1.本发明涉及低硫煤的制造方法。
背景技术:
2.在制铁工艺中,在将煤作为铁矿石的还原材料使用的情况下,煤中包含的一部分硫固溶于对铁矿石进行还原得到的铁中。若残留有硫,则会使钢材的韧性、加工性恶化,因此,为了将硫从铁中除去,付出了大量努力。
3.另外,在将煤作为热源使用的情况下,硫氧化物会混入排气中,因此从防止大气污染的观点出发,更加要求努力将硫从排气中除去。
4.从这样的背景出发,若能够在煤使用前的阶段将煤中的硫(硫分)除去,则工业价值高。
5.作为制造低硫化煤(低硫煤)的方法,专利文献1的权利要求书中记载了“一种煤的化学脱硫法,其特征在于,在粉碎了的煤中单独混合苛性钠或苛性钾的水溶液或混合二者的混合物的水溶液,在氧气或空气或者其混合物气氛下,于高温使之加热反应,以将煤中的硫分除去”。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开平3
‑
275795号公报
技术实现要素:
9.发明要解决的课题
10.当通过对煤进行脱硫(除去煤中的硫)来制造低硫煤时,现有的方法存在脱硫效果不充分的情况。
11.因而,本发明的目的在于提供脱硫效果优异的低硫煤的制造方法。
12.用于解决课题的手段
13.本技术的发明人深入研究的结果,发现能够通过采用下述构成来达成上述目的,并完成了本发明。
14.即,本发明提供以下的[1]~[16]。
[0015]
[1]低硫煤的制造方法,其中,通过使煤与化学试剂接触来将上述煤中的硫除去,上述化学试剂为过氧化氢与乙酸的混合溶液。
[0016]
[2]根据上述[1]所述的低硫煤的制造方法,其中,上述乙酸与上述过氧化氢的摩尔比(乙酸/过氧化氢)为1.2以上且60.0以下。
[0017]
[3]根据上述[1]或[2]所述的低硫煤的制造方法,其中,在使上述化学试剂与上述煤接触前,将上述乙酸与上述过氧化氢混合,
[0018]
在上述混合后,在经过30分钟以上后再使上述化学试剂与上述煤接触。
[0019]
[4]低硫煤的制造方法,其中,通过使煤与化学试剂接触来将上述煤中的硫除去,
上述化学试剂为过乙酸水溶液。
[0020]
[5]根据上述[4]所述的低硫煤的制造方法,其中,上述化学试剂中的过乙酸的含量为10.0质量%以上且25.0质量%以下。
[0021]
[6]低硫煤的制造方法,其中,通过使煤与化学试剂接触来将上述煤中的硫除去,上述化学试剂为过氧化氢与甲酸的混合溶液。
[0022]
[7]根据上述[6]所述的低硫煤的制造方法,其中,上述甲酸与上述过氧化氢的摩尔比(甲酸/过氧化氢)为1.2以上且60.0以下。
[0023]
[8]根据上述[6]或[7]所述的低硫煤的制造方法,其中,在使上述化学试剂与上述煤接触前,将上述甲酸与上述过氧化氢混合,在上述混合后,在经过5分钟以上后再使上述化学试剂与上述煤接触。
[0024]
[9]根据上述[1]~[8]中任一项所述的低硫煤的制造方法,其中,上述化学试剂与上述煤的质量比(化学试剂/煤)为1.0以上。
[0025]
[10]根据上述[1]~[9]中任一项所述的低硫煤的制造方法,其中,与上述煤接触时的上述化学试剂的温度为10℃以上。
[0026]
[11]根据上述[1]~[10]中任一项所述的低硫煤的制造方法,其中,与上述煤接触时的上述化学试剂的温度为60℃以下。
[0027]
[12]根据上述[1]~[11]中任一项所述的低硫煤的制造方法,其中,上述煤包含次烟煤。
[0028]
[13]根据上述[1]~[12]中任一项所述的低硫煤的制造方法,其中,于150℃以上的热处理温度对与上述化学试剂接触后的上述煤进行热处理。
[0029]
[14]根据上述[13]所述的低硫煤的制造方法,其中,使与上述化学试剂接触后的上述煤升温至上述热处理温度时的升温速度为10℃/min以上。
[0030]
[15]根据上述[1]~[12]中任一项所述的低硫煤的制造方法,其中,使与上述化学试剂接触后的上述煤与40℃以下的双氧水接触。
[0031]
[16]根据上述[15]所述的低硫煤的制造方法,其中,上述双氧水的浓度为2.0质量%以上,上述双氧水与上述煤的质量比(双氧水/煤)为1.0以上。
[0032]
发明效果
[0033]
根据本发明,能够提供脱硫效果优异的低硫煤的制造方法。
附图说明
[0034]
图1是示出相对于化学试剂与煤的质量比(化学试剂/煤)而言的脱硫率的曲线图。
[0035]
图2是示出相对于化学试剂的温度而言的、过乙酸的生成量的曲线图(下段)、以及相对于化学试剂的温度而言的、脱硫率(实线)及碳产率(虚线)的曲线图(上段)。
[0036]
图3是示出低硫煤的制造设备的一例的示意图。
具体实施方式
[0037]
[低硫煤的制造方法]
[0038]
本发明的低硫煤的制造方法(以下,也简称为“本发明的方法”)为通过使煤与作为过氧化氢与乙酸的混合溶液的化学试剂接触来除去上述煤中的硫的、低硫煤的制造方法。
[0039]
另外,本发明的方法为通过使煤与作为过乙酸水溶液的化学试剂接触来除去上述煤中的硫的、低硫煤的制造方法。
[0040]
另外,本发明的方法为通过使煤与作为过氧化氢与甲酸的混合溶液的化学试剂接触来除去上述煤中的硫的、低硫煤的制造方法。
[0041]
〈1次处理(化学试剂处理)〉
[0042]
以下,首先说明使煤与特定的化学试剂接触的1次处理(化学试剂处理)。
[0043]
煤中的硫大致分为无机硫(无机硫分)和有机硫(有机硫分)。
[0044]
作为无机硫,代表性地能够举出fes2。作为有机硫,能够举出在二苯并噻吩等芳香环的内部存在硫的芳香族硫化合物;硫醇等脂肪族硫化合物,等等。这其中,已知在构成煤的芳香环的内部存在的硫尤其难以除去。
[0045]
本技术的发明人研究了多种化学试剂(脱硫化学试剂)。其结果发现,过乙酸有效作用于煤中的有机硫中尤其难以除去的成分即噻吩态硫,由此能够将硫从煤中除去或提高将其转换为容易除去的形态的效率。推定由于过乙酸的作用,噻吩态硫被氧化为例如砜态硫、硫醚态硫,碳
‑
硫间的键相对较弱而易断键,由此硫变得容易脱离。
[0046]
然而,过乙酸(ch3coo2h)通常为过氧化氢(h2o2)与乙酸(ch3cooh)的混合溶液(以下也简称为“混合溶液”),通过由下述式(i)表示的反应而生成。
[0047][0048]
在上述式(i)中,平衡状态根据温度、化学试剂的混合比率等各条件而变化。因此,各成分的浓度根据各条件的组合而变化。优选的条件详见后述。
[0049]
也使用催化剂来促进上述式(i)的正向反应,并使用蒸馏等手段得到过乙酸水溶液。详见后述,在该情况下存在最优的过乙酸浓度。
[0050]
即,将这样的混合溶液或过乙酸水溶液作为化学试剂使用,使该化学试剂与煤接触。
[0051]
通过使化学试剂与煤接触,由此,易于除去的无机硫溶解,以例如硫酸根离子等形态渗入化学试剂中。同样地,一部分有机硫也被氧化,并以硫酸根离子等形态渗入化学试剂中。像这样,煤被脱硫(即,煤中的硫被除去),得到低硫化煤(低硫煤)。
[0052]
本技术的发明人进一步发现,过甲酸也具有与过乙酸相同的效果。
[0053]
因而,在本发明中,将过氧化氢与甲酸的混合溶液(以下,也简称为“混合溶液”)作为化学试剂使用。混合溶液通过以下述式(ii)表示的反应生成过氧化氢(h2o2)与甲酸(hcooh)的反应生成物、即过甲酸(hcoo2h)。使这样的混合溶液与煤接触。
[0054][0055]
《摩尔比(乙酸/过氧化氢)》
[0056]
在作为化学试剂使用乙酸与过氧化氢的混合溶液的情况下,从作为反应生成物的过乙酸变得适量、脱硫效果更优的理由出发,优选化学试剂中的乙酸与过氧化氢的摩尔比(乙酸/过氧化氢)为1.2以上,更加优选为5.0以上。
[0057]
此外,若摩尔比(乙酸/过氧化氢)为该范围,则乙酸相对于过氧化氢变得过剩,能够抑制过氧化氢残留在混合溶液中(如后所述,过氧化氢使煤的碳产率降低)。
[0058]
优选摩尔比(乙酸/过氧化氢)为60.0以下,更加优选为20.0以下。若摩尔比(乙酸/过氧化氢)为该范围,则与上述同样地,作为反应生成物的过乙酸变得适量、脱硫效果更优。
此外,能够抑制所生成的过乙酸被过剩的乙酸稀释。
[0059]
摩尔比(乙酸/过氧化氢)如下计算。
[0060]
首先,化学试剂中的各成分(乙酸或过氧化氢)的摩尔量[mol]以下述式(a)表示。因此,化学试剂中的乙酸与过氧化氢的摩尔比(乙酸/过氧化氢)通过下述式(b)计算。
[0061]
摩尔量=(li
×
ci)/(100
×
mi)
…
(a)
[0062]
摩尔比=(l1
×
c1
×
m2)/(l2
×
c2
×
m1)
…
(b)
[0063]
li:i水溶液的量[g/h]
[0064]
ci:i水溶液的浓度[质量%]
[0065]
mi:i的分子量[g/mol]
[0066]
在此,i为1时表示乙酸,为2时表示过氧化氢。
[0067]
乙酸的分子量使用60,过氧化氢的分子量使用34。以成为期望的摩尔比(乙酸/过氧化氢)的方式调节水溶液的量li。
[0068]
《摩尔比(甲酸/过氧化氢)》
[0069]
在作为化学试剂使用甲酸与过氧化氢的混合溶液的情况下,优选化学试剂中的甲酸与过氧化氢的摩尔比(甲酸/过氧化氢)为1.2以上,更加优选为5.0以上。另一方面,优选为60.0以下,更加优选为20.0以下。理由与作为化学试剂使用乙酸与过氧化氢的混合溶液的情况相同。
[0070]
上述式(ii)与上述式(i)同样地,进行反应的2种物质各为1摩尔。因此,生成过甲酸所需的反应物质的摩尔量(摩尔比)相同。
[0071]
就摩尔比(甲酸/过氧化氢)的计算方法而言,在上述式(a)及(b)的说明中,将“乙酸”替换为“甲酸”。甲酸的分子量使用46。
[0072]
《乙酸与过氧化氢的混合后的经过时间》
[0073]
上述式(i)的反应(正向反应)速度慢。因此,在将乙酸与过氧化氢刚刚混合后,存在过乙酸的生成不充分的情况。
[0074]
本技术的发明人设定了多种反应速度,掌握到上述式(i)的反应变为定常状态需要30分钟左右。
[0075]
因而,在本发明中,优选在使化学试剂与煤接触前,将乙酸与过氧化氢混合,在该混合后,在经过30分钟以上后再使化学试剂与煤接触。由此,由于充分地生成过乙酸,因此,除去煤中的硫的脱硫效果更优。此外,由于过乙酸氢减少,因此能够抑制过氧化氢与煤反应而碳产率降低。
[0076]
更加优选乙酸与过氧化氢的混合后的经过时间为45分钟以上,进一步优选为60分钟以上。另一方面,优选为120分钟以下,更加优选为80分钟以下。
[0077]
《甲酸与过氧化氢的混合后的经过时间》
[0078]
上述式(ii)的反应(正向反应)与上述式(i)的反应相比速度快。因此,在混合后在与煤接触前经过的时间可以比将乙酸与过氧化氢混合的情况短。
[0079]
具体来说,优选甲酸与过氧化氢的混合后的经过时间为5分钟以上,更加优选为6分钟以上。另一方面,优选为90分钟以下,更加优选为60分钟以下。
[0080]
《过乙酸水溶液的浓度(过乙酸的含量)》
[0081]
在作为化学试剂使用过乙酸水溶液的情况下,从脱硫效果更优的理由出发,优选
化学试剂(过乙酸水溶液)中的过乙酸的含量为1.0质量%以上,优选为5.0质量%以上,进一步优选为10.0质量%以上。
[0082]
另一方面,优选化学试剂(过乙酸水溶液)中的过乙酸的含量为25.0质量%以下。过乙酸为高浓度时存在着火的危险性等,若为该范围,则能够安全并充分地脱硫。
[0083]
《质量比(化学试剂/煤)
[0084]
本技术的发明人对化学试剂与煤的质量比(化学试剂/煤)进行了研究。在该研究中,使用乙酸与过氧化氢的摩尔比(乙酸/过氧化氢)为12.0的化学试剂。
[0085]
图1是示出相对于化学试剂与煤的质量比(化学试剂/煤)而言的、脱硫率的曲线图。如图1的曲线图所示,若化学试剂的量相对于煤的量而言增多,则脱硫率提高,脱硫效果更优。因此,优选质量比(化学试剂/煤)为0.5以上,更加优选为1.0以上。
[0086]
另外,如图1的曲线图所示,若化学试剂的量相对于煤的量而言变得过多,则脱硫率基本不再变化。从减少所使用的化学试剂的量的观点出发,优选质量比(化学试剂/煤)为100.0以下,更加优选为50.0以下。
[0087]
在使摩尔比(乙酸/过氧化氢)在上述范围内变更的情况下,使用不同的化学试剂(过乙酸水溶液或甲酸与过氧化氢的混合溶液)的情况下,也观察到与图1的曲线图相同的倾向。
[0088]
需要说明的是,在将脱硫前的煤(固体成分)的质量设为w1[kg]、将脱硫前的煤(固体成分)的含硫率设为%s1[质量%]、将脱硫后的煤(固体成分)的质量设为w2[kg]、将脱硫后的煤(固体成分)的含硫率设为%s2[质量%]时,脱硫率[质量%]由下述式(1)定义。
[0089]
脱硫率[质量%]=100
×
{1
‑
(w2×
%s2)/(w1×
%s1)}
…
(1)
[0090]
《化学试剂的温度》
[0091]
本技术的发明人还研究了与煤接触时的化学试剂的温度(以下也简称为“化学试剂的温度”)。在该研究中,使用乙酸与过氧化氢的摩尔比(乙酸/过氧化氢)为12.0的化学试剂。
[0092]
图2是示出相对于化学试剂的温度而言的、过乙酸的生成量的曲线图(下段),以及相对于化学试剂的温度而言的、脱硫率(实线)及碳产率(虚线)的曲线图(上段)。过乙酸的生成量为将反应参与物质(过氧化氢及乙酸)完全反应时的计算值设为1.0而得的指数。
[0093]
如图2的曲线图(下段及上段)所示,在与煤接触时的化学试剂的温度高的情况下,过乙酸的生成量多,脱硫率提高,脱硫效果更优。从这样的观点出发,优选化学试剂的温度为5℃以上,更加优选为10℃以上,进一步优选为20℃以上,特别优选为50℃以上。
[0094]
另一方面,如图2的曲线图(上段)所示,为了维持碳产率高,优选避免化学试剂的温度过高。具体来说,从碳产率优异的理由出发,优选为65℃以下,更加优选为60℃以下,进一步优选为55℃以下。
[0095]
在使摩尔比(乙酸/过氧化氢)在上述范围内变更的情况下,在使用不同的化学试剂(过乙酸水溶液或甲酸与过氧化氢的混合溶液)的情况下,也表现与图2的曲线相同的倾向。
[0096]
需要说明的是,在将脱硫前的煤(固体成分)的含碳率设为%c1[质量%]、将脱硫后的煤(固体成分)的含碳率设为%c2[质量%]时,碳产率[质量%]由下述式(2)定义。
[0097]
碳产率[质量%]=100
×
(w2×
%c2)/(w1×
%c1)
…
(2)
[0098]
出现碳产率降低的理由推测如下。
[0099]
存在过氧化氢及过乙酸(或过甲酸)变为氧化剂,使煤的骨架破坏的情况,认为在该情况下,在除去硫的同时,出现不希望的碳产率降低。本技术的发明人研究的结果,发现过乙酸先发生噻吩态硫的硫
‑
碳间的键切断,后发生碳骨架(碳
‑
碳键)破坏。碳骨架的破坏在过乙酸(或过甲酸)的情况下弱,在过氧化氢的情况下强。特别是,在高温的过氧化氢的情况下显著。
[0100]
因此,通过适当控制化学试剂与煤接触时的条件(例如,避免化学试剂的温度过高,恰当地调节混合溶液中的过氧化氢的混合比率),从而能够在使碳骨架的破坏为最小限度的同时,有效地除去噻吩态硫。
[0101]
〈煤〉
[0102]
本发明使用的煤没有特别限定,能够使用广范围的各种煤,优选包含次烟煤等煤化度为中等程度的煤,更加优选包含次烟煤,进一步优选为次烟煤。
[0103]
在使用这样的煤的情况下,与使用无烟煤等煤化度高的煤的情况相比,脱硫效果表现更优的倾向,且与褐煤等煤化度低的煤的情况相比,碳产率表现更优异的倾向。
[0104]
本发明使用的煤的粒径(平均粒径)没有特别限定。例如,即使煤的粒径为数毫米程度,脱硫性能也没有大的变化。在煤的粒径更大的情况下,也可以根据需要实施轻度的粉碎处理。
[0105]
以上对将煤脱硫的1次处理(化学试剂处理)进行了说明。
[0106]
接下来,作为进一步将通过1次处理脱硫后的煤中残留的硫除去的处理,说明两种2次处理。
[0107]
〈2次处理(热处理)〉
[0108]
对于除去困难的噻吩态硫而言,通过使过乙酸或过甲酸与其作用而变为容易被除去的形态,因此能够通过较低温(150℃左右)的热处理除去。
[0109]
即,从脱硫效果更优的理由出发,优选对与化学试剂接触后的煤进一步进行热处理。优选热处理温度为150℃以上,更加优选为250℃以上,进一步优选为350℃以上。
[0110]
需要说明的是,能够对因热处理而生成的源自煤的含烃气体进行回收,作为制铁工艺中的气体燃料的一部分使用。在考虑利用在制铁所等工厂中生成的余热等进行热处理的情况下,优选达到数百℃左右的温度的热处理。
[0111]
作为制铁工艺中对煤进行热处理的炉有焦炉。焦炉中的热处理温度为1000~1200℃左右,也存在1200℃以上的作业。也可以将与化学试剂接触而脱硫后的煤导入焦炉来制造低硫焦。虽然此时会生成烃气体和含硫气体,但含硫气体另行除去即可。将含硫气体除去后的生成气体能够作为燃料气体循环利用。
[0112]
对煤进行热处理的工艺中的成为最高温度的工艺实质上被认为是焦炭的制造工艺。本技术的发明人实验的结果,确认到利用焦炉中的热处理温度,也表现出了充分的脱硫效果。
[0113]
因此,热处理温度为例如1300℃以下。
[0114]
于600℃左右对煤进行热处理得到的物质,通常被称为半焦。与化学试剂接触而脱硫后的煤也能够用于制造半焦。半焦与焦炭相比强度差,因此难以作为高炉用焦使用,但能够用于其他用途。特别是,硫少的半焦例如在转炉中作为升温的升温剂(碳添加剂)的有用
的。
[0115]
使与化学试剂接触后的煤升温至热处理温度时的升温速度(以下也简称为“升温速度”)越快越好。这是由于,因过乙酸或过甲酸的作用而变为脱硫容易的形态的硫化合物存在在加热下再合成为脱硫困难的噻吩态硫的可能性,因而抑制该再合成。具体来说,优选升温速度为10℃/min以上,更加优选为20℃/min以上。
[0116]
升温速度的上限没有特别限定,但过快的升温速度的实现在技术上、工业(成本)上均是困难的。因此,升温速度为例如100℃/min以下。
[0117]
〈2次处理(过氧化氢处理)〉
[0118]
本技术的发明人研究发现,在进一步对与化学试剂接触后的煤进行脱硫时,也可以在上述的热处理之外,另行进行使用低温的过氧化氢的处理。
[0119]
若使过氧化氢作用于未进行1次处理(化学试剂处理)的煤,则如上所述,碳骨架被破坏而碳产率降低。但是,1次处理后的煤中残留的硫分变为容易被除去的形态,使用过氧化氢容易进一步脱硫。
[0120]
即,优选使与化学试剂接触后的煤进一步与低温的双氧水接触。
[0121]
优选双氧水的温度为50℃以下,更加优选为40℃以下。过氧化氢随着变为高温而氧化力逐渐增强,不仅具有脱硫效果,也容易使碳产率降低。若双氧水的温度为上述范围,则脱硫效果更加优异,碳产率也变得良好。
[0122]
下限没有特别限定,双氧水的温度为例如5℃以上。
[0123]
从脱硫效果更加优异的理由出发,优选双氧水的浓度(双氧水中的过氧化氢的含量)为2.0质量%以上,更加优选为3.0质量%以上。
[0124]
若双氧水的浓度为3.0质量%以上,则无论双氧水的浓度如何,所得到的效果大致恒定。因此,虽然上限没有特别限定,但优选例如双氧水的浓度为35.0质量%以下。
[0125]
过氧化氢在高浓度时容易分解,因此市售的多为30~35质量%的水溶液。在本发明中,将这样的市售品的水溶液适当稀释使用即可。
[0126]
[低硫煤的制造设备]
[0127]
接下来,基于图3说明使用具体的设备实施本发明的情况的例子。
[0128]
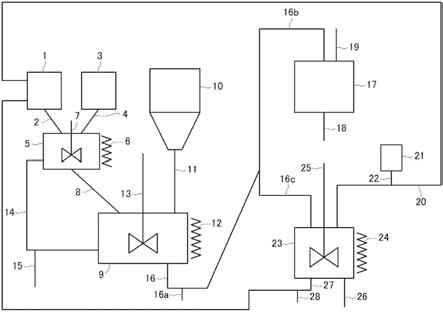
图3是示出低硫煤的制造设备(以下也简称为“制造设备”)的一例的示意图。
[0129]
图3所示的制造设备具有贮存过氧化氢的过氧化氢贮存罐1及贮存乙酸的乙酸贮存罐3。
[0130]
过氧化氢贮存罐1的内部的过氧化氢经由过氧化氢输送管2向化学试剂混合槽5供给。乙酸贮存罐3的内部的乙酸经由乙酸输送管4向化学试剂混合槽5供给。在过氧化氢输送管2及乙酸输送管4上分别设有适当的流量控制装置(未图示),能够实现过氧化氢及乙酸的流量控制。
[0131]
在化学试剂混合槽5中设有加热装置6及混合装置7。供给至化学试剂混合槽5的过氧化氢及乙酸根据需要使用加热装置6升温至规定温度,并且,使用混合装置7混合。
[0132]
通过化学试剂混合槽5中的混合得到的混合溶液的化学试剂经由化学试剂输送管8向脱硫处理槽9供给。在化学试剂输送管8上设有适当的流量控制装置(未图示),能够实现化学试剂的流量控制。
[0133]
进一步从贮存煤的煤贮存罐10经由煤输送管11向脱硫处理槽9供给煤。在煤输送
管11上设有适当的流量控制装置(未图示),实现煤的流量控制。
[0134]
在脱硫处理槽9中设有加热装置12。加热装置12根据需要将从化学试剂混合槽5供给的化学试剂和从煤贮存罐10供给的煤控制为适当的温度。此外,在脱硫处理槽9中设有混合装置13。混合装置13根据需要将化学试剂与煤良好地混合。
[0135]
像这样,在脱硫处理槽9中,煤与化学试剂接触而被脱硫,得到低硫化的煤(低硫煤)(以下也称为“化学试剂处理煤”)。
[0136]
在脱硫处理槽9上设有2处排出孔。在1个排出孔中设有化学试剂循环管14。存在于煤的脱硫中使用后的化学试剂中残留有一部分过乙酸、乙酸的情况。在该情况下,也可以使化学试剂从脱硫处理槽9回流至化学试剂混合槽5,以循环利用。
[0137]
需要说明的是,存在脱硫后的化学试剂中渗入有硫的情况。若循环利用渗入有硫的化学试剂,则存在对脱硫造成不良影响的可能性。因此,在化学试剂循环管14上连结有化学试剂排出管15,能够将脱硫后的化学试剂的一部分或全部经由化学试剂排出管15排出。
[0138]
在脱硫处理槽9的另1个排出孔中设有化学试剂处理煤输送管16。化学试剂处理煤输送管16进一步分支为3个。即,为化学试剂处理煤排出管16a、热处理装置连结管16b及过氧化氢处理装置连结管16c这3个管。
[0139]
化学试剂处理煤排出管16a将由脱硫处理槽9得到的化学试剂处理煤排出而不进行2次处理。热处理装置连结管16b将化学试剂处理煤向热处理装置17输送。过氧化氢处理装置连结管16c将化学试剂处理煤向过氧化氢处理装置23输送。
[0140]
首先,说明热处理装置17。
[0141]
低硫煤(化学试剂处理煤)在热处理装置17中接受热处理时,硫进一步挥发,因此脱硫进一步进行。在热处理装置17中接受热处理并进一步低硫化了的煤(以下也称为“热处理煤”)经由热处理煤排出管18被取出,用于规定的用途。
[0142]
此外,在热处理装置17上设有热处理气体排出管19。存在通过热处理生成的气体包含可燃性气体的情况。在该情况下,能够经由热处理气体排出管19将气体取出,用于规定的用途。
[0143]
接下来,说明过氧化氢处理装置23。
[0144]
经由过氧化氢处理装置连结管16c向过氧化氢处理装置23供给化学试剂处理煤。在过氧化氢处理装置23中,针对化学试剂处理煤实施上述的2次处理(过氧化氢处理)。
[0145]
经由过氧化氢供给管20向过氧化氢处理装置23供给过氧化氢。过氧化氢供给管20与过氧化氢贮存罐1连结。在对过氧化氢进行稀释的情况下,也可以从稀释水罐21经由稀释水供给管22供给水。也可以设置另一过氧化氢贮存罐(未图示),供过氧化氢处理装置23专用。
[0146]
在过氧化氢处理装置23中设有冷却装置24。根据需要,利用冷却装置24将过氧化氢处理装置23的内部的温度控制为适当的温度。
[0147]
此外,在过氧化氢处理装置23中设有混合装置25。混合装置25根据需要将双氧水与化学试剂处理煤良好地混合。
[0148]
在过氧化氢处理装置23上设有2处排出孔。
[0149]
在1个排出孔中设有过氧化氢循环管27。存在于煤(化学试剂处理煤)的脱硫使用后的双氧水中残留有一部分过氧化氢的情况。在该情况下,也可以使双氧水从过氧化氢处
理装置23回流至过氧化氢贮存罐1,以循环利用。回流目标既可以是另行设置的过氧化氢贮存罐(未图示),也可以是化学试剂混合槽5。
[0150]
需要说明的是,存在脱硫后的双氧水中渗入有硫的情况。若循环利用渗入有硫的双氧水,则存在对脱硫造成不良影响的可能性。因此,在过氧化氢循环管27上连结过氧化氢排出管28,将脱硫后的双氧水的一部分或全部经由过氧化氢排出管28排出。
[0151]
在过氧化氢处理装置23的另1个排出孔中连结有排出管26。在过氧化氢处理装置23的内部进一步进行脱硫后的煤(以下也称为“过氧化氢处理煤”)经由排出管26取出,用于规定的用途。
[0152]
需要说明的是,输送至热处理装置17或过氧化氢处理装置23的化学试剂处理煤已经低硫化,因此也可以不接受2次处理(热处理或过氧化氢处理),而经由热处理煤排出管18或排出管26取出。
[0153]
基于图3说明的制造设备的各部分不需要特殊的规格,能够适当使用已有的装置。例如,热处理装置17既可以是以余热为热源的热交换装置,也可以是半焦炉、焦炉等炉。
[0154]
在图3所示的制造设备中,在取代乙酸而使用甲酸的情况下,将“乙酸”替换为“甲酸”,将“过乙酸”替换为“过甲酸”。
[0155]
在该情况下,图3所示的制造设备取代“乙酸贮存罐3”而具有“甲酸贮存罐3”,取代“乙酸输送管3”而具有“甲酸输送管3”。
[0156]
在作为化学试剂使用过乙酸水溶液的情况下,图3所示的制造设备取代“过氧化氢贮存罐1”而具有“过乙酸贮存罐1”,取代“过氧化氢输送管2”而具有“过乙酸输送管2”,取代“乙酸贮存罐3”而具有“稀释水贮存罐3”,取代“乙酸输送管4”而具有“稀释水输送管4”。
[0157]
在该情况下,过乙酸贮存罐1贮存过乙酸。稀释水贮存罐3贮存用于稀释过乙酸的稀释水。过乙酸贮存罐1的内部的过乙酸经由过乙酸输送管2向化学试剂混合槽5供给。稀释水贮存罐3的内部的稀释水经由稀释水输送管4向化学试剂混合槽5供给。在过乙酸输送管2及稀释水输送管4上分别设有适当的流量控制装置(未图示),实现过乙酸及稀释水的流量控制。
[0158]
在化学试剂混合槽5中,所供给的过乙酸及稀释水混合,以制备过乙酸水溶液。
[0159]
其他方面与上述相同,因此省略说明。
[0160]
实施例
[0161]
以下举出实施例来具体说明本发明。需要说明的是,本发明不限定于以下的实施例。
[0162]
〈实施例1~31及比较例1~2〉
[0163]
使用基于图3说明的制造设备,进行利用本发明的方法对煤进行脱硫以制造低硫煤的试验。
[0164]
作为煤,使用从由coal a(次烟煤)、coal b(次烟煤)及coal c(半无烟煤)组成的组中选择的至少1种。将所使用的煤的详细示于下述表1。以平均粒径计,煤的粒度均为300μm左右。各种煤均为过乙酸的浸透力强,且脱硫性能随粒度变化不大。
[0165]
[表1]
[0166]
表1
[0167][0168]
在上述表1中,“d.a.f”表示为干燥无灰(dry ash free)质,表示除了水分及灰分以外的纯煤的分析值。
[0169]“d.b.”表示干燥质(dry basis)的分析值。
[0170]“v.m”表示工业分析中的挥发分(volatile matter)的含量。
[0171]“ash”表示工业分析中的灰分的含量。
[0172]
将煤的供给量(流量)等试验条件示于下述表2~表4。
[0173]
在实施例1~8、20~22及24~27以及比较例1~2中,仅进行上述的1次处理(化学试剂处理)。即,将与化学试剂接触后的煤取出,求出脱硫率及碳产率。
[0174]
在实施例9~13、23及28~29中,进一步进行上述的2次处理(热处理)。即,在1次处理(化学试剂处理)后,进一步将煤导入能够升温至1200℃的热处理装置,在氮气氛下实施热处理,求出热处理后的脱硫率及碳产率。
[0175]
在实施例14~19及30~31中,进一步进行上述的2次处理(过氧化氢处理)。即,在1次处理(化学试剂处理)后,进一步将煤导入过氧化氢处理装置以实施过氧化氢处理,求出过氧化氢处理后的脱硫率及碳产率。
[0176]
在1次处理中,作为过氧化氢使用过氧化氢的浓度为35质量%的水溶液。作为乙酸,使用纯度为99质量%的乙酸。作为乙酸,使用过乙酸的浓度为30质量%的水溶液。作为甲酸,使用纯度为99质量%的甲酸。
[0177]
[表2]
[0178][0179]
[表3]
[0180]
表3
[0181][0182]
[表4]
[0183]
表4
[0184][0185]
〈表2的总结〉
[0186]
将过氧化氢与乙酸的混合溶液作为化学试剂使用的实施例1~19中,与未使用该
化学试剂的比较例1~2相比表现出高的脱硫率,可知得到了充分的脱硫效果。碳产率也表现出良好的倾向。
[0187]
将实施例1与实施例5对比,摩尔比(乙酸/过氧化氢)为12.1的实施例1与摩尔比(乙酸/过氧化氢)为0.8的实施例5相比脱硫率高,脱硫效果更加优异。
[0188]
将实施例1与实施例6对比,乙酸与过氧化氢的混合后的经过时间为60分钟的实施例1与该时间为20分钟的实施例6相比,脱硫率高,脱硫效果更加优异。
[0189]
将实施例1与实施例7对比,质量比(化学试剂/煤)为2.5的实施例1与质量比(化学试剂/煤)为0.9的实施例7相比,脱硫率高,脱硫效果更加优异。
[0190]
将实施例1与实施例8对比,与煤接触时的化学试剂的温度为56℃的实施例1与该温度为9℃的实施例8相比,脱硫率高,脱硫效果更加优异。
[0191]
实施例9~13的脱硫率(2次处理后)大于或等于实施例1~8的脱硫率(1次处理后)。
[0192]
将实施例9与实施例12对比,热处理温度为150℃的实施例9与热处理温度为135℃的实施例12相比,脱硫率(2次处理后)高,脱硫效果更加优异。
[0193]
将实施例9与实施例13对比,升温至热处理温度时的升温速度为20℃/min的实施例9与该升温速度为5℃/min的实施例13相比,脱硫率(2次处理后)高,脱硫效果更加优异。
[0194]
实施例14~19的脱硫率(2次处理后)大于或等于实施例1~8的脱硫率(1次处理后)。
[0195]
将实施例14与实施例17对比,双氧水的温度为20℃的实施例14与该温度为45℃的实施例17相比,脱硫率(2次处理后)高,脱硫效果更加优异。
[0196]
将实施例14与实施例18对比,双氧水的浓度为35.0质量%的实施例14与该浓度为1.5质量%的实施例18相比,脱硫率(2次处理后)高,脱硫效果更加优异。
[0197]
将实施例14与实施例19对比,质量比(双氧水/煤)为2.5的实施例14与质量比(双氧水/煤)为0.9的实施例19相比,脱硫率(2次处理后)高,脱硫效果更加优异。
[0198]
〈表3的总结〉
[0199]
将过乙酸水溶液作为化学试剂使用的实施例20~23中,与未使用该化学试剂的比较例1~2(参见表2)相比表现出高的脱硫率,可知得到了充分的脱硫效果。碳产率也表现良好的倾向。
[0200]
将实施例20与实施例22对比,化学试剂(过乙酸水溶液)中的过乙酸的含量为12.7质量%的实施例20与该含量为7.8质量%的实施例22相比,脱硫率高,脱硫效果更加优异。
[0201]
实施例23的脱硫率(2次处理后)大于或等于实施例20~22的脱硫率(1次处理后)。
[0202]
〈表4的总结〉
[0203]
将过氧化氢与甲酸的混合溶液作为化学试剂使用的实施例24~31中,与未使用该化学试剂的比较例1~2(参见表2)相比表现出高的脱硫率,可知得到了充分的脱硫效果。碳产率也表现良好的倾向。
[0204]
将实施例24与实施例27对比,甲酸与过氧化氢的混合后的经过时间为6分钟的实施例24与该时间为3分钟的实施例27相比,脱硫率高,脱硫效果更加优异。
[0205]
实施例28~29的脱硫率(2次处理后)大于或等于实施例24~27的脱硫率(1次处理后)。
[0206]
将实施例28与实施例29对比,升温至热处理温度时的升温速度为20℃/min的实施例28与该升温速度为5℃/min的实施例29相比,脱硫率(2次处理后)高,脱硫效果更加优异。
[0207]
实施例30~31的脱硫率(2次处理后)大于或等于实施例24~27的脱硫率(1次处理后)。
[0208]
将实施例30与实施例31对比,质量比(双氧水/煤)为2.5的实施例30与质量比(双氧水/煤)为0.9的实施例31相比,脱硫率(2次处理后)高,脱硫效果更加优异。
[0209]
附图标记说明
[0210]
1:过氧化氢贮存罐(过乙酸贮存罐)
[0211]
2:过氧化氢输送管(过乙酸输送管)
[0212]
3:乙酸贮存罐(甲酸贮存罐、稀释水贮存罐)
[0213]
4:乙酸输送管(甲酸输送管、稀释水输送管)
[0214]
5:化学试剂混合槽
[0215]
6:加热装置
[0216]
7:混合装置
[0217]
8:化学试剂输送管
[0218]
9:脱硫处理槽
[0219]
10:煤贮存罐
[0220]
11:煤输送管
[0221]
12:加热装置
[0222]
13:混合装置
[0223]
14:化学试剂循环管
[0224]
15:化学试剂排出管
[0225]
16:化学试剂处理煤输送管
[0226]
16a:化学试剂处理煤排出管
[0227]
16b:热处理装置连结管
[0228]
16c:过氧化氢处理装置连结管
[0229]
17:热处理装置
[0230]
18:热处理煤排出管
[0231]
19:热处理气体排出管
[0232]
20:过氧化氢供给管
[0233]
21:稀释水罐
[0234]
22:稀释水供给管
[0235]
23:过氧化氢处理装置
[0236]
24:冷却装置
[0237]
25:混合装置
[0238]
26:排出管
[0239]
27:过氧化氢循环管
[0240]
28:过氧化氢排出管