1.本实用新型属于压装设备技术领域,涉及一种电机机壳的定位压装机构。
背景技术:
2.随着市场的发展趋势,零部件加工领域普遍使用压装机构。压装机构是一款新型机电一体化精密机床,广泛用于各种零部件产品的压印、成型及压力装配。随着技术的发展,不但适用于金属零件,也适用于非金属零件的压装和装配。由于压装时需要较大的冲力,因此压制前预先对工件进行定位变得尤为重要。急需研发一种可以有效定位工件的压装机构,从而保障工件准确定位,降低压装故障,提高了压装工艺的稳定性,从而提升机器整体性能及效率。
技术实现要素:
3.本实用新型的目的是针对上述问题,提供一种电机机壳的定位压装机构。
4.为达到上述目的,本实用新型采用了下列技术方案:
5.一种电机机壳的定位压装机构,机架上设置的工件基座和压头,所述的工件基座和压头之间形成压装工位,所述的工件基座包括环形限位件和磨具基座,所述的磨具基座设置在环形限位件的内侧,所述的压头、环形限位件和磨具基座同轴设置。
6.在上述的电机机壳的定位压装机构中,所述的磨具基座和环形限位件相互间隔分布形成容纳腔。
7.在上述的电机机壳的定位压装机构中,所述的磨具基座的上侧同轴设置定位柱,所述的定位柱的顶面所处高度不低于磨具基座的顶面。
8.在上述的电机机壳的定位压装机构中,所述的环形限位件和磨具基座下侧设置圆形工作台,所述的圆形工作台、环形限位件和磨具基座同轴设置。
9.在上述的电机机壳的定位压装机构中,所述的环形限位件开设缺口,所述的圆形工作台上侧与缺口相应的位置设置凹槽,所述的凹槽沿着圆形工作台径向方向延伸到磨具基座的底座处。
10.在上述的电机机壳的定位压装机构中,所述的工件基座上方设置导向座,所述的导向座沿轴向方向设置中空结构,所述的中空结构内升降设置压头。
11.在上述的电机机壳的定位压装机构中,还包括固定有导向座的横向板,所述的横向板通过其上均布的若干导向杆设置在机架上。
12.在上述的电机机壳的定位压装机构中,所述的导向杆上端固定在机架的顶壁上,所述的导向杆下端固定在工作台上。
13.在上述的电机机壳的定位压装机构中,所述的压头上侧设置气缸,压头上端通过推杆连接气缸。
14.在上述的电机机壳的定位压装机构中,所述的压头上端设置限位盘,所述的限位盘的半径大于中空结构的半径,所述的推杆设置在限位盘凸出压头边缘的部分。
15.与现有的技术相比,本实用新型的优点在于:
16.本实用新型在压装前,将磨具套装到磨具基座的外侧,且保持磨具的外边缘与环形限位件的外表面齐平,接着将工件套设在磨具的外侧。本实用新型通过磨具基座和其外侧配套设置的环形限位件实现对工件的定位。
17.本实用新型中,压头、圆形工作台、环形限位件和磨具基座同轴设置,便于准确定位磨具和工件。凸出磨具基座顶面的定位柱用于准确安装磨具和工件。
18.本实用新型中,限位盘的半径大于中空结构的半径,对压头下降的最低点起到限位的作用。
19.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
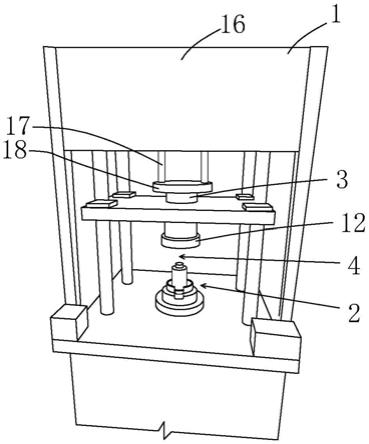
20.图1是本实用新型的结构示意图。
21.图2是工件基座的结构示意图。
22.图3是本实用新型的使用状态图。
23.图中:机架1、工件基座2、压头3、压装工位4、环形限位件5、磨具基座6、容纳腔7、定位柱8、圆形工作台9、缺口10、凹槽11、导向座12、横向板13、导向杆14、工作台15、气缸16、推杆17、限位盘18、工件19。
具体实施方式
24.下面结合具体实施例对本实用新型进行进一步说明。
25.如图1-3所示,一种电机机壳的定位压装机构,机架1上设置的工件基座2和压头3,所述的工件基座2和压头3之间形成压装工位4,所述的工件基座2包括环形限位件5和磨具基座6,所述的磨具基座6设置在环形限位件5的内侧,所述的压头3、环形限位件5和磨具基座6同轴设置。
26.压装前,将磨具套装到磨具基座6的外侧,且保持磨具的外边缘与环形限位件5的外表面齐平,接着将工件19套设在磨具的外侧。本实施例通过磨具基座6和其外侧配套设置的环形限位件5实现对工件19的定位。
27.优选方案,所述的磨具基座6和环形限位件5相互间隔分布形成容纳腔7。当磨具套设在磨具基座6外侧后,磨具基座6和环形限位件5的外表面齐平,且两者与磨具基座6之间形成可容纳气缸的容纳腔7。
28.优选方案,所述的磨具基座6的上侧同轴设置定位柱8,所述的定位柱8的顶面所处高度不低于磨具基座6的顶面。凸出磨具基座6顶面的定位柱8用于准确安装磨具和工件19。
29.优选方案,所述的环形限位件5和磨具基座6下侧设置圆形工作台9,所述的圆形工作台9、环形限位件5和磨具基座6同轴设置。压头3、圆形工作台9、环形限位件5和磨具基座6同轴设置,便于准确定位磨具和工件19。
30.优选方案,所述的环形限位件5开设缺口10,所述的圆形工作台9上侧与缺口10相应的位置设置凹槽11,所述的凹槽11沿着圆形工作台9径向方向延伸到磨具基座6的底座处。
31.优选方案,所述的工件基座2上方设置导向座12,所述的导向座12沿轴向方向设置中空结构,所述的中空结构内升降设置压头3。轴向中间带有中空结构的导向座12,用于准确定位压头3。
32.优选方案,还包括固定有导向座12的横向板13,所述的横向板13通过其上均布的若干导向杆14设置在机架1上。若干导向杆14安装在横向板13上,加固了横向板13,为导向座12对压头3定位提供了物质基础。
33.优选方案,所述的导向杆14上端固定在机架1的顶壁上,所述的导向杆14下端固定在工作台15上。导向杆14的上端和下端均固定在机架1上,为安装座横向板13上的导向座12对压头3定位提供了条件。
34.优选方案,所述的压头3上侧设置气缸16,压头3上端通过推杆17连接气缸16。压装电机机壳时,气缸16通过推杆17带动压头3升降。
35.优选方案,所述的压头3上端设置限位盘18,所述的限位盘18的半径大于中空结构的半径,所述的推杆17设置在限位盘18凸出压头3边缘的部分。限位盘18的半径大于中空结构的半径,对压头3下降的最低点起到限位的作用。
36.本实施例的工作过程是:(1)将磨具套装到磨具基座6的外侧,且保持磨具的外边缘与环形限位件5的外表面齐平,接着将工件19套设在磨具的外侧。(2)启动气缸16,气缸16通过推杆17带动压头3移动,对工件19进行压装。
37.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
技术特征:
1.一种电机机壳的定位压装机构,其特征在于,机架(1)上设置的工件基座(2)和压头(3),所述的工件基座(2)和压头(3)之间形成压装工位(4),所述的工件基座(2)包括环形限位件(5)和磨具基座(6),所述的磨具基座(6)设置在环形限位件(5)的内侧,所述的压头(3)、环形限位件(5)和磨具基座(6)同轴设置。2.如权利要求1所述的电机机壳的定位压装机构,其特征在于,所述的磨具基座(6)和环形限位件(5)相互间隔分布形成容纳腔(7)。3.如权利要求1所述的电机机壳的定位压装机构,其特征在于,所述的磨具基座(6)的上侧同轴设置定位柱(8),所述的定位柱(8)的顶面所处高度不低于磨具基座(6)的顶面。4.如权利要求1所述的电机机壳的定位压装机构,其特征在于,所述的环形限位件(5)和磨具基座(6)下侧设置圆形工作台(9),所述的圆形工作台(9)、环形限位件(5)和磨具基座(6)同轴设置。5.如权利要求4所述的电机机壳的定位压装机构,其特征在于,所述的环形限位件(5)开设缺口(10),所述的圆形工作台(9)上侧与缺口(10)相应的位置设置凹槽(11),所述的凹槽(11)沿着圆形工作台(9)径向方向延伸到磨具基座(6)的底座处。6.如权利要求1所述的电机机壳的定位压装机构,其特征在于,所述的工件基座(2)上方设置导向座(12),所述的导向座(12)沿轴向方向设置中空结构,所述的中空结构内升降设置压头(3)。7.如权利要求6所述的电机机壳的定位压装机构,其特征在于,还包括固定有导向座(12)的横向板(13),所述的横向板(13)通过其上均布的若干导向杆(14)设置在机架(1)上。8.如权利要求7所述的电机机壳的定位压装机构,其特征在于,所述的导向杆(14)上端固定在机架(1)的顶壁上,所述的导向杆(14)下端固定在工作台(15)上。9.如权利要求6-8任何一项所述的电机机壳的定位压装机构,其特征在于,所述的压头(3)上侧设置气缸(16),压头(3)上端通过推杆(17)连接气缸(16)。10.如权利要求9所述的电机机壳的定位压装机构,其特征在于,所述的压头(3)上端设置限位盘(18),所述的限位盘(18)的半径大于中空结构的半径,所述的推杆(17)设置在限位盘(18)凸出压头(3)边缘的部分。
技术总结
本实用新型提供了一种电机机壳的定位压装机构,属于压装设备技术领域。它包括机架上设置的工件基座和压头,所述的工件基座和压头之间形成压装工位,所述的工件基座包括环形限位件和磨具基座,所述的磨具基座设置在环形限位件的内侧,所述的压头、环形限位件和磨具基座同轴设置。在压装前,将磨具套装到磨具基座的外侧,且保持磨具的外边缘与环形限位件的外表面齐平,接着将工件套设在磨具的外侧。本实用新型通过磨具基座和其外侧配套设置的环形限位件实现对工件的定位。限位件实现对工件的定位。限位件实现对工件的定位。
技术研发人员:黄玉祥
受保护的技术使用者:嘉兴市大得电器股份有限公司
技术研发日:2021.09.28
技术公布日:2022/2/8