合8h~10h;其中,混合的球料质量比≥2:1,粉末在混粉机中的填充量为25%~35%,混合转速控制在90r/min~120r/min。
18.在其中一些实施例中,所述s200中,打印包括如下步骤:
19.s201:对打印件进行建模,并将建模后的图形文件导入打印计算机;
20.s202:设定打印参数:层厚在100μm~150μm之间,铺粉辊自转速度≤40cm/s,铺粉辊水平移动速度≤20cm/s,酚醛溶液胶水的质量浓度为85%~100%;
21.s203:开始打印,铺粉辊将粉末平铺到工作缸,打印机按照预设的打印件三维切片信息喷射所述酚醛溶液胶水粘接所述混合粉末;
22.s204:重复步骤s203,完成各层的打印。
23.在其中一些实施例中,所述s300中,所述脱脂和所述烧结处理在ar、ar+h2、n2、n2+h2和低真空中的任意一种气氛中进行;所述低真空的真空度≤6.0
×
10-3
pa。
24.在其中一些实施例中,所述s300中,所述烧结的温度为1200℃~1500℃,所述烧结的保温时间为30min~300min,所述烧结的升温速率在1℃/min~5℃/min之间。
25.与现有技术相比,本发明具有如下有益效果:
26.本发明将粗粉和细粉进行混合形成高烧结密度的混合粉末,通过细粉来填充粗粉之间形成的孔隙,这种粉末堆积方式可以生成更致密的生坯件,保证了生坯件烧结后更小的形状变形和收缩,有利于更好地控制产品的尺寸精度。混合粉末中的细颗粒含有较高的烧结活性,可以在较低温度下形成液相促进零件致密化,提高产品的力学性能。该混合粉末不仅松装密度高(约70%),而且烧结密度也非常高(约99%)。
27.此外,与单一粒度粉末相比,本发明的3d打印用混合粉末有效地提高了3d打印领域粗粉的利用率(可达70%),明显降低了粉末成本。
附图说明
28.图1为本发明实施例1的混合粉末的粒径分布图。
29.图2为本发明实施例1的混合粉末的形貌图。
30.图3为本发明对比例1的混合粉末的粒径分布图。
31.图4为本发明对比例1的混合粉末的形貌图。
32.图5为本发明对比例2的混合粉末的粒径分布图。
33.图6为本发明对比例2的混合粉末的形貌图。
34.图7为本发明实施例1、对比例1和对比例2中不同粉末粒径的打印件生坯的照片。
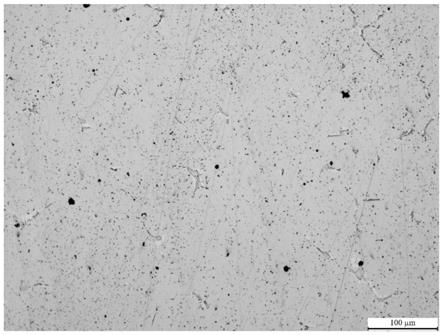
35.图8为本发明实施例1中烧结后的产品的金相显微组织。
36.图9为本发明对比例1中烧结后的产品的金相显微组织。
37.图10为本发明对比例2中烧结后的产品的金相显微组织。
38.图11为本发明对比例3中固化处理后的打印件的照片。
具体实施方式
39.为使本发明的上述目的、特征和优点能够更加明显易懂,对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发
明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
40.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等均可通过市场购买得到或者可通过现有方法制备得到。
41.传统的粘接剂喷射3d打印难以获得全致密的零件产品,其烧结件的密度和力学性能往往低于用传统工艺制备的零件产品;并且3d生坯件经过烧结后,其产品收缩比较严重,导致产品的尺寸精度较差。
42.发明人研究发现,出现上述问题的主要原因在于3d粉末粒径的限制及其对粉床密度和生坯密度的不利影响。一方面,细粉虽然拥有优秀的烧结性能,可以获得很高的烧结密度,但存在易团聚的问题,流动性很差,不利于铺粉,导致打印困难。另一方面,粗粉虽然拥有优秀的未烧结性能(流动性、堆积密度等),但粗粉较细粉需要更高的烧结激活能,并且粗粉颗粒间的粗大间隙中由于气体的存在很难通过烧结完全消除,故粗粉的烧结件致密度往往较低,力学性能也较差。
43.在本发明的一些实施方式中,提供了一种3d打印用混合粉末,该3d打印用混合粉末包括金属粗粉和金属细粉,其中粗粉的粒度范围为45μm~120μm,细粉的粒度范围为≤25μm,并且粗粉的质量分数为60%~80%,细粉的质量分数为20%~40%,粗粉和细粉的中值粒径d
50
之比为(5~7):1。
44.本发明将粗粉和细粉进行混合形成混合粉末,并将粗粉的粒度范围控制为45μm~120μm,细粉的粒度范围控制为≤25μm,将混合粉末中粗粉的质量分数控制在65%~75%,细粉的质量分数控制在25%~35%,并且将粗粉和细粉的中值粒径d
50
之比控制在(5~7):1;通过细粉来填充粗粉之间形成的孔隙。采用这种粉末堆积方式可以生成更致密的生坯件,保证了生坯件烧结后更小的形状变形和收缩,有利于更好地控制产品的尺寸精度。混合粉末中的细颗粒含有较高的烧结活性,可以在较低温度下形成液相促进零件致密化,提高产品的力学性能。
45.研究发现,当混合粉末中粗粉和细粉的中值粒径d
50
之比较小时(比如《5:1),混合粉末的堆积密度提高并不明显,混合没有太大的意义,其原因是其中的“细粉”粒度不够小,无法填充“粗粉”间形成的孔隙,这种情况下,加入细粉反而可能会恶化混合粉末的流动性,影响铺粉;另一方面,当粗粉和细粉的中值粒径d
50
之比过大(比如》7:1)时,粗粉形成刚性骨架,细粉虽然能够进入粗粉之间的间隙,但是对烧结过程的致密化作用相当有限,此时的粉末整体致密度主要由粗粉决定,导致烧结密度很难提高。通过反复试验,本发明选取粗粉和细粉的中值粒径d
50
之比为(5~7):1,可以有效地提高产品的烧结密度,提高产品力学性能。
46.可以理解,中值粒径d
50
也叫中位粒径,是将一个样品的累计粒度分布百分数达到50%时所对应的粒径。其物理意义是样品中粒径大于它的颗粒重量占50%,小于它的颗粒重量也占50%。可理解,细粉的粒度范围≤25μm,即细粉的粒度范围为》0μm且≤25μm。
47.优选地,粗粉的粒度范围为53μm~106μm,细粉的粒度范围为≤20μm。
48.优选地,粗粉的质量分数为65%~75%,细粉的质量分数为25%~35%。
49.采用上述粒径范围和质量分数的粗粉和细粉混合形成混合粉末,可以使3d打印产
品具有更好的力学性能和尺寸精度。
50.在其中一些实施方式中,粗粉和细粉的形貌均为球形或近球形。采用球形或近球形的粉末,其流动性更好。
51.进一步地,在其中一些实施方式中,粗粉为通过等离子旋转电极雾化(prep)所制备的球形粉;细粉为通过真空气雾化(viga)所制备的球形粉。
52.采用等离子旋转电极法技术制备的粗粉与采用真空气雾化技术制备的细粉进行混合形成混合粉末,所制备的粉末较不规则形状的水雾化粉末球形度更好,卫星颗粒少,流动性更好。
53.在其中一些实施方式中,粗粉和细粉均独立地选自316l不锈钢、304不锈钢、310s不锈钢、17-4ph不锈钢和420不锈钢中的一种或多种。
54.需要说明的是,本发明所用的粗粉和细粉并不局限于上述所列的不锈钢材料,也可以是本领域中可用于3d打印的其他种类材料。同样地,球形粉末的制备方法也不局限于上述的真空气雾化和等离子旋转电极法,也可以采用现有的其他方法制备,只要能够使粉末的球形度等技术指标达到相应要求即可。
55.在本发明的一些实施方式中,还提供了一种3d打印方法,包括如下步骤:
56.s100:按本发明上述的3d打印用混合粉末提供原料,并将混合粉末中的粗粉和细粉混合均匀;
57.s200:打印、固化、去粉,得到打印件生坯;
58.s300:将打印件生坯进行脱脂、烧结,得到3d打印产品。
59.本发明的3d打印方法,采用本发明的混合粉末作为原料进行打印,通过混合粉末中的细粉来填充粗粉之间形成的孔隙,不仅提高了生坯件的致密度,而且混合粉末中的细颗粒在生坯件烧结过程中形成液相促进产品烧结密度的提高,提高了产品的力学性能,同时减少了生坯件烧结后的形状变形和收缩,从而更好地控制了产品的尺寸精度。该3d打印方法在降低粉末成本(粗粉为主要成分,粗粉价格约为细粉价格的60%)的情况下,解决了传统的3d打印产品烧结件相对密度较低,烧结件收缩严重或致密度低,导致产品尺寸精度和力学性能较差的问题。
60.在其中一些实施方式中,步骤s100中,将混合粉末中的粗粉和细粉混合均匀包括如下步骤:
61.将粗粉和细粉采用干粉混合,于圆筒形混粉机中球磨混合8h~10h;其中,混合的球料质量比≥2:1,粉末在混粉机中的填充量为25%~35%,混粉机的转速小于粉末研磨破碎的临界速度,控制在90r/min~120r/min。
62.混粉工艺条件会影响混粉效率和混合的均匀性。粉末在混粉机中的填充量会影响混粉效率,过高或过低的填充量都将降低混合效率。混合率并不会因为混粉时间延长而改善,开始混合时很快,然后逐渐降低。过长的混合时间反而会由于长时间的混合导致小颗粒的产生。混料机的转速同样需要控制在合理范围之内,转速过小则混合效果较差,转速过快则粉末容易被研磨破碎,导致小颗粒粉末含量增加。
63.发明人通过反复试验发现,对于本发明中所用的混合粉末,当球磨混合时间控制在8h~10h,球料质量比控制在≥2:1,粉末填充量控制在25%~35%,混粉机转速控制在90r/min~120r/min时,所得粉末在烧结后产品具有良好的烧结密度。
64.在其中一些实施方式中,步骤s200中,打印包括如下步骤:
65.s201:对打印件通过三维机械cad软件建模,并将建模后的文件转换为stl格式文件(图形文件)后导入打印计算机;
66.s202:设定打印参数:层厚在100μm~150μm之间,铺粉辊自转速度≤40cm/s,铺粉辊水平移动速度≤20cm/s,酚醛溶液胶水质量浓度为85%~100%,并调节打印喷头扫描速度为慢速(有慢速、中速、快速可选),室内温度保持为26
±
1℃,湿度为50
±
5%;
67.s203:开始打印,铺粉辊将粉末平铺到工作缸上并覆盖上一层粉末,然后打印机按照预设的打印件三维切片信息喷射酚醛溶液胶水粘接相应位置的混合粉末;
68.s204:重复上述步骤s203,完成各层的打印;打印结束后静置15min以上,使胶水达到一定强度,避免打印件在移往固化炉的过程中发生断裂。
69.在设定打印参数时,如果层厚过小,则容易出现推粉现象,而且打印时间长,效率低;反之,如果层厚过大,则会导致打印件出现分层现象,影响打印质量。研究发现,对于本发明的混合粉末,将层厚设置在100μm~150μm之间时,不仅可以保证打印质量,而且可以加快打印效率。
70.在其中一些实施方式中,步骤s300中,脱脂和烧结处理在ar、ar+h2、n2、n2+h2和低真空中的任意一种气氛中进行;其中,低真空为真空度≤6.0
×
10-3
pa。
71.在其中一些实施方式中,步骤s300中,烧结的温度为1200℃~1500℃,烧结的保温时间为30min~300min,烧结的升温速率在1℃/min~5℃/min之间。
72.在其中一些实施方式中,步骤s200中,去粉具体是指用软毛刷将打印件表面多余的部分粉末去除,剩余较少粉末可通过机械振动、微波振动、不同方向风吹等方法除去。
73.在其中一些实施方式中,步骤s200中,固化的温度在200℃以下,保温时间在150min~200min之间,固化处理在ar、ar+h2、n2、n2+h2和低真空中的任一气氛中进行。
74.下面将结合具体实施例和对比例对本发明作进一步说明,但不应将其理解为对本发明保护范围的限制。
75.实施例1:
76.本实施例以粒径为53μm~106μm的316l不锈钢粗粉和粒径《20μm的316l不锈钢细粉为原料;粗粉和细粉的中值粒径d
50
之比为80/13≈6.15。将粗粉和细粉充分混合得到二元混合粉末后进行打印。316l不锈钢的化学成分见表1,不同粒径粉末详细性质见表2。
77.表1 316l不锈钢粉末化学成分(wt.%)
78.crmnmonipsicsfe17.190.432.4610.960.0240.270.0070.012余量
79.表2不同粒径316l粉末的性质
80.粉末粒径制备方法形貌d
10d50d90
《20μm真空气雾化球形8.8μm13μm19.6μm15~53μm等离子旋转电极雾化球形32.6μm48μm70.2μm45~106μm等离子旋转电极雾化球形55.4μm76μm108.9μm53~106μm等离子旋转电极雾化球形60.2μm80μm111.1μm45~150μm等离子旋转电极雾化球形56.3μm108.2μm146.9μm
81.利用3d打印技术打印316l不锈钢10
×
10
×
10mm正方体,具体打印方法包括以下步
骤:
82.由于粒径《20μm的细粉极容易受潮和团聚,使用前在200℃下加热1h做干燥处理。将粒径为53μm~106μm的316l不锈钢粗粉和粒径《20μm的316l不锈钢细粉按照70:30的质量比在圆筒混粉机中配合钢球混合10h获得混合粉末,粉末在混粉机中的填充量取30%,球料比(质量比)取3:1,混粉机的最佳转速取100r/min;
83.通过3d软件solidworks建模得到边长为10mm的正方体,转为stl文件,导入3d打印机电脑;
84.设定打印参数:打印参数包括层厚、铺粉辊速度、胶水浓度等,是一组经验参数,即需要根据现场实际打印效果进行调整优化,不同的粉末对应的最佳打印参数也不同。本实施例将层厚定为125μm,铺粉辊自转速度定为30cm/s,铺粉辊水平移动速度定为10cm/s,酚醛溶液胶水浓度为100%,打印喷头扫描速度设为慢速;
85.打印结束后静置15min使胶水达到一定强度,用软毛刷去除打印件周围多余的粉末作回收利用;
86.将打印件放入真空固化炉中进行固化,固化温度为200℃,保温时间为180min,进一步提高生坯的强度;
87.固化结束后,用软毛刷把样品表面多余的粉末清除干净,去除表面附着粉末后的生坯件如图7所示;
88.将生坯件放入真空烧结炉进行脱脂和烧结,脱脂温度为600℃,脱脂保温时间为300min,烧结温度为1430℃,烧结保温时间为240min,真空度≤6.0
×
10-3
pa,为保证脱脂和烧结效率,脱脂前的升温速率设为5℃/min,烧结前的升温速率为1℃/min。
89.烧结件自然冷却后用阿基米德排水法测量3d打印产品的烧结致密度,用游标卡尺测量体积收缩率,实施例1的产品的生坯密度、烧结密度和体积收缩率见表3。
90.表3实施例1的产品的生坯密度、烧结密度及体积收缩率数据
91.序号生坯密度烧结密度体积收缩率实施例169.89%98.92%31.03%
92.由表3可见,本实施例所制备的生坯件的密度接近70%,远超常见的单一粒度粉末50%~60%的生坯密度;其烧结密度接近99%;烧结后的体积收缩率仅为31%左右。具有较高的力学性能和尺寸精度。
93.本实施例所用的混合粉末的粒径分布如图1所示,粉末的形貌如图2所示。从图1和图2可以看到,该粉末的形貌为光滑的球形,其粒径呈现明显的双峰分布,且粗细粉粒径相差较大,细粉可以很好地填充粗粉形成的间隙中。本实施例中烧结后的产品的金相显微组织如图8所示,产品的致密度良好。
94.实施例2:
95.本实施例以粒径为45μm~106μm的316l不锈钢粗粉和粒径《20μm的316l不锈钢细粉为原料;粗粉和细粉的中值粒径d
50
之比为76/13≈5.85。将粗粉和细粉充分混合得到二元混合粉末,打印10
×
10
×
10mm正方体,具体打印方法包括以下步骤:
96.由于粒径《20μm的细粉极容易受潮和团聚,使用前在200℃下加热1h做干燥处理。将粒径为45μm~106μm的316l不锈钢粗粉和粒径《20μm的316l不锈钢细粉按照70:30的质量比在圆筒混粉机中配合钢球混合10h获得混合粉末,粉末在混粉机中的填充量取30%,球料
比(质量比)取3:1,混粉机的最佳转速取100r/min;
97.通过3d软件solidworks建模得到边长为10mm的正方体,转为stl文件,导入3d打印机电脑;
98.设定打印参数:打印参数包括层厚、铺粉辊速度、胶水浓度等,是一组经验参数,即需要根据现场实际打印效果进行调整优化,不同的粉末对应的最佳打印参数也不同。本实施例将层厚定为125μm,铺粉辊自转速度定为30cm/s,铺粉辊水平移动速度定为10cm/s,酚醛溶液胶水浓度为100%,打印喷头扫描速度设为慢速;
99.打印结束后静置15min使胶水达到一定强度,用软毛刷去除打印件周围多余的粉末作回收利用;
100.将打印件放入真空固化炉中进行固化,固化温度为200℃,保温时间为180min,进一步提高生坯的强度;
101.将生坯件放入真空烧结炉进行脱脂和烧结,脱脂温度为600℃,脱脂保温时间为300min,烧结温度为1430℃,烧结保温时间为240min,真空度≤6.0
×
10-3
pa,为保证脱脂和烧结效率,脱脂前的升温速率设为5℃/min,烧结前的升温速率为1℃/min。
102.烧结件自然冷却后用阿基米德排水法测量3d打印产品的烧结致密度,用游标卡尺测量体积收缩率,实施例2的产品的生坯密度、烧结密度和体积收缩率见表4。
103.表4实施例2的产品的生坯密度、烧结密度及体积收缩率数据
104.序号生坯密度烧结密度体积收缩率实施例267.95%98.97%32.64%
105.由表4可见,本实施例所制备的生坯件的密度67.95%稍低于实施例1的69.89%,这是因为实施例1的粗粉颗粒更大,更大的粗细粉粒径比有利于获得更高的堆积密度。其烧结密度接近99%;烧结后的体积收缩率仅为32%左右。具有较高的力学性能和尺寸精度。
106.实施例3:
107.本实施例以粒径为53μm~106μm的17-4ph不锈钢粗粉和粒径《20μm的17-4ph不锈钢细粉为原料;粗粉和细粉的中值粒径d
50
之比为83/14≈5.93。将粗粉和细粉充分混合得到二元混合粉末,打印10
×
10
×
10mm正方体,具体打印方法包括以下步骤:
108.由于粒径《20μm的细粉极容易受潮和团聚,使用前在200℃下加热1h做干燥处理。将粒径为53μm~106μm的17-4ph不锈钢粗粉和粒径《20μm的316l不锈钢细粉按照70:30的质量比在圆筒混粉机中配合钢球混合10h获得混合粉末,粉末在混粉机中的填充量取30%,球料比(质量比)取3:1,混粉机的最佳转速取100r/min;
109.通过3d软件solidworks建模得到边长为10mm的正方体,转为stl文件,导入3d打印机电脑;
110.设定打印参数:打印参数包括层厚、铺粉辊速度、胶水浓度等,是一组经验参数,即需要根据现场实际打印效果进行调整优化,不同的粉末对应的最佳打印参数也不同。本实施例将层厚定为125μm,铺粉辊自转速度定为30cm/s,铺粉辊水平移动速度定为10cm/s,酚醛溶液胶水浓度为100%,打印喷头扫描速度设为慢速;
111.打印结束后静置15min使胶水达到一定强度,用软毛刷去除打印件周围多余的粉末作回收利用;
112.将打印件放入真空固化炉中进行固化,固化温度为200℃,保温时间为180min,进
一步提高生坯的强度;
113.将生坯件放入真空烧结炉进行脱脂和烧结,脱脂温度为600℃,脱脂保温时间为300min,烧结温度为1380℃,烧结保温时间为240min,真空度≤6.0
×
10-3
pa,为保证脱脂和烧结效率,脱脂前的升温速率设为5℃/min,烧结前的升温速率为1℃/min。
114.烧结件自然冷却后用阿基米德排水法测量3d打印产品的烧结致密度,用游标卡尺测量体积收缩率,实施例3的产品的生坯密度、烧结密度和体积收缩率见表5。
115.表5实施例3的产品的生坯密度、烧结密度及体积收缩率数据
116.序号生坯密度烧结密度体积收缩率实施例368.12%95.58%34.92%
117.对比例1:
118.本对比例以粒径为15μm~53μm的316l不锈钢粗粉为原料进行打印。粉末详细性质见表2,其粉末粒径分布如图3所示,其形貌如图4所示。利用3d打印技术制备316l不锈钢零件,具体打印方法包括以下步骤:
119.通过3d软件solidworks建模得到边长为10mm的正方体,保存为stl文件,导入3d打印机电脑;
120.设定打印参数:层厚设为125μm,铺粉辊自转速度为30cm/s,铺粉辊水平移动速度为10cm/s,酚醛树脂胶水浓度为100%,打印喷头扫描速度为慢速;
121.打印结束后静置15min,待胶水达到一定强度后,用刷子去除打印件周围多余的粉末;
122.将打印件样品放入真空固化炉中进行固化,固化温度为200℃,保温时间为180min,进一步提高生坯的强度;
123.固化结束后,用刷子把样品表面多余的粉末清除干净,去除表面附着粉末后的生坯件如图7所示;
124.将生坯件放入真空烧结炉进行脱脂和烧结,其中脱脂温度为600℃,脱脂保温时间为300min,烧结温度为1430℃,烧结保温时间为240min,真空度≤6.0
×
10-3
pa,脱脂前的升温速率设为5℃/min,烧结前的升温速率为1℃/min。
125.烧结件自然冷却后用阿基米德排水法测量3d打印产品的烧结致密度,用游标卡尺测量体积的收缩率,对比例1的产品的生坯密度、烧结密度和体积收缩率见表4。
126.表4对比例1的产品的生坯密度、烧结密度及体积收缩率数据
127.序号生坯密度烧结密度体积收缩率对比例155.71%92.42%41.38%
128.由表4可见,该对比例所得生坯件的密度仅为55.71%,远低于实施例1的69.89%;烧结后的密度为92.42%,明显低于实施例1的烧结密度98.92%;说明本对比例所得产品的力学性能低于实施例1。该对比例所得产品烧结后的体积收缩率为41.38%,显著大于实施例1的体积收缩率31.03%,说明本对比例所得产品的尺寸精度低于实施例1。本对比例中烧结后的产品的金相显微组织如图9所示,产品的致密度比实施例1差。
129.对比例2:
130.本对比例以粒径为53μm~106μm的旋转电极316l不锈钢粗粉为原料进行打印,粉末详细性质见表2,其粉末粒径分布图如图5所示,其形貌如图6所示。利用3d打印技术打印
316l不锈钢10
×
10
×
10mm正方体,具体打印方法包括以下步骤:
131.通过3d软件solidworks建模得到边长为10mm的正方体,保存为stl文件,导入3d打印机电脑;
132.设定打印参数:层厚设为125μm,铺粉辊自转速度为30cm/s,铺粉辊水平移动速度为10cm/s,酚醛树脂胶水浓度为100%,打印喷头扫描速度为慢速;
133.打印结束后静置15min,待胶水达到一定强度后,用刷子去除打印件周围多余的粉末;
134.将打印件样品放入真空固化炉中进行固化,固化温度为200℃,保温时间为180min,进一步提高生坯的强度;
135.固化结束后,用刷子把样品表面多余的粉末清除干净,去除表面附着粉末后的生坯件如图7所示;
136.将生坯件放入真空烧结炉进行脱脂和烧结,其中脱脂温度为600℃,脱脂保温时间为300min,烧结温度为1430℃,烧结保温时间为240min,真空度≤6.0
×
10-3
pa,脱脂前的升温速率设为5℃/min,烧结前的升温速率为1℃/min。
137.烧结件自然冷却后用阿基米德排水法测量3d打印产品的烧结致密度,用游标卡尺测量体积的收缩率,对比例2的产品的生坯密度、烧结密度和体积收缩率见表5。
138.表5对比例2的产品的生坯密度、烧结密度及体积收缩率数据
139.序号生坯密度烧结密度体积收缩率对比例256.21%89.57%37.67%
140.由表5可见,该对比例所得生坯件的密度仅为56.21%,远低于实施例1的69.89%;烧结后的密度为89.57%,明显低于实施例1的烧结密度98.92%;说明本对比例所得产品的力学性能低于实施例1。该对比例所得产品烧结后的体积收缩率为37.67%,大于实施例1的体积收缩率31.03%,说明本对比例所得产品的尺寸精度低于实施例1。本对比例中烧结后的产品的金相显微组织如图10所示,产品的致密度比实施例1差。
141.对比例3:
142.本实施例以粒径为15μm~53μm的316l不锈钢粗粉和粒径《20μm的316l不锈钢细粉按照70:30的质量比在圆筒混粉机中配合钢球混合10h获得混合粉末;粗粉和细粉的中值粒径d
50
之比为48/13≈3.69。粉末在混粉机中的填充量取30%,球料比(质量比)取3:1,混粉机的最佳转速取100r/min。利用3d打印技术打印316l不锈钢10
×
10
×
10mm正方体,具体打印方法包括以下步骤:
143.通过3d软件solidworks建模得到边长为10mm的正方体,保存为stl文件,导入3d打印机电脑;
144.设定打印参数:不同于实施例1、2、3和对比例1、2,由于该混合粉末流动性较差,需要重新调整打印参数。层厚设为120μm~150μm,铺粉辊自转速度为10cm/s~30cm/s,铺粉辊水平移动速度为5cm/s~15cm/s,酚醛树脂胶水浓度为85%~100%,打印喷头扫描速度为慢速;试验发现,该粉难以适应3dp在打印过程中的铺粉需求。
145.打印结束后静置15min,待胶水达到一定强度后,用刷子去除打印件周围多余的粉末;
146.将打印件样品放入真空固化炉中进行固化,固化温度为200℃,保温时间为
180min,进一步提高生坯的强度;
147.固化结束后,用刷子把样品表面多余的粉末清除干净,发现打印件发生严重推粉现象,变形严重,无法使用,去除表面附着粉末后的生坯件如图11所示。
148.对比例4:
149.本对比例以粒径为45μm~150μm的316l不锈钢粗粉和粒径《20μm的316l不锈钢细粉按照70:30的质量比在圆筒混粉机中配合钢球混合10h获得混合粉末;粗粉和细粉的中值粒径d
50
之比为108.2/13≈8.32。粉末在混粉机中的填充量取30%,球料比(质量比)取3:1,混粉机的最佳转速取100r/min;利用3d打印技术打印316l不锈钢10
×
10
×
10mm正方体,具体打印方法包括以下步骤:
150.通过3d软件solidworks建模得到边长为10mm的正方体,转为stl文件,导入3d打印机电脑;
151.设定打印参数:打印参数包括层厚、铺粉辊速度、胶水浓度等,是一组经验参数,即需要根据现场实际打印效果进行调整优化,不同的粉末对应的最佳打印参数也不同。本实施例将层厚定为150μm,铺粉辊自转速度定为30cm/s,铺粉辊水平移动速度定为10cm/s,酚醛溶液胶水浓度为100%,打印喷头扫描速度设为慢速;
152.打印结束后静置15min使胶水达到一定强度,用软毛刷去除打印件周围多余的粉末作回收利用;
153.将打印件放入真空固化炉中进行固化,固化温度为200℃,保温时间为180min,进一步提高生坯的强度;
154.固化结束后,用软毛刷把样品表面多余的粉末清除干净,去除表面附着粉末后的生坯件如图7所示;
155.将生坯件放入真空烧结炉进行脱脂和烧结,脱脂温度为600℃,脱脂保温时间为300min,烧结温度为1430℃,烧结保温时间为240min,真空度≤6.0
×
10-3
pa,为保证脱脂和烧结效率,脱脂前的升温速率设为5℃/min,烧结前的升温速率为1℃/min。
156.烧结件自然冷却后用阿基米德排水法测量3d打印产品的烧结致密度,用游标卡尺测量体积收缩率,对比例4的产品的生坯密度、烧结密度和体积收缩率见表6。
157.表6对比例4的产品的生坯密度、烧结密度及体积收缩率数据
158.序号生坯密度烧结密度体积收缩率对比例473.66%91.59%26.43%
159.从表6可以看出,对比例4的生坯密度较实施例1、2、3更高,体积收缩率也更小,但烧结密度反而下降到91.59%。这说明粗粉和细粉的中值粒径d
50
之比超过7:1后,粗粉形成骨架,反而限制了烧结的致密化。
160.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
161.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。