1.本发明涉及光纤熔接处理技术领域,具体为一种超低损耗光纤的熔接方法。
背景技术:
2.在光纤熔接领域,一般常规光纤652d一般接头损耗为0.06db,而随着超低损耗光纤g.654e的出现,运营商开始尝试在长途光缆中进行应用,g.654.e新型光纤的使用,凭借其低损耗的特点可以减少中继站设置,实现超长距离、超大容量、超高速光通信传输,满足未来400g或400g以上的系统需求,而超低损耗光纤g.654e的光纤熔接的损耗要求一般为0.025db,熔接品质要求高,难度更大,对熔纤设备以及技术提出来更高的要求。
3.实际工程施工中652d光纤的一次熔纤达标率一般为60%,而超低损耗光纤654e的光纤熔接的损耗值难以达标,一次熔纤达标率一般普遍为30%左右,给施工增加了很大的难度,延长了施工周期。
技术实现要素:
4.本发明的目的在于提供一种超低损耗光纤的熔接方法,以解决降低超低损耗g.654e光纤在熔纤中的接头损耗,提高熔纤的一次熔纤达标率的技术问题。
5.为实现上述目的,本发明提供如下技术方案:一种超低损耗光纤的熔接方法,包括透明玻璃罩、光纤和熔接机,所述光纤还包括第一光纤和第二光纤,所述熔接机上设置有两个v型槽和两个电极棒,所述v型槽的一端与所述透明玻璃罩密封连接,两个所述v型槽内分别插接有第一光纤和第二光纤,所述v型槽上安装有驱动光纤运动的马达,所述透明玻璃罩的上表面和下表面均黏贴有密封套,所述密封套采用弹性材料制成,所述密封套上插接有电极棒,所述电极棒与所述密封套滑动连接,还包括如下步骤:
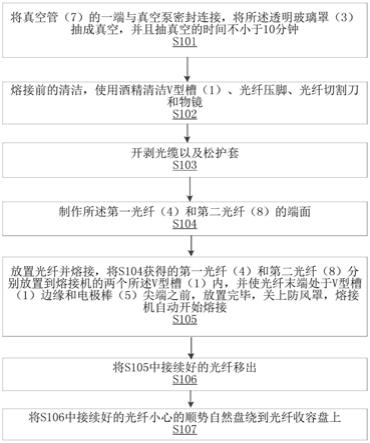
6.s:将真空管的一端与真空泵密封连接,将所述透明玻璃罩抽成真空,并且抽真空的时间不小于10分钟;
7.s102:熔接前的清洁,使用酒精清洁v型槽、光纤压脚、光纤切割刀和物镜;
8.s103:开剥光缆以及松护套;
9.s104:制作所述第一光纤和第二光纤的端面;
10.s105:放置光纤并熔接,将s104获得的第一光纤和第二光纤分别放置到熔接机的两个所述v型槽内,并使光纤末端处于v型槽边缘和电极棒尖端之前,放置完毕,关上防风罩,熔接机自动开始熔接;
11.s106:将s105中接续好的光纤移出;
12.s107:将s106中接续好的光纤小心的顺势自然盘绕到光纤收容盘上。
13.优选的,所述熔接机保持在最佳状态保养项目:物镜、v型槽、电极,熔接前对熔接机进行校准。
14.优选的,所述s102中将v型槽底部、光纤压脚、光纤切割刀和物镜使用浓度为99%以上的纯酒精进行擦洗,擦洗之后,使用吸水棉将v型槽底部、光纤压脚、光纤切割刀和物镜
表面的残留的酒精吸收,在擦洗的过程中,不得触碰电极棒的尖端。
15.优选的,所述s103中,选取直径尺寸为1m的光缆,将光缆固定,在开剥光缆时不可扭动,用无尘纸将油膏擦拭干净,将开剥好的光缆放入接续盒内。
16.优选的,所述s103中,剥开松套管,将裸光纤用酒精擦拭干净,将不同束管、不同颜色的光纤分开穿过热缩套管。
17.优选的,所述s104中,制作所述第一光纤和第二光纤端面的步骤如下:
18.s201:用剥纤钳剥离光纤涂层,角度45度,平行剥离;
19.s202:每剥离长度为30-40mm时,用蘸无水乙醇的无尘纸对光纤进行擦拭,不应有残留酒精、棉花纤维、涂层碎屑等,听到嗤嗤声表示干净;
20.s203:用熔接机自带原装切割刀进行端面切割,切割前应固定光纤并用无水乙醇擦拭清洁刀片,转动刀片确保刀口质量,光纤端面的切割角度一般应控制在≤1
°
,切割后的裸光纤应预留14mm-18mm。
21.s204:将s203切割好的光纤放入到所述v型槽中,并且通过所述马达将光纤需要熔接的一端放入到透明玻璃罩中,待熔接。
22.优选的,所述s105中,使光纤末端处于v型槽边缘和电极棒尖端之前,裸纤头离电极1mm,当遇到弯曲光纤时,弯曲方向向上。
23.优选的,所述s106中,通过打开第二光纤一侧的所述马达将熔接好的光纤从透明玻璃罩中移出,并且将光纤全部移动到加热炉中。
24.优选的,所述s107中,收容盘收卷光纤的半径尺寸不小于4cm。
25.优选的,所述s105中,熔接机在熔接环境中放置不小于十分钟,熔接温度为0℃-25℃,湿度为不结露即可,避风避雨。
26.与现有技术相比,本发明的有益效果是:
27.本发明通过设置有透明玻璃罩,在将光纤熔接时,通过将制作好的第一光纤和第二光纤放入到真空环境,由于真空环境的透明玻璃罩中灰尘和气体杂质接近没有,使得熔接在非常干净的环境中进行,在将第一光纤和第二光纤熔接时,能够减少接头中含有的气体杂质和灰尘,进而能够减小光纤e的损耗值,提高一次熔纤达标率,降低了施工的难度,缩短了施工周期。
附图说明
28.图1为本发明光纤焊接结构示意图;
29.图2为本发明工艺流程图;
30.图3为本发明光纤端面制作工艺流程图。
31.图中:1、v型槽;2、马达;3、透明玻璃罩;4、第一光纤;5、电极棒;6、密封套;7、真空管;8、第二光纤。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
33.请参阅图1-3,本发明提供一种技术方案:一种超低损耗光纤的熔接方法,包括透明玻璃罩3、光纤和熔接机,所述光纤还包括第一光纤4和第二光纤8,所述熔接机上设置有两个v型槽1和两个电极棒5,所述v型槽1的一端与所述透明玻璃罩3密封连接,两个所述v型槽1内分别插接有第一光纤4和第二光纤8,所述v型槽1上安装有驱动光纤运动的马达2,所述透明玻璃罩3的上表面和下表面均黏贴有密封套6,所述密封套6采用弹性材料制成,所述密封套6上插接有电极棒5,所述电极棒5与所述密封套6滑动连接,还包括如下步骤:
34.s101:将真空管7的一端与真空泵密封连接,将所述透明玻璃罩3抽成真空,并且抽真空的时间不小于10分钟,将透明玻璃罩3抽成压力小于0.3mpa的接近真空的环境,并且静止时间不小于10分钟,能够使得透明玻璃罩3保持无尘或者气体杂质的环境;
35.s102:熔接前的清洁,使用酒精清洁v型槽1、光纤压脚、光纤切割刀和物镜;
36.s103:开剥光缆以及松护套;
37.s104:制作所述第一光纤4和第二光纤8的端面;
38.s105:放置光纤并熔接,将s104获得的第一光纤4和第二光纤8分别放置到熔接机的两个所述v型槽1内,并使光纤末端处于v型槽1边缘和电极棒5尖端之前,放置完毕,关上防风罩,熔接机自动开始熔接,v型槽用于对光纤沿其长度方向进行限位;
39.s106:将s105中接续好的光纤移出;
40.s107:将s106中接续好的光纤小心的顺势自然盘绕到光纤收容盘上,最大限度利用预留空间盘纤,降低盘纤附加损耗,盘纤半径r不小于4cm,全部光纤测试完毕后再盘纤,避免因少量光纤熔接返工,造成多次盘纤。
41.在将光纤熔接时,通过将制作好的第一光纤4和第二光纤8放入到真空环境,由于真空环境的透明玻璃罩3中灰尘和气体杂质接近没有,使得熔接在非常干净的环境中进行,在将第一光纤4和第二光纤8熔接时,能够减少接头中含有的气体杂质和灰尘,进而能够减小光纤654e的损耗值,提高一次熔纤达标率,降低了施工的难度,缩短了施工周期。
42.其中,熔接机保持在最佳状态保养项目:物镜、v型槽、电极,熔接前对熔接机进行校准。
43.其中,s102中将v型槽底部、光纤压脚、光纤切割刀和物镜使用浓度为99%以上的纯酒精进行擦洗,擦洗之后,使用吸水棉将v型槽底部、光纤压脚、光纤切割刀和物镜表面的残留的酒精吸收,在擦洗的过程中,不得触碰电极棒5的尖端。
44.其中,s103中,选取直径尺寸为1m的光缆,将光缆固定,在开剥光缆时不可扭动,用无尘纸将油膏擦拭干净,将开剥好的光缆放入接续盒内。
45.其中,s103中,剥开松套管,将裸光纤用酒精擦拭干净,将不同束管、不同颜色的光纤分开穿过热缩套管。
46.其中,s104中,制作所述第一光纤4和第二光纤8端面的步骤如下:
47.s201:用剥纤钳剥离光纤涂层,角度45度,平行剥离;
48.s202:每剥离长度为30-40mm时,用蘸无水乙醇的无尘纸对光纤进行擦拭,不应有残留酒精、棉花纤维、涂层碎屑等,听到嗤嗤声表示干净;
49.s203:用熔接机自带原装切割刀进行端面切割,切割前应固定光纤并用无水乙醇擦拭清洁刀片,转动刀片确保刀口质量,光纤端面的切割角度一般应控制在≤1
°
,切割后的
裸光纤应预留14mm-18mm。
50.s204:将s203切割好的光纤放入到所述v型槽1中,并且通过所述马达2将光纤需要熔接的一端放入到透明玻璃罩3中,待熔接。
51.在端面制作时,避免出现破裂、毛刺和斜面的情况。
52.其中,s105中,使光纤末端处于v型槽1边缘和电极棒5尖端之前,裸纤头离电极1mm,当遇到弯曲光纤时,弯曲方向向上。
53.其中,s106中,通过打开第二光纤8一侧的所述马达2将熔接好的光纤从透明玻璃罩3中移出,并且将光纤全部移动到加热炉中。
54.其中,s107中,收容盘收卷光纤的半径尺寸不小于4cm。
55.其中,s105中,熔接机在熔接环境中放置不小于十分钟,熔接温度为0℃-25℃,湿度为不结露即可,避风避雨,选择熔接模式:auto或sm-auto,当熔接损耗偏高时,可尝试sm-sm模式,并延长放电时间。
56.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
57.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。