1.本实用新型属于水煤浆加压气化的煤化工技术领域,特别涉及一种烧嘴外喷头及烧嘴。
背景技术:
2.水煤浆工艺烧嘴是水煤浆加压气化技术的关键部件,它在1300℃高温、高压的环境下工作。公知的水煤浆工艺烧嘴结构由自内至外同轴套置的具有流线型前收口端的内喷嘴、中喷嘴和外喷嘴构成,为三流式内外混合雾化形式。外喷嘴的外流道和内喷嘴的内流道输送高压氧气,中喷嘴的中流道输送高压水煤浆,内流道氧与中流道煤浆半预混后,再与外环氧在喷口处混合均匀雾化燃烧;外喷嘴的外喷头头部有冷却水腔,外接冷却水盘管对工艺烧嘴外喷嘴进行冷却保护。
3.工艺烧嘴通常工作在高温高压的苛刻条件下,在1000℃以上的高温炉膛内工艺烧嘴运行一段时间后,外环氧通道变形导致炉内火焰上移,高温造成外喷嘴头部容易产生高温氧化腐蚀裂纹;在炉内火焰和物料的冲刷下,外喷嘴的冷却水腔常常发生泄漏风险。传统的工艺烧嘴外喷头与盘管插接后通过角焊缝连接,该处角焊缝位于工艺烧嘴迎火面,长期受火焰和物料冲蚀,该处角焊缝容易出现裂纹而导致工艺烧嘴泄漏,轻则停车、倒炉,重则气化炉耐火砖激冷剥落、合成气外泄爆炸,影响工厂的连续运行。
技术实现要素:
4.为了克服现有技术中的不足,本发明人进行了锐意研究,提供了一种烧嘴外喷头及烧嘴,通过对烧嘴外喷头的结构设计,对迎火面的角焊缝实施保护,避免高温气流对该角焊缝的辐射、物料的冲蚀,提高工艺烧嘴运行可靠性,且加工方案成本低,利于产业化推广,从而完成本实用新型。
5.本实用新型提供的技术方案如下:
6.第一方面,一种烧嘴外喷头,包括外端盖、冷却水短直管、石棉、套环、中段和尾段;
7.外端盖与中段焊接组成外喷头头部循环水水腔,通过冷却水短直管实现循环水水腔的冷却水循环,套环套设在冷却水短直管外,与外端盖焊接,将外端盖与冷却水短直管的插接角焊缝包围在内,并在套环与冷却水短直管之间填充石棉;中段与尾段焊接连接,构成外喷头的腔体。
8.第二方面,一种烧嘴,包括同轴套置的内喷头和外喷头、或同轴套置的内喷头、中喷头和外喷头,所述外喷头选用第一方面所述的外喷头。
9.根据本实用新型提供的一种烧嘴外喷头及烧嘴,具有以下有益效果:
10.(1)本实用新型提供的一种烧嘴外喷头及烧嘴,通过焊接套环和填充石棉、或者挡板将短直管与外喷头间的插接角焊缝保护起来,降低了工艺烧嘴冷却水腔的泄漏概率,提高了工艺烧嘴运行的可靠性和安全性;某项目工艺烧嘴外喷头改造按照本实用新型增加保护套环后,工艺烧嘴使用寿命由40天左右提升至60左右,大大提高了工艺烧嘴和气化炉的
运行稳定性,进而增强工厂的连续运作能力,提高产能;
11.(2)本实用新型提供的一种烧嘴外喷头及烧嘴,烧嘴外喷头为分体式加工方式,相比烧嘴头部短直管与外端盖一体化成型方案降低了成本,同时减小了盘管的外形尺寸,便于烧嘴在气化炉上的安装和拔出,减少了盘管断裂情况的发生。
附图说明
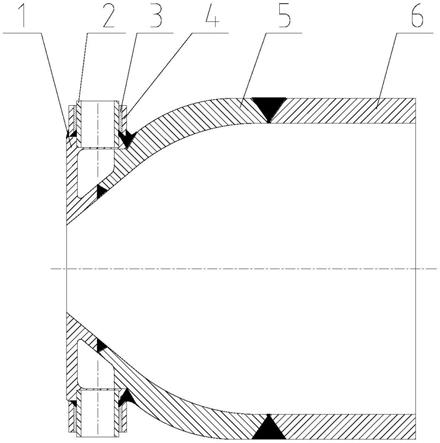
12.图1为本实用新型一种实施方式中烧嘴外喷头的结构示意图;
13.图2为图1中套环的结构示意图;
14.图3为本实用新型另一种实施方式中烧嘴外喷头的结构示意图。
15.附图标号说明
[0016]1‑
外端盖;2
‑
冷却水短直管;3
‑
石棉;4
‑
套环;5
‑
中段;6
‑
尾段;7
‑
弧形坡口;8
‑
挡板。
具体实施方式
[0017]
下面通过对本实用新型进行详细说明,本实用新型的特点和优点将随着这些说明而变得更为清楚、明确。
[0018]
为了解决角焊缝容易出现裂纹而导致工艺烧嘴泄漏的问题,对外喷头结构进行了重新设计,在短直管与烧嘴外喷头间的插接角焊缝外增加套环,并在套环内添加石棉隔热,将角焊缝保护起来,降低因该焊缝失效而导致的循环水腔泄漏问题,从而提高工艺烧嘴运行的可靠性和安全性。
[0019]
具体地,根据本实用新型的第一方面,提供了一种烧嘴外喷头,如图1所示,包括:外端盖1、冷却水短直管2、石棉3、套环4、中段5和尾段6;
[0020]
外端盖1与中段5焊接组成外喷头头部循环水水腔,通过冷却水短直管2实施循环水水腔的冷却水循环;套环4套设在冷却水短直管2外,与外端盖1焊接,将外端盖1与冷却水短直管2的插接角焊缝包围在内,并在套环4与冷却水短直管2之间填充石棉3;中段5与尾段6焊接连接,构成外喷头的腔体。
[0021]
在本实用新型中,考虑到材料强度和热应力的影响,所述外端盖1的迎火面厚度为5mm~10mm。
[0022]
在本实用新型中,所述套环4所使用材料为umco50或haynes188等高温合金,壁厚为2mm~5mm,长度为15mm~30mm。本发明人经过研究发现,由于套环4需要直面炉膛内1000℃以上火焰和物料的冲刷,一般材料无法支撑使用较长时间,从而被烧毁,故需采用umco50或haynes188等高温合金;套环4需正面火焰和物料的冲刷自身需要有足够的强度,但是受操作空间限制,因此壁厚选取2mm~5mm;焊接套环长度方向操作空间有限,过长则无法与冷却水短直管2同轴以保证二者间隙均匀,过短降低保护作用,因而确定长度为15mm~30mm。
[0023]
在本实用新型中,所述套环4与冷却水短直管2之间环隙为3mm~4mm。冷却水短直管2与外端盖1二者焊缝角高约3mm~4mm,环隙为3mm~4mm则可以尽量避免套环4与外端盖1的焊缝对冷却水短直管2与外端盖1的焊缝造成重复受热,应力集中等不利影响。
[0024]
在本实用新型中,如图2所示,所述套环4与外端盖1的连接面为弧形,弧形坡口7为35
°
~55
°
。为了充分保护冷却水短直管2与外端盖1间的角焊缝,将套环4底部连接处加工成
与外端盖1圆柱面匹配的弧形,然后在该弧形面开35
°
~55
°
的坡口,该坡口在不增大套环尺寸情况下,可防止因插接角焊缝角高过大导致的套环4内壁面与插接角焊缝重叠的情况,同时以保证焊缝根部较小的间隙。
[0025]
在本实用新型中,所述套环4与外端盖1间焊缝为满焊或间断焊。套环4与外端盖1间焊缝为满焊时,焊接方式为钨极惰性气体保护焊,焊接电流120
±
5a,喷嘴直径φ12mm,保护气体采用高纯度99.99%氩气,氩气流量12
±
1l/min,焊丝直径焊接速度10~12cm/min;
[0026]
套环4与外端盖1间焊缝为间断焊时,焊接方式为钨极惰性气体保护焊,迎火面施焊1/4圈,其余3/4圈间断焊的长度为5mm~10mm,间隔为15mm~20mm,焊接电流120
±
5a,喷嘴直径φ12mm,保护气体采用高纯度99.99%氩气,氩气流量12
±
1l/min,焊丝直径焊接速度5~6cm/min。
[0027]
在本实用新型中,插接角焊缝除采用套环和石棉进行保护外,还可以直接在插接角焊缝向火面前、外端盖上焊接挡板8(材料为umco50或haynes188等高温合金),厚度为2mm~5mm,如图3所示。该挡板可遮挡角焊缝受到的正面冲刷和辐射,其余与套环方案完全相同。该方式可在一定程度上降低该角焊缝的失效概率,延长工艺烧嘴的使用寿命,提高工艺烧嘴的运行可靠性。
[0028]
根据本实用新型的第二方面,提供了一种烧嘴,包括同轴套置的内喷头和外喷头、或同轴套置的内喷头、中喷头和外喷头,所述外喷头选用第一方面所述的外喷头。
[0029]
以上结合具体实施方式和范例性实例对本实用新型进行了详细说明,不过这些说明并不能理解为对本实用新型的限制。本领域技术人员理解,在不偏离本实用新型精神和范围的情况下,可以对本实用新型技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本实用新型的范围内。本实用新型的保护范围以所附权利要求为准。
[0030]
本实用新型说明书中未作详细描述的内容属本领域技术人员的公知技术。