1.本实用新型属于磨齿设备加工辅助装置技术领域,具体涉及一种用于磨齿机的清洁装置。
背景技术:
2.磨齿机是利用砂轮作为磨具加工齿轮(圆柱齿轮、斜齿轮、锥齿轮等)或加工刀具齿面的齿轮加工机床,其主要作用在于消除热处理后的变形和提高齿轮精度。
3.在变速箱产品试制过程中,磨齿加工是齿轮加工中的精加工工序,磨齿的精度决定所组装的齿轮装箱后续实验数据的准确性。在磨齿加工过程中需要使用冷却油对砂轮和零件进行冷却,但是,使用冷却油存在的问题是:在加工完成后冷却油附着在零件表面不容易清洁,导致加工现场地面容易被冷却油污染。
4.为了保证加工现场地面不被污染,需要对挂满冷却油的零件表面进行清洁才能进行到下一工序。现有技术中,对零件表面冷却油的清洁方式分别有以下两种:
5.(1)使用压缩空气进行清洁,在不将零件从磨床上拆卸的情况下,通过人工手持高压气源设备,使用压缩空气对已完成磨齿加工的静止零件表面进行吹气清洁,此时,操作人员与零件处于同一空间范围内,而使用压缩空气吹零件表面时,极容易将零件表面的冷却油吹成油雾状态并漂浮在空气中,进而极容易对处于同一空间内的操作人员造成人身伤害,此外,采用人工手动操作设备对领奖表面进行除油,清洁效率较低,且容易出现清洁死角,清洁效果一般很难达到装箱要求;
6.(2)将零件从磨齿机床上拆下,使用清洗机进行清洁,该方法是零件清洁的常规方法,能够彻底的将零件清洁干净,满足装箱要求,但是,该方法存在的问题是:挂满冷却油的零件从磨齿设备上卸下后,再拿到清洗机的过程中,零件上的冷却油同样容易滴落在地上对地面造成污染,同时,大量冷却油直接被清洗剂冲洗,造成较大浪费。
技术实现要素:
7.针对上述现有技术中存在的缺陷,本实用新型提供了一种用于磨齿机的清洁装置,能够自动高效清除零件表面冷却油,确保零件装箱清洁度的基础上,还能避免对冷却油的浪费。
8.结合说明书附图,本实用新型的技术方案如下:
9.一种用于磨齿机的清洁装置,包括:夹持旋转组件、气管6、滑移组件、出气管10和高压气源;
10.待清洁的零件4安装在夹持旋转组件上;
11.所述出气管10通过气管6与高压气源相连;
12.所述出气管10通过滑移组件安装在零件4端面处,通过滑移组件调节出气管10,使出气管10的出气口正对零件4外圆周的轮齿齿槽。
13.进一步地,所述夹持旋转组件由磨齿机的机床尾座1、机床顶尖2和机床夹具3组
成;
14.所述机床顶尖2安装在机床尾座1上,待清洁的零件4通过机床顶尖2和机床夹具3旋转夹持安装。
15.更进一步地,所述出气管10通过滑移组件安装在所述机床尾座1上。
16.进一步地,所述滑移组件由滑块7、滑轨8、压块13和压紧螺栓14组成;
17.所述滑块7滑动连接在滑轨8上,并滑移至预设位置后固定;
18.所述出气管10通过压块13压装在滑块7上,并通过压紧螺栓14将压块13固定在滑块7上。
19.更进一步地,所述滑块7与滑轨8之间采用燕尾槽结构滑动配合,且在滑块7的中间位置配合安装顶丝9,待滑块7沿滑轨8滑移调节至预设位置后,通过拧紧顶丝9将滑块7锁紧固定在滑轨8上。
20.进一步地,所述气管6通过控制阀5与高压气源相连。
21.进一步地,所述出气管10的出气口端为扁平状。
22.更进一步地,所述所述出气管10的出气口端为直线型扁平状或与零件4 的外圆周轮廓形状相匹配的弧线型扁平状。
23.更进一步地,所述出气管10的出气口端开有成组设置的出气口组,每一组出气口组由若干出气口12组成。
24.更进一步地,同一组的出气口12均沿着所述扁平状的出气口端端面形状设置,且多组出气口组之间的出气口相互平行设置。
25.与现有技术相比,本实用新型的有益效果在于:
26.1、本实用新型所述用于磨齿机的清洁装置,借助原有磨齿机的装夹及旋转驱动部件控制零件旋转,对零件表面附着的冷却油产生离心力,在此基础上,通过对着零件边缘的吹气实现对零件表面附着冷却油的清除,离心力+吹气的方式,在保证清洁效果的同时,能有效减少冷却油的浪费。
27.2、本实用新型所述用于磨齿机的清洁装置,安装在磨齿机上,在无需将零件从磨齿机上拆卸的条件下,即可实现对零件的清洁,避免对地面及周围环境造成污染。
28.3、本实用新型所述用于磨齿机的清洁装置,整个工作过程与磨齿工艺配套对接,清洁过程实现完全自动化,提高了清洁效率的同时,降低了劳动强度。
29.4、本实用新型所述用于磨齿机的清洁装置,通过滑轨滑块机构将出气管位置可调地安装在机床尾座上,在磨齿加工不同外径尺寸的连接时,通过滑轨滑块调节出气管的位置,使出气管的出气口始终正对着零件的齿槽位置,提升清洁装置的适应性。
30.5、本实用新型所述用于磨齿机的清洁装置,结构简单,在现有磨齿机上可直接安装使用,易于推广应用。
31.6、本实用新型所述用于磨齿机的清洁装置,其清洁工艺程序可直接写入原磨齿机的加工工艺程序中,清洁工艺与磨齿工艺无缝衔接,实现高度自动化。
32.7、本实用新型所述用于磨齿机的清洁装置,在传输用于吹扫冷却油的气管上安装控制阀,可有效控制吹气量,清洁过程更加可控性较高。
附图说明
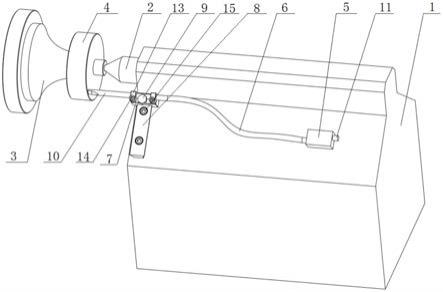
33.图1为本实用新型所述用于磨齿机的清洁装置侧面三维立体结构示意图;
34.图2为本实用新型所述用于磨齿机的清洁装置端面三维立体结构示意图;
35.图3为本实用新型所述用于磨齿机的清洁装置中,出气管的出气口位置示意图。
36.图中:
37.1-机床尾座,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-机床顶尖,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-机床夹具,
38.4-零件,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-控制阀,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-气管,
39.7-滑块,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8-滑轨,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9-顶丝,
40.10-出气管,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11-进气口,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12-出气口,
41.13-压块,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14-压紧螺栓,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15-固定螺栓。
具体实施方式
42.为清楚、完整地描述本发明所述技术方案及其具体工作过程,结合说明书附图,本发明的具体实施方式如下:
43.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
44.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
45.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
46.本实用新型提供了一种用于磨齿机的清洁装置,如图1和图2所示,所述清洁装置安装在磨齿机的机床尾座1上,与用于装夹零件3的机床顶尖2和机床夹具3配合使用,所述清洁装置还包括:压缩气源(图中未显示)、气管6、控制阀5、滑块7、滑轨8、顶丝9、出气管10、进气口11、出气口12、压块 13和压紧螺栓14,其中:
47.所述气管6一端通过控制阀5与压缩气源相连接,控制阀5的进气口11 与压缩气源相连接,所述控制阀5采用电控阀,以实现控制经压缩气源输出流入气管6的高压气体流量及气体压力大小,所述控制阀5关由磨齿机的机床系统通过程序控制;
48.所述气管6为柔性管路,可根据实际情况盘踞附着在机床尾座1一侧的斜面上;
49.所述气管6另一端与出气管10相连,所述出气管10为硬质的直线型气管,出气管10的上游端口与出气管10的下有端口相连通,且密封对接;出气管10 尾端通过滑移组件位置可调地安装在机床尾座1上与气管6同侧的斜面上;
50.所述滑移组件由所述滑块7、滑轨8、顶丝9、压块13和压紧螺栓14组成;
51.所述滑轨8沿着机床尾座1的侧斜面设置并通过两个固定螺栓15固定在机床尾座1上,且滑轨8的方向与被夹持安装的零件4的径向相平行;
52.所述滑块7滑动安装在滑轨8上,滑块7与滑轨8之间采用燕尾槽结构滑动配合,在滑块7的中间位置开有螺纹孔,并配合安装所述顶丝9,待滑块7 沿滑轨8滑移调节至预定位置后,通过拧紧顶丝9,可实现将滑块7锁紧固定在滑轨8上;
53.所述滑块7顶部沿着垂直于滑轨8的方向,对称开有两个与出气管10外圆周表面相匹配的弧形槽,两个压块13分别设置在滑块7顶部两个弧形槽对应的位置处,且压块13底部开有与出气管10外圆周表面相匹配的弧形槽,压块13 底部弧形槽与滑块7顶部对应位置的弧形槽相对接组成圆柱通孔结构,所述出气管10的尾部两端匹配安装在滑块7与压块13组成的圆柱通孔内,即:通过压块13将出气管10压在滑块7上,并通过对应设置的压紧螺栓将压块13固定压紧在滑块7上,进而实现将出气管10固定在压块13与滑块7之间,气管10 在压块13与滑块7之间压装无变形,确保高压气体顺利流经出气管10;
54.上述滑移组件中,通过调节顶丝9,可调节随滑块7同步运动的出气管在沿零件4径向上的位置,通过调节压紧螺栓14,可调节出气管10向外伸出的长短,进而调节相对于零件4端面位置的距离。
55.如图3所示,所述出气管10的头端为出气口端,出气管10的出气口端为扁平状,扁平状的出气口端可以加大出气的压力,且所述扁平状为直线型扁平状或与零件4的外圆周轮廓形状相匹配的弧线型扁平状,弧线型扁平状出气管 10出气口端可更加准确与零件4的外圆周轮廓相匹配,更加有针对性且彻底地清洁零件4上所附着的冷却油;
56.所述出气管10的出气口端开有一排或多排出气口组,每一排出气口组由若干出气口12组成,且在同一排的出气口12均沿着所述扁平状的出气口端端面形状设置,多排出气口组相互平行设置。
57.所述机床顶尖2与机床夹具3均为磨齿机原有部件,所述零件4通过机床顶尖2与机床夹具3夹持固定,并在外部驱动装置的驱动下按照指定转速旋转。
58.本发明所述用于磨齿机的清洁装置的工作原理及工作过程阐述如下:
59.在使用时,首先将零件4固定在待加工的位置,将滑块7上的顶丝9松开,沿滑轨8调整滑块7的位置,使出气管10的出气口12正对零件4的齿顶位置后,拧紧顶丝9将滑块7固定在滑轨8上;然后将滑块7上固定压块13(间接固定出气管10)的压紧螺栓14松开,调整出气管10的伸出长度,调整到出气口12距离零件4的端面2mm-5mm的位置后,拧紧压紧螺栓14固定出气管10;最后将控制阀5的进气口11与外部压缩气源连接,在磨齿机系统中的零件4 完成磨齿加工后增加清洁程序;
60.零件加工完成后,运行清洁程序时,磨齿机床的驱动装置带动通过机床顶尖2和机床夹具3共同装夹的零件进行5000转/分的高速旋转(该转速设置可依据实际情况而定),在旋转离心力的作用下附着在零件4表面的冷却油被甩到零件的最外侧,其中一部分冷却油被甩掉,剩余一部分冷却油附着在零件4轮齿结构的齿槽内,在零件4旋转的同时,控制阀5
被控制打开,压缩气源内的高压气体依次经过控制阀5、气管6、出气管10,最终经细小的出气口12吹向零件4轮齿结构的齿槽,将齿槽内的冷却油吹出实现清楚零件4上附着的冷却油,配合零件4旋转在10秒钟内完成零件4清洁。清洁程序停止后,零件4 停止转动,控制阀5关闭。
61.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
62.以上所述本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所作出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。