1.本实用新型涉及轮毂制造的技术领域,特别是涉及一种汽车轮毂机加工乳化液集中回收预处理装置。
背景技术:
2.目前,汽车轮毂自动化生产过程中,经热处理后的轮毂毛坯经物流传输系统,被运送到各个机加工单元,机加工单元中各个机床工作过程中,从集中供液系统获取纯净的机加工乳化液,完成对轮毂毛坯的机加工作业,使用过的机加工乳化液随机加废渣一起排至地沟,经固液分离后回流至地坑储液井中;目前大多轮毂厂将地坑中回流的乳化液直接排入污水处理厂,不但增加了污水厂的工作负荷,还有可能造成环境污染,同时机加工集中供液系统需要不断补充新液,使机加成本居高不下。
技术实现要素:
3.为解决上述技术问题,本实用新型提供一种全新的、稳定可靠、简单高效的汽车轮毂机加工乳化液集中回收预处理装置,可以满足汽车轮毂机加工回流乳化液的回收利用,降低污水处理厂工作负荷的同时,还避免了环境污染,实现废物利用,降低了集中供液系统中新乳化液的补液量,大大降低了机加工成本,经济效果明显。
4.为实现上述目的,本实用新型是采用下述技术方案实现的:
5.本实用新型的汽车轮毂机加工乳化液集中回收预处理装置,包括包括过滤处理装置、混凝搅拌装置及控制系统,所述过滤处理装置用于将待处理乳化液进行过滤除杂;所述混凝搅拌装置设置有a药液加药管路,a药液加药泵,b药液加药管路,b药液加药泵,搅拌器和第一液位检测传感器,所述a药液加药管路和b药液加药管路分别与搅拌罐ⅱ的一侧连接,a药液加药泵安装在a药液加药管路上,b药液加药泵安装在b药液加药管路上,搅拌器安装在所述搅拌罐ⅱ的内部,搅拌器的顶端安装搅拌电机,第一液位检测传感器安装在所述搅拌罐ⅱ的内部一侧,用于检测搅拌罐ⅱ内液位的状态,控制系统控制所述过滤处理装置和混凝搅拌装置自动有效的运行,并提供hmi工艺参数设定窗口,实现不同工艺指标下药液配方的设定和控制需求。
6.优选地,所述过滤处理装置包括一级过滤处理装置和二级过滤处理装置,所述一级过滤处理装置设置在所述混凝搅拌装置的前端,所述二级过滤处理装置设置在所述混凝搅拌装置的后端。
7.优选地,所述一级过滤处理装置包括安装在搅拌罐的前侧的一级水箱,一级水箱上设置第一纸带过滤机,地坑污水泵安装在一级水箱的供液管路上。
8.优选地,所述二级过滤处理装置包括安装在所述搅拌罐后侧的二级水箱,排水泵安装在所述搅拌罐与所述二级水箱之间供液管路上,第二液位检测传感器安装在所述二级水箱上,第二纸带过滤机安装在所述二级水箱上,排水泵安装在所述二级水箱的后侧的用于与集中供液储液罐连接的供液管路上。
9.与现有技术相比本实用新型的有益效果为:使用过滤处理装置将待处理乳化液进行过滤除杂;控制系统根据第一液位检测传感器的状态,控制a药液加药泵、b药液加药泵、搅拌器工作,使适量的药液a、药液b与待处理乳化液充分混合反应,使乳化液中的絮状物和有害溶解物转化成固体沉淀析出,从而达到净化处理的作用。设备结构简单,运行稳定,维护方便,避免环境污染,实现废物利用,降低了集中供液系统中新乳化液的补液量,大大降低了机加工成本,经济效果明显,可以满足汽车轮毂机加工回流乳化液的回收利用,降低污水处理厂工作负荷。
附图说明
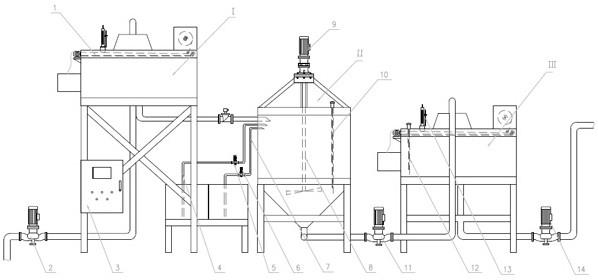
10.图1是本实用新型实施例汽车轮毂机加工乳化液集中回收预处理装置的结构示意图;
11.附图标记:ⅰ、一级水箱;ⅱ、搅拌罐;ⅲ、二级水箱;1、第一纸带过滤机;2、地坑污水泵;3、控制系统;4、a药液加药管路;5、a药液加药泵;6、b药液加药泵;7、b药液加药管路;8、搅拌器;9、搅拌电机;10、第一液位检测传感器;11、第一排水泵;12、第二液位检测传感器;13、第二纸带过滤机;14、第二排水泵。
具体实施方式
12.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
13.如图1所示,本实用新型实施例的汽车轮毂机加工乳化液集中回收预处理装置,包括过滤处理装置、混凝搅拌装置及控制系统3,过滤处理装置用于将待处理乳化液进行过滤除杂;混凝搅拌装置设置有a药液加药管路4,a药液加药泵5,b药液加药管路7,b药液加药泵6,搅拌器8和第一液位检测传感器10,a药液加药管路4和b药液加药管路7分别与搅拌罐ⅱ的一侧连接,a药液加药管路4连通a药液的储液罐与搅拌罐ⅱ,b药液加药管路7连通b药液的储液罐与搅拌罐ⅱ,a药液加药泵5安装在a药液加药管路4上,b药液加药泵6安装在b药液加药管路7上,搅拌器8安装在搅拌罐ⅱ的内部,搅拌器8的顶端安装搅拌电机9,第一液位检测传感器10安装在搅拌罐ⅱ的内部一侧,用于检测搅拌罐ⅱ内液位的状态,控制系统3控制过滤处理装置和混凝搅拌装置自动有效的运行,并提供hmi工艺参数设定窗口,实现不同工艺指标下药液配方的设定和控制需求。
14.本实用新型实施例的汽车轮毂机加工乳化液集中回收预处理装置,主要应用于汽车轮毂自动化生产过程中,对使用过的机加乳化液净化处理,并回收利用,使用过滤处理装置将待处理乳化液进行过滤除杂;控制系统3根据第一液位检测传感器10的状态,控制a药液加药泵5、b药液加药泵6、搅拌器8工作,使适量的药液a、药液b与待处理乳化液充分混合反应,使乳化液中的絮状物和有害溶解物转化成固体沉淀析出,从而达到净化处理的作用。设备结构简单,运行稳定,维护方便,避免环境污染,实现废物利用,降低了集中供液系统中新乳化液的补液量,大大降低了机加工成本,经济效果明显。
15.过滤处理装置可以根据乳化液的特点选择任何适合的过滤装置,只要能够有助于分离去除乳化液中的杂质即可应用于本实用新型。
16.本实施例中,根据汽车轮毂实际使用过的机加工乳化液情况,过滤处理装置包括
一级过滤处理装置和二级过滤处理装置,一级过滤处理装置设置在混凝搅拌装置的前端,二级过滤处理装置设置在混凝搅拌装置的后端;需要说明的是,实际回收预处理过程中,根据汽车轮毂机加工乳化液的初始状态以及预处理的中间状态,可以选择仅采用一级过滤处理装置或者采用多级过滤处理装置,确保乳化液预处理效果达标即可。
17.一级过滤处理装置包括安装在搅拌罐ⅱ的前侧的一级水箱ⅰ,一级水箱ⅰ上设置第一纸带过滤机1,地坑污水泵2安装在一级水箱ⅰ的供液管路上;控制系统3根据回流地坑中机加乳化液的液位高度,控制地坑污水泵2,将待处理乳化液抽排入一级水箱ⅰ,含各类杂质的乳化液经过第一纸带过滤机1过滤,去除金属碎屑及固体杂质等颗粒物。同时,控制系统根据第一纸带过滤机1上的浮球装置,判断过滤纸带上残渣厚度,自动控制第一纸带过滤机行走排渣并更换纸带。
18.二级过滤处理装置包括安装在搅拌罐ⅱ后侧的二级水箱ⅲ,第一排水泵11安装在搅拌罐ⅱ与二级水箱ⅲ之间供液管路上,第二液位检测传感器12安装在二级水箱ⅲ上,第二纸带过滤机13安装在二级水箱ⅲ上,第二排水泵14安装在二级水箱ⅲ的后侧的用于与集中供液储液罐连接的供液管路上,控制系统3根据混凝搅拌装置的工作状态,控制第一排水泵11,将混凝沉淀完成的乳化液抽排至二级水箱ⅲ中,并根据二级水箱ⅲ中的第二液位检测传感器12的信号状态,控制第二排水泵14,将经第二纸带过滤机13过滤后的乳化液抽排至集中供液系统储液罐中。
19.控制系统除以上控制功能外,还提供hmi工艺参数设定窗口,实现不同工艺指标下a、b药液配方量、加注时间、搅拌装置的搅拌时间、纸带过滤机排渣换纸条件、排渣换纸时间等工艺参数的设定和按设定的工艺参数控制各执行机构工作。
20.本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,在此不再详述。
21.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。