1.本发明涉及无痕胶技术领域,尤其是一种易拉无痕胶基材的制备方法。
背景技术:
2.无痕胶带是一种特殊材料做成的可重复使用的双面胶带,可反复粘贴并且在揭离的时候不会在产品上留下任何的遗留物。纸品包装、纸卡及pvc胶片定位、书刊附物说明书固定、pet贴合、印刷起版、印刷装潢(附品dvd光碟)、食品包装(如酒盒/糖果包装)、贺卡制作、工艺品制作、玩具礼品、保持蜡烛直立、卫浴品和支架固定及粘接、小家电包装、直接邮寄和促销、产品展示会、告示牌、业余制作、家庭、学校和办公室的各种活动、易碎品和液态产品包装固定及电子产品包装等行业。
3.现有的无痕胶带存在无法回弹,不能二次利用的技术不足。
技术实现要素:
4.本发明的目的是:克服现有技术中的不足,提供一种能够实现回弹和二次利用的易拉无痕胶基材的制备方法。
5.为解决上述技术问题,本发明采用的技术方案如下:
6.一种易拉无痕胶基材的制备方法,所述制备方法包括以下步骤:
7.1)将橡胶、树脂、钛白粉、环烷油、抗氧剂混合均匀后加入下压式搅拌釜中加热搅拌均匀,搅拌均匀后用胶泵打入热熔机中,然后在格拉辛纸上进行涂布,涂布结束冷却卷曲成母卷;
8.2)在离型纸上涂布橡胶型胶水,涂布结束采用复合温度烘干,然后再与母卷的上下两面分别进行热复合,热复合结束,卷曲成型,烘干,得到易拉无痕胶卷材。
9.进一步的,所述步骤1)中的橡胶为丁苯橡胶sis
‑
1209,树脂为氢化树脂hc
‑
161。
10.进一步的,所述步骤1)中搅拌釜的加热温度为170℃以上,热熔机的温度为170℃,涂布速度为1m/min,厚度为0.9mm,幅宽为1010mm,母卷的长度为300m。
11.进一步的,所述步骤2)中橡胶型胶水的涂布量为200g/m2,烘干温度为110摄氏度,复合温度为80℃。
12.进一步的,所述橡胶、树脂、钛白粉、环烷油、抗氧剂的添加量分别为:30份、20份、0.5份、1份和1.5份。
13.进一步的,所述丁苯橡胶sis
‑
1209为苯乙烯异戊二烯嵌段共聚物。
14.进一步的,所述树脂hc
‑
161为芳香族改性氢化石油树脂。
15.进一步的,所述抗氧剂包括主抗氧剂和副抗氧剂,主抗氧剂和副抗氧剂的质量比为2:1,所述主抗氧剂选用4(β
‑
(3、5
‑
二叔丁基
‑4‑
4羟基苯基)丙酸)季戊四醇酯,所述副抗氧剂选用1,6,8
‑
三(2,4
‑
二叔丁基苯基)亚磷酸酯。
16.进一步的,所述橡胶型胶水的质量份组成如下:
17.橡胶120910份,
18.树脂14份,
19.甲苯10份,
20.120
#
工业汽油10份。
21.进一步的,所述树脂选用金森石油树脂2203。
22.采用本发明的技术方案的有益效果是:
23.本发明中通过采用橡胶、树脂、钛白粉、环烷油、抗氧剂的混合物制得易拉无痕基材,使胶膜弹性更好,颜色更白。
24.本发明中采用橡胶、树脂、甲苯和120
#
工业汽油制备卷材的胶水,胶带的粘性更好,持粘力更佳。
25.本发明中将复合温度控制为80℃,胶水与基材可以更好的复合,复合后不易脱胶。
附图说明
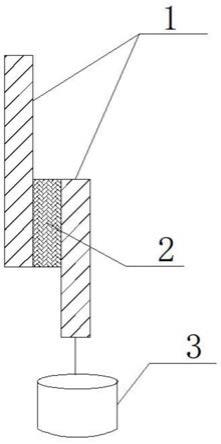
26.图1为本发明中的易拉无痕胶的测试方法的示意图。
27.图中:1测试板,2无痕胶片,3负重砝码。
具体实施方式
28.下面结合具体实施方式对本发明中的易拉无痕胶基材的制备方法作进一步说明。
29.如无特殊说明,本发明中的原料均为普通市售。
30.如无特殊说明,本发明中的方法或工艺均为常规方法。
31.实施例1
32.一种易拉无痕胶基材的制备方法,所述制备方法包括以下步骤:
33.1)将橡胶30份、树脂20份、钛白粉0.5份、环烷油1份、抗氧剂1.5份混合均匀后加入下压式搅拌釜中加热搅拌均匀,搅拌均匀后用胶泵打入热熔机中,然后在格拉辛纸上进行涂布,涂布结束冷却卷曲成母卷;
34.橡胶为丁苯橡胶sis
‑
1209,为苯乙烯异戊二烯嵌段共聚物;树脂为氢化树脂hc
‑
161,为芳香族改性氢化石油树脂;
35.搅拌釜的加热温度为170℃以上,热熔机的温度为170℃,涂布速度为1m/min,厚度为0.9mm,幅宽为1010mm,母卷的长度为300m;
36.2)在离型纸上涂布橡胶型胶水,涂布结束采用复合温度烘干,然后再与母卷的上下两面分别进行热复合,热复合结束,卷曲成型,烘干,得到易拉无痕胶卷材。
37.橡胶型胶水的涂布量为200g/m2,烘干温度为110摄氏度,复合温度为80℃;
38.抗氧剂包括主抗氧剂和副抗氧剂,主抗氧剂和副抗氧剂的质量比为2:1,主抗氧剂选用4(β
‑
(3、5
‑
二叔丁基
‑4‑
4羟基苯基)丙酸)季戊四醇酯,副抗氧其中,述橡胶型胶水的质量份组成如下:
39.橡胶120910份,
40.树脂14份,树脂选用金森石油树脂2203;
41.甲苯10份,
42.120
#
工业汽油10份。
43.性能测试:
44.图1为本发明中的易拉无痕胶的测试方法的示意图。
45.1、将实施例1中制得的无痕胶基材裁切成25mm*25mm的小方块,即无痕胶片2;
46.2、将无痕胶片2贴合在测试板1(钢板/玻璃/abs)表面,用力压合;
47.3、贴合后的测试样,在无负重条件下,自然环境中分别静置24h;
48.4、分别记录负重砝码3(2kg和3kg)脱落时间;
49.具体测试条件:测试温度23
±
2℃,测试湿度:50
±
20%,测试数量:7pcs。
50.测试结果见表1。
[0051][0052]
对于本领域技术人员而言,显然本发明不限于上述示范性实验例的细节,而且在不背离本发明的精神和基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的同等要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0053]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的权利方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种易拉无痕胶基材的制备方法,其特征在于:所述制备方法包括以下步骤:1)将橡胶、树脂、钛白粉、环烷油、抗氧剂混合均匀后加入下压式搅拌釜中加热搅拌均匀,搅拌均匀后用胶泵打入热熔机中,然后在格拉辛纸上进行涂布,涂布结束冷却卷曲成母卷;2)在离型纸上涂布橡胶型胶水,涂布结束采用复合温度烘干,然后再与母卷的上下两面分别进行热复合,热复合结束,卷曲成型,烘干,得到易拉无痕胶卷材。2.根据权利要求1所述的一种易拉无痕胶基材的制备方法,其特征在于:所述步骤1)中的橡胶为丁苯橡胶sis
‑
1209,树脂为氢化树脂hc
‑
161。3.根据权利要求1所述的一种易拉无痕胶基材的制备方法,其特征在于:所述步骤1)中搅拌釜的加热温度为170℃以上,热熔机的温度为170℃,涂布速度为1m/min,厚度为0.9mm,幅宽为1010mm,母卷的长度为300m。4.根据权利要求1所述的一种易拉无痕胶基材的制备方法,其特征在于:所述步骤2)中橡胶型胶水的涂布量为200g/m2,烘干温度为110摄氏度,复合温度为80℃。5.根据权利要求1所述的一种易拉无痕胶基材的制备方法,其特征在于:所述橡胶、树脂、钛白粉、环烷油、抗氧剂的添加量分别为:30份、20份、0.5份、1份和1.5份。6.根据权利要求1所述的易拉无痕胶基材的制备方法,其特征在于:所述丁苯橡胶sis
‑
1209为苯乙烯异戊二烯嵌段共聚物。7.根据权利要求1所述的一种易拉无痕胶基材的制备方法,其特征在于:所述树脂hc
‑
161为芳香族改性氢化石油树脂。8.根据权利要求1所述的一种易拉无痕胶基材的制备方法,其特征在于:所述抗氧剂包括主抗氧剂和副抗氧剂,主抗氧剂和副抗氧剂的质量比为2:1,所述主抗氧剂选用4(β
‑
(3、5
‑
二叔丁基
‑4‑
4羟基苯基)丙酸)季戊四醇酯,所述副抗氧剂选用1,6,8
‑
三(2,4
‑
二叔丁基苯基)亚磷酸酯。9.根据权利要求1所述的一种易拉无痕胶基材的制备方法,其特征在于:所述橡胶型胶水的质量份组成如下:橡胶120910份,树脂14份,甲苯10份,120
#
工业汽油10份。10.根据权利要求9所述的一种易拉无痕胶基材的制备方法,其特征在于:所述树脂选用金森石油树脂2203。
技术总结
本发明涉及无痕胶技术领域,尤其是一种易拉无痕胶基材的制备方法;包括以下步骤:1)将橡胶、树脂、钛白粉、环烷油、抗氧剂混合均匀后加入下压式搅拌釜中加热搅拌均匀,搅拌均匀后用胶泵打入热熔机中,然后在格拉辛纸上进行涂布,涂布结束冷却卷曲成母卷;2)在离型纸上涂布橡胶型胶水,涂布结束采用复合温度烘干,然后再与母卷的上下两面分别进行热复合,热复合结束,卷曲成型,烘干,得到易拉无痕胶卷材;本发明中通过采用橡胶、树脂、钛白粉、环烷油、抗氧剂的混合物制得易拉无痕基材,使胶膜弹性更好,颜色更白;本发明中采用橡胶、树脂、甲苯和120
技术研发人员:陆文革 蒋乾
受保护的技术使用者:常州嘉世明复合材料科技有限公司
技术研发日:2021.09.09
技术公布日:2021/12/30