1.本实用新型涉及切割设备技术领域,尤其涉及一种在线切断装置。
背景技术:
2.在制管工艺中,一般需要对管材进行定尺寸切断,现有的管材切断装置在管材的在线切断中,难以获得高精度的管材长度。具体的,管材的长度达到预设值时,切断装置接收切断信号启动切断,由于接收信号到实施切断动作的这段过程也是需要时间的,而管材是一直移动的,因此切断装置会出现一定的延时,管材的实际长度会比预设值长一些。
技术实现要素:
3.本实用新型所要解决的技术问题在于,提供一种在线切断装置,切断精度高,可实现在线不停切断。
4.为了解决上述技术问题,本实用新型提供了一种在线切断装置,包括机架、用于夹紧管材的夹紧装置、用于切断管材的切断装置、驱动夹紧装置移动的驱动装置、以及连接在切断装置和夹紧装置之间的链条,所述夹紧装置在初始位置并与切断装置紧贴,管材从机架的进管端依次穿过切断装置和夹紧装置后不停地往机架的出管端移动;所述驱动装置驱动夹紧装置向管材的移动方向移动,所述夹紧装置将管材夹紧并通过链条带动切断装置同步移动,切断装置在同步移动过程中将管材切断,夹紧装置松开管材并在驱动装置的作用下带动切断装置回到初始位置。
5.作为上述方案的改进,所述切断装置上设有齿轮,所述链条为单向链条,链条的一端连接在齿轮上,另一端连接在夹紧装置上;
6.当夹紧装置在初始位置与切断装置紧贴时,所述链条收缩在一起;
7.当夹紧装置和切断装置随着管材同步移动时,所述链条呈“一”字形。
8.作为上述方案的改进,所述夹紧装置包括支架、驱动伸缩机构、拉杆固定座、左拉杆、右拉杆、左夹块、右夹块及导杆;
9.所述驱动伸缩机构设于所述支架上,所述驱动伸缩机构的伸缩杆与所述拉杆固定座的上端连接,所述左拉杆和右拉杆连接于所述拉杆固定座的下端以形成倒v型结构;
10.所述导杆设于所述支架上并贯穿所述左夹块和右夹块,所述左夹块和右夹块能够沿所述导杆来回滑动以形成开合状态;
11.所述左拉杆和右拉杆分别贯穿所述左夹块和右夹块,所述驱动伸缩机构驱动所述倒v型结构沿竖直方向上下移动,以驱动所述左夹块和右夹块在所述导杆上开合。
12.作为上述方案的改进,所述支架包括平板和两块侧板,所述平板固定连接于两块侧板上,所述驱动伸缩机构固定连接于所述平板上,所述导杆的两端分别与两块侧板固定连接。
13.作为上述方案的改进,所述倒v型结构沿竖直方向对称。
14.作为上述方案的改进,所述左夹块和右夹块的夹面均为凹v型面。
15.作为上述方案的改进,所述左夹块的夹面上和右夹块的夹面上设有彼此相互适配的啮合结构。
16.作为上述方案的改进,所述左夹块和右夹块上均设有用于辅助滑动的滑动轴承,所述导杆穿过所述滑动轴承;
17.所述驱动伸缩机构为气动伸缩机构。
18.实施本实用新型,具有如下有益效果:
19.本实用新型的在线切断装置通过夹紧装置将管材夹紧,以保证管材的长度在预设值,然后通过驱动装置来驱动夹紧装置,并通过链条来带动切断装置进行同步移动,以保证管材的不停顿,实现在线切断,最重要的是,链条可以保证管材的切割精度,由于夹紧装置已经将管材夹紧,因此被夹紧装置夹紧的那部分管材的长度是固定的,而链条的长度也是固定的,则两部分管材的长度加起来的总长度为管材的切割长度。
20.本实用新型的在线切断装置与制管机或同类设备联动工作,制管机制得的管材直接输入到本实用新型的在线切断装置进行切断。
21.本实用新型的夹紧装置通过驱动伸缩机构驱动所述倒v型结构沿竖直方向上下移动,以驱动所述左夹块和右夹块在所述导杆上开合,无需正反丝杆和齿轮齿条等结构,结构简单。
22.本实用新型夹紧装置中的倒v型结构向下移动时,所述左夹块和右夹块之间的间隙由大到小,直至夹住管材,由于所述倒v型结构与所述导杆形成三角形结构,停止所述驱动伸缩机构后即可形成自锁、夹持稳定,夹持力大,管材不易晃动、脱落,同心精度高。
附图说明
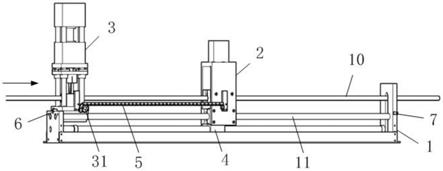
23.图1是本实用新型在线切断装置的结构示意图;
24.图2是本实用新型夹紧装置的立体示意图;
25.图3是本实用新型夹紧装置的前视图;
26.图4是本实用新型夹紧装置的剖视图;
27.图5是本实用新型夹紧装置伸缩杆伸展最大时的立体示意图
28.图6是本实用新型夹紧装置的中左夹块的立体示意图;
29.图7是本实用新型夹紧装置的中右夹块的立体示意图;
30.图8是本实用新型切断装置与夹紧装置同步移动的状态图;
31.图9是本实用新型切断装置切断管材的状态图;
32.图10是本实用新型切断装置和夹紧装置复位到初始位置的状态图。
具体实施方式
33.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。仅此声明,本实用新型在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本实用新型的附图为基准,其并不是对本实用新型的具体限定。
34.参见图1和图10,本实用新型提供的一种在线切断装置,包括机架1、用于夹紧管材10的夹紧装置2、用于切断管材10的切断装置3、驱动夹紧装置2移动的驱动装置4、以及连接在切断装置3和夹紧装置2之间的链条5,所述夹紧装置2在初始位置并与切断装置3紧贴;管
材10从机架1的进管端依次穿过切断装置3和夹紧装置2后不停地往机架1的出管端移动;所述驱动装置4驱动夹紧装置3向管材10的移动方向移动,所述夹紧装置3将管材10夹紧并通过链条5带动切断装置2同步移动,切断装置2在同步移动过程中将管材10切断,夹紧装置2松开管材10并在驱动装置4的作用下带动切断装置3回到初始位置。
35.具体的,所述驱动装置4为气缸,其设置在机架1上并与夹紧装置2连接,用于驱动夹紧装置2往机架1的出管端或进管端移动。优选的,所述气缸为无杆气缸。
36.其中,所述机架1上设有连杆11,所述夹紧装置2和切断装置3沿着所述连杆11向机架1的出管端或进管端移动。
37.所述切断装置3上设有齿轮31,所述链条5为单向链条,链条5的一端连接在齿轮31上,另一端连接在夹紧装置2上;当夹紧装置2在初始位置与切断装置3紧贴时,所述链条5收缩在一起;当夹紧装置2和切断装置3随着管材10同步移动时,所述链条5呈“一”字形。
38.所述链条5用于限定管材10的长度并带动切断装置3随着夹紧装置2进行同步移动,因为管材10一直往出管端方向不停移动,只有切断装置3随着夹紧装置2和管材10进行同步移动时,才能保证管材10的切割长度为预设值。
39.若只有切断装置,没有夹紧装置和链条时,则当管材的长度达到预设值时,切断装置接收切断信号启动切断,由于接收信号到实施切断动作的这段过程也是需要时间的,而管材是一直移动的,因此切断装置会出现一定的延时,管材的实际长度会比预设值长一些。
40.本实用新型的在线切断装置通过夹紧装置2将管材10夹紧,以保证管材10的长度在预设值,然后通过驱动装置4来驱动夹紧装置2,并通过链条5来带动切断装置3进行同步移动,以保证管材10的不停顿,实现在线切断,最重要的是,链条5可以保证管材10的切割精度,由于夹紧装置2已经将管材10夹紧,因此被夹紧装置2夹紧的那部分管材10的长度是固定的,而链条5的长度也是固定的,则两部分管材10的长度加起来的总长度为管材10的切割长度。
41.具体的,本实用新型的在线切断装置与制管机或同类设备联动工作,制管机制得的管材直接输入到本实用新型的在线切断装置进行切断。本实用新型的切断装置可以为现有的切断装置,本实用新型不作具体限定。
42.为了实现自动化,本实用新型的在线切断装置还包括复位感应开关6和防护感应开关7,所述复位感应开关6设置在机架1的进管端,所述防护感应开关7设置在机架1的出管端。具体的,管材10切断后,驱动装置4需要启动来带动夹紧装置2和切断装置3复位到初始位置,复位感应开关6的作用是将信号发送给驱动装置4,以启动驱动装置4。当切断装置3出现故障,无法切断管材10,则管材10一直向机架1的出管端移动,若管材的10的长度过长,则可能出现管弯曲而造成设备损坏。当夹紧装置2移动到防护感应开关7的位置时,防护感应开关7会的作用是将信号发送给制管机,以使制管机停止工作。其中,本实用新型的复位感应开关6和防护感应开关7为现有的感应开关,本实用新型不作具体限定。
43.结合图2~图7所示,所述夹紧装置2包括支架21、驱动伸缩机构22、拉杆固定座23、左拉杆24、右拉杆25、左夹块26、右夹块27及导杆28;所述驱动伸缩机构22设于所述支架21上,所述驱动伸缩机构22的伸缩杆21与所述拉杆固定座23的上端连接,所述左拉杆24和右拉杆25连接于所述拉杆固定座23的下端以形成倒v型结构;所述导杆28设于所述支架21上并贯穿所述左夹块26和右夹块27,所述左夹块26和右夹块27能够沿所述导杆28来回滑动以
形成开合状态;所述左拉杆24和右拉杆25分别贯穿所述左夹块26和右夹块27,所述驱动伸缩机构22驱动所述倒v型结构沿竖直方向上下移动,以驱动所述左夹块和右夹块在所述导杆上开合。
44.需要说明的是,所述驱动伸缩机构22驱动所述倒v型结构沿竖直方向上下移动,以驱动所述左夹块26和右夹块27在所述导杆28上开合,无需正反丝杆和齿轮齿条等结构,结构简单。同时,所述倒v型结构向下移动时,所述左夹块26和右夹块27之间的间隙由大到小,直至夹住管材,由于所述倒v型结构与所述导杆28形成三角形结构,停止所述驱动伸缩机构22后即可形成自锁、夹持稳定,夹持力大,管材不易晃动、脱落,同心精度高。
45.结合图2~图5所示,所述支架21包括平板211和两块侧板212,所述平板211固定连接于两块侧板212上,所述驱动伸缩机构22固定连接于所述平板211上,所述导杆28的两端分别与两块侧板212固定连接。
46.进一步地,所述倒v型结构沿竖直方向对称。如果所述倒v型结构不是对称的,则会导致所述驱动伸缩机构22的伸缩杆21偏向一侧,容易导致所述驱动伸缩机构22损坏。
47.结合图2、图5、图6和图7所示,所述左夹块26和右夹块27的夹面均为凹v型面,以增大夹持面积,避免夹持的管材轻易松脱的同时进一步提高同心精度。
48.结合图2、图5、图6和图7所示,所述左夹块26的夹面上和右夹块27的夹面上设有彼此相互适配的啮合结构,以增加所述左夹块26和右夹块27的夹面的摩擦力,进一步避免夹持的管材轻易松脱。
49.结合图2~图7所示,为了增加所述左夹块26和右夹块27滑动时的平稳性和可靠性,降低滑动产生的噪声,所述左夹块26和右夹块27上均设有用于辅助滑动的滑动轴承29,所述导杆28穿过所述滑动轴承29。
50.结合图2~图5所示,所述驱动伸缩机构22为气动伸缩机构,优选为气缸。
51.进一步地,所述增力自锁同心同步夹具还包括气动电磁阀,所述气动电磁阀与所述驱动伸缩结构2连接,以控制所述驱动伸缩机构22。当所述左夹块26和右夹块27夹紧管材时,操作人员可以通过所述气动电磁阀关闭所述驱动伸缩机构22的进出气口,使得所述驱动伸缩机构22保持伸展的姿态,从而实现所述左夹块26和右夹块27保持自锁姿态,以夹紧管材,从而节省能源。
52.综上所述,本实用新型的夹紧装置2结构简单,能够自锁、夹持稳定,夹持力大,同心精度高。
53.相应地,本实用新型还提供了一种在线自动切管的方法,采用上述的在线切断装置来切断管材,包括:
54.s1、切断装置和夹紧装置在初始位置,管材从机架的进管端依次穿过切断装置和夹紧装置后不停地往机架的出管端移动;
55.其中,所述初始位置是指切断装置和夹紧装置在机架的进管端。
56.具体的,本实用新型的在线自动切管与制管机或同类设备(图中未示出)在线联动工作,制管机开始工作制管,制管机长度计数开始,通过长度计数编码器或者光电开关计算管材的长度,需要说明的是,长度计数编码器或者光电开关为制管机的结构,本实用新型不作限定。
57.此时,链条处于收缩状态,夹紧装置与切断装置完全贴合在一起,复位感应开关处
于关闭状态,管材管头进入夹紧装置后按出管端方向不停地移动,此时夹紧装置的夹模处于打开状态。
58.s2、当管材的长度达到预设值l1时,夹紧装置将管材夹紧,驱动装置驱动夹紧装置与管材同步移动;
59.此时切断装置不动作,链条随夹紧装置前行逐渐呈现张开状态。
60.s3、当链条呈“一”字形时,夹紧装置通过链条拉动切断装置同步移动,如图8所示;
61.此外,切断装置的复位感应器断开,夹紧装置和切断装置在无杆气缸的推动下与管材同步移动。
62.具体的,链条的长度为l2,管材的切断长度为l,其中,l1+l2=l。
63.s4、在同步移动过程中,切断装置将管材切断,如图9所示;
64.具体的,切断后的管材自动掉落在工作台上。
65.s5、夹紧装置松开,复位感应器启动,驱动装置驱动夹紧装置和切断装置复位到初始位置,从而完成一次切断,如图10所示;
66.s6、重复步骤s1~s5,实现在线自动切管。
67.以上所揭露的仅为本实用新型一种较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。