1.本技术涉及工程装备技术领域,尤其是涉及一种曲面不规则焊缝焊接方法。
背景技术:
2.对接焊缝是指在焊件的坡口面或一焊件的坡口面与另一焊件端表面件焊接的焊缝,因焊件的边缘常加工成各种形状的坡口,故对接焊缝又称坡口焊缝。
3.在将两个曲面焊接在一起的过程中,相关技术是工作人员先将两个曲面向对应的侧边开坡口,然后再采用手工焊的方式将两个曲面的坡口处焊接在一起。
4.针对上述中的相关技术,发明人认为其不足之处是焊接时的行走轨迹与开坡口的轨迹重合度低,进而导致焊接的曲面较为粗糙。
技术实现要素:
5.为了改善焊接曲面时误差较大,容易导致焊接的曲面质量较低的问题,本技术提供一种曲面不规则焊缝焊接方法。
6.本技术提供的一种曲面不规则焊缝焊接方法采用如下的技术方案:一种曲面不规则焊缝焊接方法,包括如下操作步骤:a、将待焊接的曲面放置在支撑架上,并使焊缝朝上;b、所述支撑架上设置有导引轨道,所述导引轨道在曲面的上方,所述导引轨道在曲面上的投影与焊缝平行,曲面上设置有行走组件,曲面上还设置有用于对焊缝开坡口的开坡口组件和用于对焊缝焊接的焊接组件,行走组件带动开坡口组件沿导引轨道的长度方向滑动,对焊缝开坡口;c、行走组件带动焊接组件沿导引轨道的长度方向滑动,使焊接组件对焊缝进行焊接;d、对焊接过程中出现的误差进行修正。
7.通过采用上述技术方案,导引轨道使得开坡口组件和焊接组件的行走轨迹相同,从而使得焊接的轨迹与坡口的轨迹重合度更高,提高了曲面的焊接质量。
8.可选的,所述行走组件带动开坡口组件沿导引轨道的长度方向滑动时,开坡口组件往复滑动,使得开坡口组件在曲面的焊接处往复切割,并且开坡口组件每切割一次,开坡口组件均加深其对曲面的切割深度。
9.通过采用上述技术方案,坡口刀经过多次切割,从而对曲面焊接处开坡口,使得曲面的坡口处更加平滑,同时具有保护开坡口组件的有益效果。
10.可选的,在行走组件带动开坡口组件沿导引轨道的长度方向滑动之前,在待焊接的曲面上铺设与曲面的表面相贴合的行走轨道,使得导引轨道在曲面上的投影与行走轨道平行。
11.通过采用上述技术方案,行走轨道与曲面的表面贴合,行走轨道和导引轨道同时对行走组件限位,减小了行走组件带动开坡口组件对曲面开坡口的误差,同时也减小了行
走组件带动焊接组件在曲面上焊接时的误差。
12.可选的,所述行走组件包括滑动设置在导引轨道内的滑块、竖直设置的伸缩杆、与伸缩杆固定连接的滑轴、行走齿轮组和用于驱动行走齿轮组转动的第一电机,所述伸缩杆与所述滑块固定连接,所述导引轨道开设有供伸缩杆插入的第一滑槽,所述伸缩杆与所述第一电机固定连接,第一电机的输出轴与行走齿轮组连接,所述行走轨道包括齿条和限位板,所述齿条与行走齿轮组相啮合,所述限位板开设有供滑轴滑动的第二滑槽,所述滑轴一端与伸缩杆固定连接,滑轴的另一端用于连接开坡口组件和焊接组件。
13.通过采用上述技术方案,第一电机驱动行走齿轮组转动,使得行走齿轮组在齿条上沿齿条的长度方向移动,同时滑轴带动伸缩杆和滑块移动,使得滑块在导引轨道中移动,根据曲面表面的高低,伸缩杆随之伸长或缩短,使得行走组件更好的适配待焊接的曲面。
14.可选的,所述行走轨道与所述支撑架连接,所述行走轨道的底面设置有橡胶条,所述橡胶条的一侧与所述行走轨道的底壁贴合,所述橡胶条的另一侧与曲面的上表面抵紧,所述橡胶条底部内壁设置有若干个磁铁块。
15.通过采用上述技术方案,通过磁铁块使得行走轨道与曲面能够更好的贴合在一起。
16.可选的,所述所述滑轴远离伸缩杆的一端连接有连接架,所述连接架远离滑轴的一端用于连接开坡口组件、焊接组件和用于使开坡口组件和焊接组件实现快速换位的快速换位组件,焊接组件和开坡口组件均与快速换位组件连接。
17.通过采用上述技术方案,快速换位组件使得开坡口组件在对曲面的表面开完坡口之后,焊接组件能够快速的定位在开坡口组件起始的位置,使得焊接处于开坡口处能够更好的重合,并且使得开坡口组件和焊接组件快速的换位。
18.可选的,所述快速换位组件包括固定筒、滑动设置在固定筒内的滑移筒和驱动滑移筒滑动的驱动件,所述焊接组件和所述开坡口组件设置在滑移筒的底部,且焊接组件和开坡口组件沿滑移筒的轴线方向共线,所述固定筒开设有供焊接组件和开坡口组件插入的第三滑槽。
19.通过采用上述技术方案,行走组件先带动开坡口组件在全面的表面开坡口,然后驱动件驱动滑移筒滑动,使焊接组件对准曲面开坡口的位置焊接。
20.可选的,所述滑移筒内设置有扭转弹簧,所述扭转弹簧的轴线与所述滑移筒的轴线相互垂直,所述扭转弹簧的两端均设置有卡接圆柱,所述卡接圆柱的轴线均垂直于所述滑移筒的轴线,所述滑移筒开设有供卡接圆柱插入的通孔,所述固定筒内壁周向开设有供卡接圆柱定位的第一定位槽和第二定位槽,所述第一定位槽与第二定位槽相互平行。
21.通过采用上述技术方案,在驱动件驱动滑移筒在固定筒内滑动时,第一定位槽和第二定位槽使得焊接组件对准焊缝时进一步定位,同时使得开坡口组件对准焊缝时进一步定位。
22.综上所述,本技术包括以下至少一种有益效果:导引轨道使得开坡口组件和焊接组件的行走轨迹相同,从而使得焊接的轨迹与坡口的轨迹重合度更高,提高了曲面的焊接质量。
附图说明
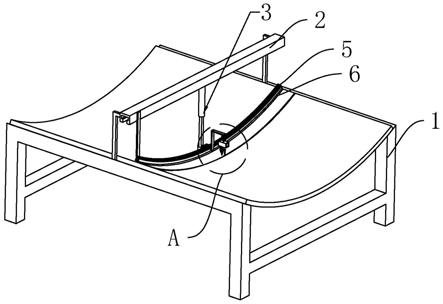
23.图1是本技术实施例中所用设备的立体图。
24.图2是图1中a处的放大示意图。
25.图3是本技术实施例中行走组件的结构示意图。
26.图4是图3中b处的放大示意图。
27.图5是本技术实施例中快速换位组件的结构示意图。
28.图6是图5中c处的放大示意图。
29.附图标记说明:1、支撑架;2、导引轨道;3、行走组件;31、滑块;32、伸缩杆;321、固定部;322、伸缩部;33、第一滑槽;34、行走齿轮组;341、大齿轮;342、小齿轮;35、第一电机;36、滑轴;37、缓冲弹簧;4、焊接组件;41、第一气缸;42、焊接板;43、焊接头;5、行走轨道;51、齿条;52、限位板;53、第二滑槽;6、橡胶条;7、磁铁块;8、快速换位组件;81、固定筒;82、扭转弹簧;83、滑移筒;84、驱动件;841、移动块;842、第二电机;843、丝杠;844、第四滑槽;85、卡接圆柱;86、第二定位槽;87、第三滑槽;9、开坡口组件;91、第二气缸;92、切割板;93、坡口刀;10、第三气缸;11、连接架。
具体实施方式
30.以下结合附图1-6对本技术作进一步详细说明。
31.本技术实施例公开一种曲面不规则焊缝焊接方法。参照图1和图2,曲面不规则焊缝焊接方法包括如下操作步骤:a、将带焊接的曲面放置在支撑架1上,使待焊接曲面的焊缝朝上;b、支撑架1上设置有导引轨道2,导引轨道2设置在曲面的上方,导引轨道2在曲面上的投影与焊缝平行,在待焊接的曲面上铺设与曲面的表面相贴合的行走轨道5,行走轨道5与焊缝相互平行,行走轨道5与导引轨道2固定连接,曲面上还设置有行走组件3、用于对焊缝开坡口的开坡口组件9和用于对焊缝焊接的焊接组件4,行走组件3带动开坡口组件9和焊接组件4沿导引轨道2的长度方向滑动,行走组件3带动开坡口组件9沿导引轨道2的长度方向往复滑动,目的是使开坡口组件9在曲面的上表面往复切割,并且开坡口组件9每对焊缝切割一次,开坡口组件9均进一步加深其对曲面的切割深度;c、行走组件3带动焊接组件4沿导引轨道2的长度方向滑动,使焊接组件4对准焊缝的位置进行焊接;d、利用砂轮打磨焊接过程中多余的废料,从而修正焊接过程中出现的误差;参照图3和图4,行走组件3包括滑动设置在导引轨道2内的滑块31、竖直设置的伸缩杆32、与伸缩杆32固定连接的滑轴36、行走齿轮组34和用于驱动行走齿轮组34转动的第一电机35。导引轨道2的两端开口,伸缩杆32包括固定部321和伸缩部322,其中固定部321与滑块31固定连接,导引轨道2开设有供固定部321插入的第一滑槽33,伸缩部322与固定部321滑动连接,伸缩部322的横截面为方形,使得伸缩部322只能上下滑动,限制其周向转动,伸缩部322靠近固定部321的一端设置有缓冲弹簧37缓冲弹簧37一端与伸缩部322连接,缓冲弹簧37另一端用于抵紧固定部321内壁的顶部,伸缩部322与滑轴36固定连接,滑轴36水平设置,滑轴36与第一电机35固定连接。行走齿轮组34包括大齿轮341、与大齿轮341啮合的小齿轮342,小齿轮342固定套设在第一电机35的输出轴上,大齿轮341固定套设在滑轴36
上。
32.参照图2和图4,行走轨道5的底部设置有橡胶条6,橡胶条6内设置有若干个磁铁块7,橡胶条6一侧与行走轨道5固定连接,橡胶条6的另一侧与待焊接曲面的上表面抵紧。行走轨道5包括与大齿轮341啮合的齿条51,齿条51的两侧均设置有限位板52,限位板52均开设有供滑轴36滑动的第二滑槽53,第二滑槽53其中一端延伸至限位板52的端部并与外界连通,滑轴36远离伸缩部322的一端连接有连接架11,连接架11固定连接有第三气缸10,第三气缸10的输出轴连接有快速换位组件8,用于实现焊接组件4和开坡口组件9的快速换位,焊接组件4和开坡口组件9均与快速换位组件8连接。
33.参照图5,快速换位组件8包括固定筒81、固定设置在滑移筒83内壁的扭转弹簧82、滑动设置在固定筒81内的滑移筒83和驱动滑移筒83沿固定筒81的长度方向滑动的驱动件84,扭转弹簧82的轴线与滑移筒83的轴线相互垂直,扭转弹簧82的两端均固定设置有卡接圆柱85,卡接圆柱85的轴线均垂直于滑移筒83的轴线,滑移筒83开设有供卡接圆柱85插入的通孔,固定筒81内壁周向开设有供卡接圆柱85定位的第一定位槽 (图中未示出)和第二定位槽86,第一定位槽和第二定位槽86相互平行,焊接组件4和开坡口组件9均设置在滑移筒83的底部,固定筒81开设有供焊接组件4和开坡口组件9插入的第三滑槽87。焊接组件4和开坡口组件9沿滑移筒83轴线的方向共线设置。
34.焊接组件4包括第一气缸41、焊接板42和焊接头43,其中第一气缸41与滑移筒83连接,第一气缸41的输出轴与焊接板42连接,焊接板42水平设置,焊接头43一端与焊接板42连接,焊接头43的另一端用于对准曲面的焊缝。
35.开坡口组件9包括第二气缸91、切割板92和用于对焊缝开坡口的坡口刀93,其中第二气缸91与滑移筒83连接,第二气缸91的输出轴与切割板92连接,切割板92水平设置,坡口刀93与切割板92连接,坡口刀93为圆盘状。坡口刀93和焊接头43沿滑移筒83的轴线方向共线,且坡口刀93和焊接头43向远离第二滑槽53贯穿的一端偏移,用以使得开坡口工作和焊接工作贯穿曲面的两端。
36.参照图6,驱动件84包括设置在滑移筒83上的移动块841、固定设置在固定筒81上的第二电机842、与第二电机842的输出轴固定连接的丝杠843,移动块841开设有与丝杠843相适配的螺纹槽,固定块开设有供移动块841滑动的第四滑槽844。
37.本技术实施例一种曲面不规则焊缝焊接方法的实施原理为:工作人员将待焊接的曲面放置在支撑架1上,使焊缝对准坡口刀93的位置并利用磁铁块7将橡胶条6与曲面的上表面抵紧,然后启动第一电机35,第一电机35驱动小齿轮342转动,小齿轮342带动大齿轮341在齿条51上行走,在大齿轮341行走的过程中滑轴36在第二滑槽53中滑动,同时根据曲面的弯曲度伸缩杆32伸长或缩短,第二气缸91伸长,坡口刀93对曲面的焊缝初步进行开坡口,当坡口刀93从曲面的一端运行到另一端时,第一电机35驱动小齿轮342反方向转动,第二气缸91进一步伸长,并带动坡口刀93从另一端开始切割,使坡口刀93的切割深度进一步加深,如此多次反复,从而实现对焊缝开坡口,当焊缝处开完坡口之后,第二气缸91缩短,然后第二电机842工作驱动丝杠843转动,使得滑移筒83在固定筒81内滑动,当卡接圆柱85从第一定位槽移动到第二定位槽86中时,此时焊接组件4移动到开坡口组件9开始时的位置,第二电机842暂停工作,然后第一气缸41伸长焊接头43对焊缝进行焊接,在焊接的过程中行走组件3带动焊接组件4沿齿条51长度方向匀速移动,在焊接完成后在通过砂轮对焊接过程
中的误差进行修正。对焊缝进行焊接工作过程中,开坡口组件9和焊接组件4共用同一个导引轨道2和行走轨道5,提高了焊接时的轨迹与开坡口时的轨迹的重复度,提高了焊接的精度。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。