1.本发明属于直写式光刻领域,具体涉及一种直写式光刻机的扫描曝光方法。
背景技术:
2.基于数字微镜器件(dmd:digital micromirror device)为核心部件的激光直写式光刻机凭借其简单的工艺、较低的成本正广泛应用于pcb板、半导体器件的电路制作。数字微镜器件是一种由大量微小反射镜组成的微镜阵列,通过数字电压信号控制微镜片可以进行固定角度的偏转,从而实现入射光的空间调制。在直写式光刻机曝光过程中,开启激光器产生光束,光束通过控制数字微镜器件的调制投射到涂有光刻胶的基板上,随着运动平台带动基板作步进扫描运动,从而实现整个基板上图形的曝光。
3.现有的大部分直写式光刻机在曝光过程中,激光器始终处于开启状态,这就导致在数字微镜器件图形状态保持期间以及图形切换的时间,会持续有光束被投射到基板上,导致曝光的图形产生偏移、模糊,即产生“拖影”,造成图形不够锐利,同时还可能导致过度曝光而使图形边缘异常,难以满足较高的图形质量要求。针对拖影严重的现象,现有技术中还提出了将激光器的开闭与数字微镜器件进行简单的同步,如专利cn109960113a公开的dmd控制板发送投图同步脉冲信号控制dmd微镜阵列翻转的同时,还将同步脉冲信号发送给激光控制器以同步控制激光器的激光发射,又如cn104865800a公开的脉冲同步信号的脉冲间隔取决于dmd微反射器件对图形的更换或刷新周期,激光器仅在图形切换时关闭。然而应当考虑的是,在实际应用中,针对不同的曝光工艺要求,激光器的控制是否得当将直接影响曝光的图形质量,上述专利并未指出如何进行激光器的精确控制以同步配合数字微镜器件,并且仅是在dmd切换时关闭激光器同样存在激光器开启时间太长的问题,依旧会出现“拖影”过长和“过度曝光”的现象,还会造成能量浪费。
技术实现要素:
4.本发明的目的在于提供一种直写式光刻机的扫描曝光方法,实现激光器的精确控制以弥补现有技术的欠缺。
5.为实现上述目标,本发明采用如下的技术方案:一种直写式光刻机的扫描曝光方法,包括如下步骤:(1)上位机模块根据曝光图形的工艺要求设定平台运动速度v和激光工艺参数;(2)平台驱动器以设定的运动速度驱动平台,同时将平台位置信号传输至位置同步模块;(3)位置同步模块接收平台位置信号经处理后传输至图形控制模块;(4)图形控制模块接收位置同步模块的信号并结合平台运动速度生成同步控制信号,同步控制信号进一步被传输至数字微镜器件和激光控制模块,数字微镜器件依据同步控制信号确定的图形刷新周期t完成微镜阵列的图形状态保持和切换;(5)激光控制模块根据激光工艺参数确定一个图形刷新周期内激光器的开启时间t,再结合同步控制信号确定的图形刷新周期t计算控制激光器的脉冲控制信号的占空比d,由公式d=t/t获得,激光控制模块依据所述脉冲控制信号控制激光器的开启与关闭。
6.优选地,所述位置同步模块接收平台位置信号后经第一处理器解码并转化得到差分位置信号,差分位置信号被传输至图形控制模块。
7.进一步优选地,所述图形控制模块内的转换电路将差分位置信号转为单端信号并输入至第二处理器,所述第二处理器结合平台运动速度生成同步控制信号。
8.优选地,图形刷新周期t由公式t=α/v获得,α为系统的比例常数。
9.进一步优选地,所述曝光所需的工艺参数包括曝光能量w与激光器功率p,一个图形刷新周期内激光的开启时间t由公式t=w/p获得,脉冲控制信号的占空比d=(v*w)/(α*p)。
10.优选地,图形刷新周期t根据平台运动速度v、扫描倍数n以及光栅尺精度s确定,具体公式为t=(n*s)/v。
11.进一步优选地,所述曝光所需的工艺参数包括曝光能量w与激光器功率p,一个图形刷新周期内激光的开启时间t由公式t=w/p获得,脉冲控制信号的占空比d=(v*w)/(n*s*p)。
12.进一步优选地,在相同的曝光图形工艺要求下,上位机模块设置的激光器功率正比于平台运动速度。
13.优选地,步骤5中所述激光控制模块依据所述脉冲控制信号控制激光器的开启与关闭具体为:数字微镜器件每次完成图形状态切换后,激光器同步开启并持续时间t。
14.优选地,步骤5中所述激光控制模块依据所述脉冲控制信号控制激光器的开启与关闭具体为:数字微镜器件每次完成图形状态切换后,激光器延迟不稳定状态持续时间ts后再开启并持续时间t。
15.优选地,曝光过程中,所述激光控制模块的计数电路对激光器的脉冲输出进行计数,以判断激光器的输出是否正常。
16.进一步优选地,曝光过程中,所述激光控制模块检测激光器的电流,当电流超出预设值时进行保护动作。
17.与现有技术相比,本发明根据曝光的工艺要求设置激光工艺参数,进一步确定激光器在每个图形刷新周期的开启时间,并结合同步控制信号得到激光器的脉冲控制信号,保证在激光器开启进行光束投射过程中产生较小拖影并能避免过度曝光,满足图形工艺要求;同时,激光器的开启时间精确控制还能够减少能量浪费。此外,通过使激光器的开启时刻相对图形切换完成后延迟不稳定状态时间,避免了杂光反射,进一步弱化拖影现象。进一步地,本发明提出在相同的工艺要求下,可以通过提高平台运动速度,同时成比例的增加激光器功率,既能够保证“拖影”在允许的工艺要求范围内,还将实现曝光效率的显著提升。
18.附图说明
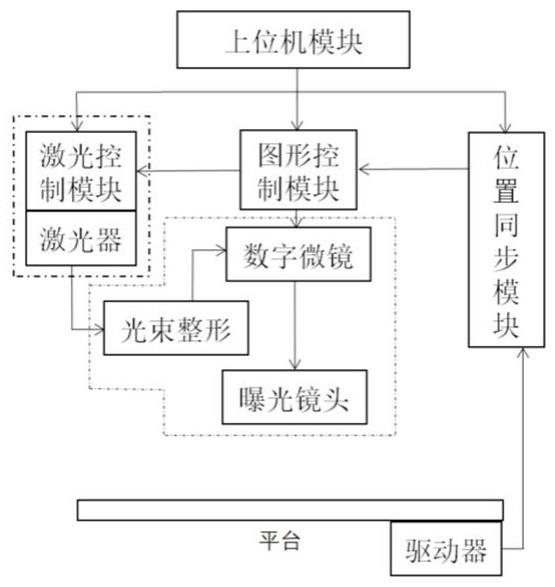
19.图1为示例性直写式光刻机系统模块示意图。
20.图2为连续激光器下“拖影”形成示意图。
21.图3为同步激光器下“拖影”形成示意图。
22.图4为激光器延迟控制的脉冲信号示意图。
具体实施方式
23.为使本发明的技术方案更加清楚明了,下面将结合附图来描述本发明的实施例。应当理解的是,对实施方式的具体说明仅用于示教本领域技术人员如何实施本发明,而不是用于穷举本发明的所有可行方式,更不是用于限制本发明的具体实施范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。
24.本发明实施例的直写式光刻机系统模块示意图如图1所示,主要包括:1)上位机模块,用于输入外部图形文件并能够根据加工要求设定曝光工艺参数,以及与系统其他各模块进行数据与信号的传输;2)运动平台模块,用于承载待加工基板并带动其运动,具体包括承载基板的平台和驱动平台运动的平台驱动器;3)位置同步模块,用于接收平台的位置信号进行信号处理后传输至图形控制模块;4)图形控制模块,用于对来自位置同步模块的信号进行处理生成同步控制信号,同步控制信号被传输至数字微镜器件和激光控制模块(详见下文),即;5)光学模块,具体包括有光束整形组件、数字微镜器件和曝光镜头组件,其中数字微镜器件根据图形控制模块的同步控制信号实现对光束的调制,完成微镜阵列在各图形状态的保持与切换,即控制微镜阵列的偏转形成图形光束,再经曝光镜头组件生成相应的曝光图形;6)光源模块,包括激光器和激光控制模块,激光控制模块控制激光器的开闭并能进行故障检测与保护。
25.以上仅概括性的说明本发明所提方案中涉及的光刻机的模块组成及各模块的功能,但并不是限定应用本发明所提方案的光刻机的具体形式,任何能够实现相同或相似功能的光刻机模块组成形式均应理解为等同于本发明的光刻机。
26.图2示出了激光器连续开启下“拖影”形成示意图,平台的运动速度为v,数字微镜器件的图形刷新周期为t,所述的图形刷新周期是指微镜阵列在一个图形状态下保持的时间加上状态切换时完成镜片偏转的时间(图中以阴影部分表示),当激光器为连续开启状态时,在一个图形刷新周期内将持续存在与该状态下图形对应的光束被投射到基板上,从而导致在基板表面曝光完的图形产生一定程度的“拖影”,造成图形不够清晰锐利,图中以δs直观表示“拖影”的长度。为此提出通过同步控制的方式来减弱“拖影”,图3示出采用同步控制时“拖影”示意图。通过采用同步控制信号来控制激光器的开启使其同步于数字微镜器件的图新刷新周期,但其开启时间直接影响曝光质量。
27.为了精确控制在一个周期内激光器的开启时间即确定脉宽t,本实施例提出根据曝光工艺要求的曝光能量来确定激光器的脉冲控制信号,具体实现方式如下:首先根据基板曝光需满足的工艺要求确认平台的运动速度以及图形曝光时所需的激光工艺参数,激光工艺参数包括但不限于曝光能量w、以及激光器的功率p,其中,曝光能量是指单个图形刷新周期内为使光刻胶充分反应所需的光能量,激光器的功率p的设定可以是通过设置激光器的工作电流完成。或者作为替代的,激光工艺参数包括但不限于曝光能量w和激光器工作电流i。平台运动速度和激光工艺参数通过上位机模块设定并传输至
运动平台模块和激光控制模块,平台驱动器以设定的运动速度驱动平台运行,同时将平台的位置信号传输至位置同步模块。位置同步模块接收平台位置信号后经第一处理器解码并转化得到差分位置信号,再将差分位置信号传输至图形控制模块。图形控制模块包括信号转换电路和第二处理器,其中信号转换电路将接收的差分位置信号转化为单端信号然后输入第二处理器,第二处理器根据平台的运动速度结合单端信号生成同步控制信号,同步控制信号进一步被传送至数字微镜器件和激光控制模块。该同步控制信号用于确定数字微镜器件的图形刷新周期,数字微镜器件依据上述图形刷新周期即可周期性的完成微镜阵列的图形状态保持和切换。上述第一处理器和第二处理器可以是fpga,也可以是任何能够完成信号与数据处理的微型控制器。进一步地,在光刻机曝光过程中,平台运动速度越快,为匹配平台的运行,数字微镜器件的图形刷新周期也会越短,两者之间的关系可通过公式t=α/v获得,其中α为系统的比例常数。进一步地,根据上位机模块设定的激光工艺参数曝光能量w和激光器的功率p可得出在一个周期内激光器需要开启的时间t,具体通过公式t=w/p获得,结合激光器的开闭周期时间等于图形刷新周期时间,从而可以确定用于控制激光器的脉冲控制信号的占空比d=t/t=(v*w)/(α*p)。激光控制模块依据脉冲控制信号便可同步控制激光器进行能量输出。具体地,激光控制模块控制激光器的开启与数字微镜器件的图形刷新完全同步,即数字微镜器件每次完成图形状态切换后,激光控制模块同步控制激光器开启并持续时间t,然后关闭激光器直到下一个周期开始。
28.在一个优选的实施方式中,数字微镜器件的图形刷新周期t根据平台运动速度v、扫描倍数n以及光栅尺精度s确定,具体公式为t=(n*s)/v,其中,扫描倍数是指一个图形刷新周期内平台需要移动的次数,扫描倍数可根据工艺要求变化,光栅尺精度是指平台移动一次的距离,光栅尺精度为固定值。进一步地,通过多次的曝光实验结合数字微镜器件性能的研究发现,微镜阵列在偏转后存在一定时间的不稳定状态,此时若直接开启激光器产生反射光束则容易出现不稳定的杂光投射到基板上,这也是造成“拖影”现象的一个原因。本发明通过将数字微镜器件的特性参数与疲劳测试结合研究确定出微镜阵列在偏转后的不稳定状态持续时间ts,具体ts=t0+t
变
,其中t0为固定不变的初始不稳定时间,同一型号的数字微镜器件的t0相同,t
变
为疲劳不稳定时间,t
变
会随着dmd的寿命变化,总工作时间的不断增加会导致t
变
变大,应当理解的是,此处总工作时间是指dmd的长期使用时间,并不是指在单次曝光过程随着dmd工作时间增加就会引起t
变
变化。因此,如图4所示,对于激光器开启时刻的控制需要相对数字微镜器件图形状态切换完成后延迟不稳定状态持续时间ts,而激光器单个开闭周期的时间仍然与单个图形刷新周期的时间仍然相等。再进一步地,同样根据曝光能量w和激光器的功率p得出在一个周期内激光器需要开启的时间t,具体通过公司t=w/p获得,由图形刷新周期和不稳定状态持续时间可知,一个周期内激光器需要开启的时间t需满足t≤t-ts。然后根据激光器开闭周期的时间确定出激光控制模块所需的脉冲控制信号占空比d=(v*w)/(n*s*p)。
29.在另一优选的实施方式中,激光控制模块包括计数电路,能够在激光器同步曝光时对其脉冲输出进行计数,从而判断激光器的输出是否正常。进一步地,激光控制模块还具备电流检测功能,当检测到激光器内的电流超出预设值时能够进行保护动作,该保护动作可以是停止激光器地输出,也可以是向上位机发送警报提示。
30.进一步地,由“拖影”产生的原理可知,平台速度越快,“拖影”现象将越严重,但平
台的运动速度v是影响曝光产能的重要因素,因此在相同的曝光图形的工艺要求下,为提高曝光产能,可通过提高平台运动速度,同时增加激光器的功率实现。优选地,上位机设置的激光器功率正比于平台运动速度。通过增加功率保证激光器的开启时间减小,以抵消因速度增加导致的“拖影”加剧的效果。
31.本方法首先从曝光能量着手,精确计算出激光器在每个图形刷新周期的开启时间,从而确定激光器的脉冲控制信号,有效的减弱拖影以及过度曝光现象,继而通过对数字微镜器件不稳定状态的研究,提出了激光器延迟开启的方案,能够有效避免杂光反射,进一步改善拖影问题,此外还提出通过成比例的设置平台运动速度和激光器功率在满足高产能的需求同时保证图形工艺要求。在激光器控制模块内增加计数功能和电流保护功能,提升了激光器的使用安全性。
32.最后还需要指出,由于文字表达的有限性,上述说明仅是示例性的,并非穷尽性的,本发明并不限于所披露的各实施方式,在不偏离上述示例的范围和精神的情况下,对于本领域的技术人员来说还可以作若干改进和修饰,这些改进和修饰也应视为本发明的保护范围。因此本发明的保护范围应以权利要求为准。