一种lcd液晶显示屏的入料传送检验机构及其方法
技术领域
1.本发明涉及lcd液晶显示屏检验技术领域,尤其涉及一种lcd液晶显示屏的入料传送检验机构及其方法。
背景技术:
2.lcd液晶显示屏按照显示面板分为lcd直面液晶显示屏和lcd曲面液晶显示屏,lcd曲面液晶显示屏能够使屏幕上每一点到达眼睛的距离相等,观众从边缘处也能得到良好的观看享受,能给用户带来更宽广的视野和震撼的感受,对使用效果做了进一步提升,lcd液晶显示屏一般包括曲面面板、外壳、支杆和支座,当需要对lcd液晶显示屏的曲度进行检验时,通常的做法是人工检验其曲度,保证lcd液晶显示屏的质量,由于是人工检验的精度较差,同时人工检验只适合小批量的检验,当需要大量检验时,需要较多的人力,由于人员的参差不齐,因此检测的质量无法得到保证,无法保证lcd液晶显示屏的质量;
3.针对上述的技术缺陷,现提出一种解决方案。
技术实现要素:
4.本发明的目的在于:本发明是通过设置检验壳体、曲度检验结构、固动组件和输送组件,实现了对lcd液晶显示屏的自动化检验生产,并通过曲度检验结构、固动组件和输送组件构成的传动协同检验线,实现了对lcd液晶显示屏的入料、卡固、检测和取出的一体式操作,提高检验lcd液晶显示屏曲度的效率和精度,增强了lcd液晶显示屏运输的稳固性,最终准确的判别lcd液晶显示屏的质量好坏,解决了传统人工检验lcd液晶显示屏的曲度较慢,检验效果不稳定的问题。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种lcd液晶显示屏的入料传送检验机构,包括底板和检验壳体,所述检验壳体固定设于底板的顶面,所述检验壳体上安装有控制面板,所述控制面板上安装有启动按钮、显示面板和警示灯条,所述检验壳体内设有用于检验lcd液晶显示屏曲度的曲度检验结构,所述底板上设有固动组件和输送组件,所述输送组件和固动组件均贯穿检验壳体,所述输送组件、曲度检验结构和固动组件构成传动协同检验线;
7.所述曲度检验结构包括凹形检验气泡、凸形检验气泡、压力检验组件和用于同时驱动凹形检验气泡和凸形检验气泡相对运动的第一驱动结构,所述凹形检验气泡和凸形检验气泡相对设置,且凹形检验气泡和凸形检验气泡间隙配合,所述压力检验组件设有两个,所述压力检验组件分别与凹形检验气泡和凸形检验气泡贯通连接。
8.进一步的,所述压力检验组件包括压力检验缸套、压力检验滑块、压力检验弹簧、压力传感器和压力连接管,所述压力检验缸套的一端开设有气孔,所述压力检验缸套的气孔处与压力连接管贯通连接,两个所述压力连接管分别与凹形检验气泡和凸形检验气泡贯通连接,所述压力检验滑块滑动设于压力检验缸套,所述压力传感器固定设于远离压力检验缸套气孔的一侧,所述压力检验弹簧的两端分别与压力检验滑块和压力传感器抵接。
9.进一步的,所述第一驱动结构包括第一协同电机、双向丝杆和连接杆,所述第一协同电机固定设于检验壳体的顶部,所述双向丝杆转动设于检验壳体的顶部,所述双向丝杆的一端与第一协同电机的输出轴固定连接,所述双向丝杆分别与两个连接杆螺纹套接,两个所述连接杆的相对面均固定设有固定板,两个所述固定板的相对面分别与凹形检验气泡和凸形检验气泡固定连接。
10.进一步的,所述连接杆底部固定连接有平衡气缸,所述平衡气缸包括平衡缸套和滑杆,所述滑杆与平衡缸套滑动连接,所述平衡缸套远离滑杆的一端固定设于检验壳体的内壁,且滑杆远离平衡缸套的一端通过螺栓与连接杆固定连接。
11.进一步的,所述固动组件包括第一夹固条、第二夹固条和第二驱动结构,所述第二驱动结构设有两个,且两个第二驱动结构分设于输送组件的两侧,两个所述第二驱动结构分别与第一夹固条和第二夹固条固定连接,所述第一夹固条等距设有多个,所述第二夹固条等距设有多个,所述第一夹固条和第二夹固条一一对应,且第一夹固条和第二夹固条卡接。
12.进一步的,所述第一夹固条设有卡凸和第一弧槽,所述第二夹固条设有卡槽和第二弧槽,所述卡凸和卡槽嵌入设置,所述第一弧槽和第二弧槽间隙配合构成圆形挤固通道。
13.进一步的,所述第二驱动结构包括第一输送带、第二协同电机、第一转轮、第一支撑柱和第二支撑柱,所述第一支撑柱和第二支撑柱分设于检验壳体的两侧,所述第二协同电机固定设于第一支撑柱的顶部,所述第一转轮固定套接于第二协同电机的输出轴的外端,所述第二支撑柱的顶端固定设有第一转杆,所述第一转杆的外端转动套接有第二转轮,所述第二转轮与第一转轮平行设置,所述第二转轮与第一转轮通过第一输送带传动连接。
14.进一步的,所述第一夹固条和第二夹固条分别固定于两个第一输送带的外端。
15.进一步的,所述输送组件包括第三协同电机、第二输送带、第三支撑柱和第四支撑柱,所述第三协同电机、第三支撑柱和第四支撑柱固定设于底板的顶面,且第三支撑柱和第四支撑柱分设于检验壳体的两侧,所述第三协同电机的输出轴固定套设有第三转轮,所述第三支撑柱的顶部转动连接有第二转杆,所述第二转杆的外端固定套接有第一滚筒,且第二转杆的一端贯穿第三支撑柱并固定套接有第四转轮,所述第三转轮与第四转轮同侧设置,且第三转轮与第四转轮通过皮带传动连接,所述第四支撑柱的顶部转动连接有第三转杆,所述第三转杆的外端固定套接有第二滚筒,所述第二滚筒与第一滚筒通过第二输送带传动连接。
16.该种lcd液晶显示屏的入料传送检验机构的工作方法,具体工作方法如下:
17.步骤一:将lcd液晶显示屏放置在第二输送带上,同时放置在第一夹固条和第二夹固条之间,同时启动两个第二协同电机和一个第三协同电机工作,第二协同电机和第三协同电机工作后经部件传动分别使两个第一输送带和第二输送带旋转,第二输送带带动lcd液晶显示屏向检验壳体方向运动,且两个第一输送带旋转后带动第一夹固条和第二夹固条运动,当第一夹固条和第二夹固条平行抵接时,则按压第一夹固条和第二夹固条,使第一夹固条和第二夹固条卡接并将lcd液晶显示屏的支杆固定,同时第一夹固条和第二夹固条的下表面抵接到lcd液晶显示屏的支座上表面,使其在传送时更加稳固,当第一夹固条和第二夹固条卡固lcd液晶显示屏的支杆后,第二协同电机和第三协同电机继续工作并将lcd液晶显示屏向检验壳体内传送;
18.步骤二:当lcd液晶显示屏位于检验壳体的中心时,则控制第二协同电机和第三协同电机处于待机状态,同时启动第一协同电机工作并控制其输出轴正向旋转,第一协同电机的输出轴正向旋转后带动与其固定的双向丝杆正向旋转,双向丝杆正向旋转后带动与其螺纹连接的两个连接杆相对运动,两个连接杆相对运动后带动与其固定的固定板相对运动,固定板相对运动后带动与其固定连接的凹形检验气泡和凸形检验气泡相对运动,并使凹形检验气泡和凸形检验气泡相互靠近,直到凹形检验气泡抵接到lcd液晶显示屏的外壳和凸形检验气泡抵接到lcd液晶显示屏的曲面面板时,凹形检验气泡抵接到lcd液晶显示屏的外壳产生反向作用力使凹形检验气泡内的气体进入到压力检验组件内产生外壳的第一压力值,同时凸形检验气泡抵接到lcd液晶显示屏的曲面面板也产生反向作用力使凸形检验气泡内的气体进入到压力检验组件内产生第二压力值,将第一压力值和第二压力值进行差额计算得到检验差额曲率值,然后将检验差额曲率值与预设范围值进行对比,当检验差额曲率值在预设范围值内则说明lcd液晶显示屏质量较好,并控制警示灯条显示绿灯,当检验差额曲率值不在预设范围值内则说明lcd液晶显示屏质量较差,并控制警示灯条显示红灯;
19.步骤三:当检验完成后控制第一协同电机的输出轴反向旋转并带动与其螺纹连接的两个连接杆相背运动,两个连接杆相背运动后带动与其固定的固定板相背运动,固定板相背运动后带动与其固定连接的凹形检验气泡和凸形检验气泡相背运动,从而将凹形检验气泡和凸形检验气泡对lcd液晶显示屏从检验状态脱离,然后将待机状态的第二协同电机和第三协同电机继续工作,并间接带动lcd液晶显示屏从检验壳体内出来,当lcd液晶显示屏检验壳体内出来后,第一夹固条和第二夹固条从卡接状态脱离,使lcd液晶显示屏被卡固的状态结束,由工作人员将质量较好的lcd液晶显示屏打包装箱,将质量较差的lcd液晶显示屏进行反工处理;
20.步骤四:当检验lcd液晶显示屏时,同时将新的lcd液晶显示屏放置在第二输送带上并重复步骤1的过程,同时取出检测后的lcd液晶显示屏重复步骤三的过程,从而形成传动协同检验线。
21.综上所述,由于采用了上述技术方案,本发明的有益效果是:
22.本发明是通过设置检验壳体、曲度检验结构、固动组件和输送组件,实现了对lcd液晶显示屏的自动化检验生产,并通过曲度检验结构、固动组件和输送组件构成的传动协同检验线,实现了对lcd液晶显示屏的入料、卡固、检测和取出的一体式操作,提高检验lcd液晶显示屏曲度的效率和精度,增强了lcd液晶显示屏运输的稳固性,最终准确的判别lcd液晶显示屏的质量好坏,解决了传统人工检验lcd液晶显示屏的曲度较慢,检验效果不稳定的问题。
附图说明
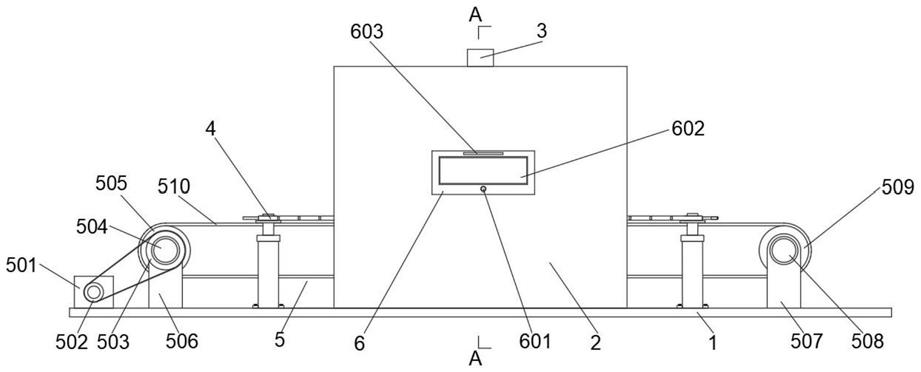
23.图1示出了根据本发明提供的入料传送检验机构的主视图;
24.图2示出了图1的a-a的剖面图;
25.图3示出了根据本发明提供的压力检验组件处的结构放大图;
26.图4示出了根据本发明提供的第二驱动结构的结构示意图;
27.图5示出了根据本发明提供的第一夹固条和第二夹固条的卡固配合图;
28.图例说明:1、底板;2、检验壳体;3、曲度检验结构;4、固动组件;5、输送组件;6、控制面板;301、凹形检验气泡;302、凸形检验气泡;303、压力检验组件;304、平衡气缸;305、第一驱动结构;3031、压力检验缸套;3032、压力检验滑块;3033、压力检验弹簧;3034、压力传感器;3035、压力连接管;3041、平衡缸套;3042、滑杆;3051、第一协同电机;3052、双向丝杆;3053、连接杆;3054、固定板;401、第一夹固条;402、第二夹固条;403、第二驱动结构;4011、卡凸;4012、第一弧槽;4021、卡槽;4022、第二弧槽;4031、第一输送带;4032、第一支撑柱;4033、第二协同电机;4034、第一转轮;4035、第二转轮;4036、第一转杆;4037、第二支撑柱;501、第三协同电机;502、第三转轮;503、第四转轮;504、第二转杆;505、第一滚筒;506、第三支撑柱;507、第四支撑柱;508、第三转杆;509、第二滚筒;510、第二输送带;601、启动按钮;602、显示面板;603、警示灯条。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
30.请参阅图1-图5,本发明提供一种技术方案:
31.一种lcd液晶显示屏的入料传送检验机构,包括底板1和检验壳体2,检验壳体2固定设于底板1的顶面,检验壳体2上安装有控制面板6,控制面板6上安装有启动按钮601、显示面板602和警示灯条603,检验壳体2内设有用于检验lcd液晶显示屏曲度的曲度检验结构3,底板1上设有用于夹固输送lcd液晶显示屏的固动组件4和用于运输lcd液晶显示屏的输送组件5,输送组件5和固动组件4均贯穿检验壳体2,输送组件5、曲度检验结构3和固动组件4构成传动协同检验线;
32.曲度检验结构3包括凹形检验气泡301、凸形检验气泡302、压力检验组件303和第一驱动结构305,第一驱动结构305用于同时驱动凹形检验气泡301和凸形检验气泡302相对运动,凹形检验气泡301和凸形检验气泡302相对设置,且凹形检验气泡301和凸形检验气泡302间隙配合,压力检验组件303设有两个,压力检验组件303分别与凹形检验气泡301和凸形检验气泡302贯通连接,压力检验组件303包括压力检验缸套3031、压力检验滑块3032、压力检验弹簧3033、压力传感器3034和压力连接管3035,压力检验缸套3031的一端开设有气孔,压力检验缸套3031的气孔处与压力连接管3035贯通连接,两个压力连接管3035分别与凹形检验气泡301和凸形检验气泡302贯通连接,压力检验滑块3032滑动设于压力检验缸套3031,压力传感器3034固定设于远离压力检验缸套3031气孔的一侧,压力检验弹簧3033的两端分别与压力检验滑块3032和压力传感器3034抵接;
33.第一驱动结构305包括第一协同电机3051、双向丝杆3052和连接杆3053,第一协同电机3051固定设于检验壳体2的顶部,双向丝杆3052转动设于检验壳体2的顶部,双向丝杆3052的一端与第一协同电机3051的输出轴固定连接,双向丝杆3052分别与两个连接杆3053螺纹套接,两个连接杆3053的相对面均固定设有固定板3054,两个固定板3054的相对面分别与凹形检验气泡301和凸形检验气泡302固定连接,连接杆3053底部固定连接有平衡气缸304,平衡气缸304包括平衡缸套3041和滑杆3042,滑杆3042与平衡缸套3041滑动连接,平衡
缸套3041远离滑杆3042的一端固定设于检验壳体2的内壁,且滑杆3042远离平衡缸套3041的一端通过螺栓与连接杆3053固定连接;
34.当lcd液晶显示屏位于检验壳体2的中心处,且lcd液晶显示屏的两侧正对凹形检验气泡301和凸形检验气泡302之间时,启动第一协同电机3051工作,第一协同电机3051工作后其输出轴正向旋转并带动与其固定的双向丝杆3052正向旋转,当双向丝杆3052正向旋转后带动与其螺纹连接的两个连接杆3053相对运动,两个连接杆3053相对运动后带动其上的两个压力检验组件303、两个滑杆3042和固定板3054相对运动,两个滑杆3042相对运动后从平衡缸套3041内出来,增强了连接杆3053底部运动时的稳定性,两个固定板3054相对运动后带动与其固定连接的凹形检验气泡301和凸形检验气泡302相对运动,并使凹形检验气泡301和凸形检验气泡302相互靠近,直到凹形检验气泡301抵接到lcd液晶显示屏的外壳和凸形检验气泡302抵接到lcd液晶显示屏的曲面面板时;
35.当凹形检验气泡301抵接到lcd液晶显示屏的外壳产生反向作用力,使凹形检验气泡301内的气体通过压力连接管3035进入到压力检验缸套3031内,当气体进入到压力检验滑块3032内对压力检验滑块3032产生挤压的压力,压力检验滑块3032被挤压的压力挤压后向压力传感器3034方向滑动,压力检验滑块3032滑动后使压力检验弹簧3033发生弹性形变并产生对压力传感器3034挤压的压力,从而产生第一压力值,第一压力值为lcd液晶显示屏的外壳的压力总值,同时当凸形检验气泡302抵接到lcd液晶显示屏的曲面面板时,凸形检验气泡302的气体通过进入到压力连接管3035进入到压力检验缸套3031内,然后压力检验滑块3032压力检验弹簧3033使其发生弹性形变,压力检验弹簧3033发生弹性形变后对压力传感器3034进行挤压,从而产生第二压力值,此时第一压力值和第二压力值分别与初始压力相减得到第一压力值差额值和第二压力值差额值,从而得到lcd液晶显示屏在装配后发生的形变量,从而与预设的压力值进行分别比较,当第一压力值差额值和第二压力值差额值均在压力值范围内时,则lcd液晶显示屏质量较好,控制警示灯条603亮绿灯,当第一压力值差额值和第二压力值差额值其中一个在压力值范围内时,则lcd液晶显示屏质量为良,控制警示灯条603亮黄灯,当第一压力值差额值和第二压力值差额值均不在压力值范围内时,则lcd液晶显示屏质量为差,控制警示灯条603亮红灯;
36.第一协同电机3051正向旋转和反向旋转的时间相同,从而控制凹形检验气泡301抵接到lcd液晶显示屏的外壳和凸形检验气泡302抵接到lcd液晶显示屏的曲面面板初始压力相同;
37.固动组件4包括第一夹固条401、第二夹固条402和第二驱动结构403,第二驱动结构403设有两个,且两个第二驱动结构403分设于输送组件5的两侧,两个第二驱动结构403分别与第一夹固条401和第二夹固条402固定连接,第一夹固条401等距设有多个,第二夹固条402等距设有多个,第一夹固条401和第二夹固条402一一对应,且第一夹固条401和第二夹固条402卡接,第一夹固条401设有卡凸4011和第一弧槽4012,第二夹固条402设有卡槽4021和第二弧槽4022,卡凸4011和卡槽4021嵌入设置,第一弧槽4012和第二弧槽4022间隙配合构成圆形挤固通道;
38.第二驱动结构403包括第一输送带4031、第二协同电机4033、第一转轮4034、第一支撑柱4032和第二支撑柱4037,第一支撑柱4032和第二支撑柱4037分设于检验壳体2的两侧,第二协同电机4033固定设于第一支撑柱4032的顶部,第一转轮4034固定套接于第二协
同电机4033的输出轴的外端,第二支撑柱4037的顶端固定设有第一转杆4036,第一转杆4036的外端转动套接有第二转轮4035,第二转轮4035与第一转轮4034平行设置,第二转轮4035与第一转轮4034通过第一输送带4031传动连接;第一夹固条401和第二夹固条402分别固定于两个第一输送带4031的外端;
39.当lcd液晶显示屏放置在第二输送带510上时,同时启动两个第二驱动结构403同步运行,其中一个第二驱动结构403的第二协同电机4033被启动后其输出轴旋转并带动与其固定的第一转轮4034旋转,第一转轮4034旋转通过第一输送带4031旋转带动与其传动连接的第二转轮4035旋转,第二转轮4035在第一转杆4036的外端旋转,且第一支撑柱4032用于支撑第二协同电机4033,第二支撑柱4037用于支撑第一转杆4036,第一输送带4031旋转后带动与其固定的第一夹固条401移动,其中另一个第二驱动结构403的第二协同电机4033经部件传动带动另一个第一输送带4031旋转,第一输送带4031旋转后使第二夹固条402移动,综合上述部件工作的方式,当两个第一输送带4031相对平行面时,则其上的第一夹固条401和第二夹固条402相互抵接,然后只需要按压第一夹固条401和第二夹固条402就能将lcd液晶显示屏的支杆卡接在第一弧槽4012和第二弧槽4022内,从而卡固lcd液晶显示屏,进而带动lcd液晶显示屏移动,使其处于运动稳定状态;
40.输送组件5包括第三协同电机501、第二输送带510、第三支撑柱506和第四支撑柱507,第三协同电机501、第三支撑柱506和第四支撑柱507固定设于底板1的顶面,且第三支撑柱506和第四支撑柱507分设于检验壳体2的两侧,第三协同电机501的输出轴固定套设有第三转轮502,第三支撑柱506的顶部转动连接有第二转杆504,第二转杆504的外端固定套接有第一滚筒505,且第二转杆504的一端贯穿第三支撑柱506并固定套接有第四转轮503,第三转轮502与第四转轮503同侧设置,且第三转轮502与第四转轮503通过皮带传动连接,第四支撑柱507的顶部转动连接有第三转杆508,第三转杆508的外端固定套接有第二滚筒509,第二滚筒509与第一滚筒505通过第二输送带510传动连接;
41.启动第三协同电机501工作,第三协同电机501工作其输出轴旋转带动与其固定套接的第三转轮502旋转,第三转轮502旋转后通过皮带带动与其传动连接的第四转轮503旋转,第四转轮503旋转后带动与其固定的第二转杆504旋转,第二转杆504旋转后带动与其固定套接的第一滚筒505旋转,第一滚筒505旋转后通过带动第二输送带510带动与其传动连接的第二滚筒509旋转,第二滚筒509旋转后带动与其固定的第三转杆508旋转,且第三支撑柱506用于支撑第二转杆504,第四支撑柱507用于支撑第三转杆508,当lcd液晶显示屏放置在第二输送带510上时,使lcd液晶显示屏被第二输送带510传送;
42.第一输送带4031和第二输送带510运动后同向旋转带动lcd液晶显示屏朝同一个方向运动;
43.本发明的传动协同检验线的具体工作步骤如下:
44.步骤一:将lcd液晶显示屏放置在第二输送带510上,同时放置在第一夹固条401和第二夹固条402之间,同时启动两个第二协同电机4033和一个第三协同电机501工作,第二协同电机4033和第三协同电机501工作后经部件传动分别使两个第一输送带4031和第二输送带510旋转,第二输送带510带动lcd液晶显示屏向检验壳体2方向运动,且两个第一输送带4031旋转后带动第一夹固条401和第二夹固条402运动,当第一夹固条401和第二夹固条402平行抵接时,则按压第一夹固条401和第二夹固条402,使第一夹固条401和第二夹固条
402卡接并将lcd液晶显示屏的支杆固定,同时第一夹固条401和第二夹固条402的下表面抵接到lcd液晶显示屏的支座上表面,使其在传送时更加稳固,当第一夹固条401和第二夹固条402卡固lcd液晶显示屏的支杆后,第二协同电机4033和第三协同电机501继续工作并将lcd液晶显示屏向检验壳体2内传送;
45.步骤二:当lcd液晶显示屏位于检验壳体2的中心时,则控制第二协同电机4033和第三协同电机501处于待机状态,同时启动第一协同电机3051工作并控制其输出轴正向旋转,第一协同电机3051的输出轴正向旋转后带动与其固定的双向丝杆3052正向旋转,双向丝杆3052正向旋转后带动与其螺纹连接的两个连接杆3053相对运动,两个连接杆3053相对运动后带动与其固定的固定板3054相对运动,固定板3054相对运动后带动与其固定连接的凹形检验气泡301和凸形检验气泡302相对运动,并使凹形检验气泡301和凸形检验气泡302相互靠近,直到凹形检验气泡301抵接到lcd液晶显示屏的外壳和凸形检验气泡302抵接到lcd液晶显示屏的曲面面板时,凹形检验气泡301抵接到lcd液晶显示屏的外壳产生反向作用力使凹形检验气泡301内的气体进入到压力检验组件303内产生外壳的第一压力值,同时凸形检验气泡302抵接到lcd液晶显示屏的曲面面板也产生反向作用力使凸形检验气泡302内的气体进入到压力检验组件303内产生第二压力值,将第一压力值和第二压力值进行差额计算得到检验差额曲率值,然后将检验差额曲率值与预设范围值进行对比,当检验差额曲率值在预设范围值内则说明lcd液晶显示屏质量较好,并控制警示灯条603显示绿灯,当检验差额曲率值不在预设范围值内则说明lcd液晶显示屏质量较差,并控制警示灯条603显示红灯,此处的检验差额曲率值在装配lcd液晶显示屏质量的质量,壳体和曲面面板装配的不协调,比如壳体变形、曲面面板变形等装配情况出现的问题;
46.步骤三:当检验完成后控制第一协同电机3051的输出轴反向旋转并带动与其螺纹连接的两个连接杆3053相背运动,两个连接杆3053相背运动后带动与其固定的固定板3054相背运动,固定板3054相背运动后带动与其固定连接的凹形检验气泡301和凸形检验气泡302相背运动,从而将凹形检验气泡301和凸形检验气泡302对lcd液晶显示屏从检验状态脱离,然后将待机状态的第二协同电机4033和第三协同电机501继续工作,并间接带动lcd液晶显示屏从检验壳体2内出来,当lcd液晶显示屏检验壳体2内出来后,第一夹固条401和第二夹固条402从卡接状态脱离,使lcd液晶显示屏被卡固的状态结束,由工作人员将质量较好的lcd液晶显示屏打包装箱,将质量较差的lcd液晶显示屏进行反工处理;
47.步骤四:当检验lcd液晶显示屏时,同时将新的lcd液晶显示屏放置在第二输送带510上并重复步骤1的过程,同时取出检测后的lcd液晶显示屏重复步骤三的过程,从而形成传动协同检验线;
48.综合上述技术方案,通过设置检验壳体2、曲度检验结构3、固动组件4和输送组件5,实现了对lcd液晶显示屏的自动化检验生产,并通过曲度检验结构3、固动组件4和输送组件5构成的传动协同检验线,实现了对lcd液晶显示屏的入料、卡固、检测和取出的一体式操作,提高检验lcd液晶显示屏曲度的效率和精度,增强了lcd液晶显示屏运输的稳固性,同时检验lcd液晶显示屏的质量好坏,解决了传统人工检验lcd液晶显示屏的曲度较慢,检验效果不稳定的问题。
49.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其
发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。