1.本发明涉及橡胶与金属粘接技术领域,具体涉及一种粘接铝合金连接环与橡胶圈的方法。
背景技术:
2.在机械制造工业中,铝合金密度低,但强度较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用。但对于铝合金与橡胶的粘接,市面上常用的胶粘剂虽种类繁多,但由于影响粘接质量的因素众多,以及产品不同的应用环境,许多粘接方法存在耐久性差、耐寒性差及粘接强度不够等问题,容易出现相互脱离的问题。
3.因此,有必要研发一种能够提高橡胶圈与铝合金粘合效果的方法,使粘合后的橡胶金属复合件具有较好的耐磨、抗震效果。
技术实现要素:
4.本发明的目的是提供一种能够提高橡胶圈与铝合金连接环粘合效果的方法。
5.为实现本发明目的而采用的技术方案是这样的,一种粘接铝合金连接环与橡胶圈的方法,包括以下步骤:
6.1)加工出铝合金连接环;其中,所述铝合金连接环的两端分别记为铝合金连接环的上下端,在铝合金连接环的上端加工出供橡胶圈插入的环形槽,在铝合金连接环的外壁上焊接2个耳板,在每个耳板上钻出安装孔,在铝合金连接环的下端加工出6个螺纹孔ⅰ,6个螺纹孔ⅰ沿铝合金连接环的周向等间距分布。
7.2)加工出所述橡胶圈;其中,所述橡胶圈的两端分别记为橡胶圈的上下端。
8.3)将所述环形槽的底部和内壁进行打毛,将橡胶圈下端的端面和侧壁进行打毛,用汽油洗净打毛表面并晾干。
9.4)将所述铝合金连接环放置于烘箱中,升温至100℃,保温30min。
10.5)制作环氧聚酰胺胶粘剂。
11.6)取出所述铝合金连接环,在环形槽的底部和内壁涂抹环氧聚酰胺胶粘剂,在橡胶圈下端的端面和侧壁上涂抹环氧聚酰胺胶粘剂,将橡胶圈的下端插入环形槽并压紧,用丙酮擦除被挤出的环氧聚酰胺胶粘剂。
12.7)将粘好的所述铝合金连接环与橡胶圈送入烘箱,升温至80℃,保温30min后,随箱冷却至室温取出。
13.进一步,在步骤3)中,采用0#砂纸对所述铝合金连接环和橡胶圈进行打毛。
14.进一步,步骤7)之后还具有如下步骤:
15.8)加工出密封垫和压圈;其中,在所述密封垫上加工出6个螺栓孔ⅱ,在压圈上加工出6个螺栓孔ⅲ;
16.9)将密封垫安装到所述铝合金连接环的下端,将压圈安装到密封垫的下端;其中,
6个所述螺栓孔ⅱ分别与6个螺纹孔ⅰ对应,6个螺栓孔ⅱ分别与6个螺栓孔ⅲ对应;
17.10)将6个螺栓旋入所述螺栓孔ⅲ、螺栓孔ⅱ和螺纹孔ⅰ。
18.本发明的技术效果是毋庸置疑的,使用环氧聚酰胺胶粘剂粘接铝合金连接环与橡胶圈,因含较长的脂肪酸碳链,其固化物韧而不脆,收缩率低,毒性小甚至无毒,加温固化可加快速度,提高粘接强度;适用期长,施工方便;粘接力强,对铝合金和橡胶都有良好的粘接性能。
附图说明
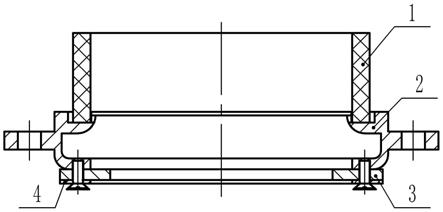
19.图1为铝合金连接环与橡胶圈粘接示意图;
20.图2为铝合金连接环下端连接密封垫和压圈的示意图。
21.图中:橡胶圈1、铝合金连接环2、螺纹孔ⅰ201、密封垫3和压圈4。
具体实施方式
22.下面结合实施例对本发明作进一步说明,但不应该理解为本发明上述主题范围仅限于下述实施例。在不脱离本发明上述技术思想的情况下,根据本领域普通技术知识和惯用手段,做出各种替换和变更,均应包括在本发明的保护范围内。
23.实施例1:
24.本实施例公开了一种粘接铝合金连接环与橡胶圈的方法,包括以下步骤:
25.1)加工出铝合金连接环2;其中,所述铝合金连接环2的两端分别记为铝合金连接环2的上下端,在铝合金连接环2的上端加工出供橡胶圈1插入的环形槽,在铝合金连接环2的外壁上焊接2个耳板,在每个耳板上钻出安装孔,安装孔用于将铝合金连接环2稳固在所要连接的部件上;参见图1,在铝合金连接环2的下端加工出6个螺纹孔ⅰ201,6个螺纹孔ⅰ201沿铝合金连接环2的周向等间距分布。
26.2)加工出所述橡胶圈1;其中,所述橡胶圈1的两端分别记为橡胶圈1的上下端。
27.3)采用0#砂纸将所述环形槽的底部和内壁进行打毛,将橡胶圈1下端的端面和侧壁进行打毛,用汽油洗净打毛表面并晾干。
28.4)将所述铝合金连接环2放置于烘箱中,升温至100℃,保温30min。
29.5)制作环氧聚酰胺胶粘剂;其中,所述环氧聚酰胺胶粘剂的成分包括环氧树脂和聚酰胺,环氧树脂的型号为e-51,聚酰胺为650聚酰胺,环氧树脂的重量份数为45份~55份,聚酰胺的重量份数为45份~55份。
30.6)取出所述铝合金连接环2,在环形槽的底部和内壁涂抹环氧聚酰胺胶粘剂,在橡胶圈1下端的端面和侧壁上涂抹环氧聚酰胺胶粘剂,将橡胶圈1的下端插入环形槽并压紧,用丙酮擦除被挤出的环氧聚酰胺胶粘剂。
31.7)将粘好的所述铝合金连接环2与橡胶圈1送入烘箱,升温至80℃,保温30min后,随箱冷却至室温取出。
32.8)加工出密封垫3和压圈4;其中,在所述密封垫3上加工出6个螺栓孔ⅱ,在压圈4上加工出6个螺栓孔ⅲ。
33.9)将密封垫3安装到所述铝合金连接环2的下端,将压圈4安装到密封垫3的下端;其中,6个所述螺栓孔ⅱ分别与6个螺纹孔ⅰ201对应,6个螺栓孔ⅱ分别与6个螺栓孔ⅲ对应。
34.10)参见图2,将6个螺栓旋入所述螺栓孔ⅲ、螺栓孔ⅱ和螺纹孔ⅰ201。
35.实施例2:
36.本实施例公开了一种粘接铝合金连接环与橡胶圈的方法,包括以下步骤:
37.1)加工出铝合金连接环2;其中,所述铝合金连接环2的两端分别记为铝合金连接环2的上下端,在铝合金连接环2的上端加工出供橡胶圈1插入的环形槽,在铝合金连接环2的外壁上焊接2个耳板,在每个耳板上钻出安装孔,参见图1,在铝合金连接环2的下端加工出6个螺纹孔ⅰ201,6个螺纹孔ⅰ201沿铝合金连接环2的周向等间距分布。
38.2)加工出所述橡胶圈1;其中,所述橡胶圈1的两端分别记为橡胶圈1的上下端。
39.3)将所述环形槽的底部和内壁进行打毛,将橡胶圈1下端的端面和侧壁进行打毛,用汽油洗净打毛表面并晾干。
40.4)将所述铝合金连接环2放置于烘箱中,升温至100℃,保温30min。
41.5)制作环氧聚酰胺胶粘剂。
42.6)取出所述铝合金连接环2,在环形槽的底部和内壁涂抹环氧聚酰胺胶粘剂,在橡胶圈1下端的端面和侧壁上涂抹环氧聚酰胺胶粘剂,将橡胶圈1的下端插入环形槽并压紧,用丙酮擦除被挤出的环氧聚酰胺胶粘剂。
43.7)将粘好的所述铝合金连接环2与橡胶圈1送入烘箱,升温至80℃,保温30min后,随箱冷却至室温取出。
44.实施例3:
45.本实施例主要步骤同实施例2,进一步,在步骤3)中,采用0#砂纸对所述铝合金连接环2和橡胶圈1进行打毛。
46.实施例4:
47.本实施例主要步骤同实施例3,进一步,步骤7)之后还具有如下步骤:
48.8)加工出密封垫3和压圈4;其中,在所述密封垫3上加工出6个螺栓孔ⅱ,在压圈4上加工出6个螺栓孔ⅲ。
49.9)将密封垫3安装到所述铝合金连接环2的下端,将压圈4安装到密封垫3的下端;其中,6个所述螺栓孔ⅱ分别与6个螺纹孔ⅰ201对应,6个螺栓孔ⅱ分别与6个螺栓孔ⅲ对应。
50.10)参见图2,将6个螺栓旋入所述螺栓孔ⅲ、螺栓孔ⅱ和螺纹孔ⅰ201。