1.本说明书涉及自动化领域,尤其涉及一种倍捻机用原纱取放机械手。
背景技术:
2.加捻是使纱线的两个横截面发生相对扭转,这时纱条中原来平行于纱条轴线的纤维被扭转成螺旋状。纱线在织物中的捻向和捻度,对产品的外观和性能都有较大的影响。
3.倍捻机是一种加捻设备,即并线设备(多股合成一股),可以实现一转两捻,加捻效率比传统捻线设备成倍提高。倍捻机分为两层,底层放置有原纱纱桶,倍捻机通过抽纱装置抽取原纱的纱线,通过加捻装置将抽取的纱线加捻成一股绕在加捻纱筒上完成捻线。
4.由于倍捻机抽取原纱纱锭的纱线,因此需要在抽取完毕后取出纱筒并放置新的纱锭,在这个过程中还需要拨开倍捻机导线杆,流程较为复杂,在现有技术中,取放原纱均需要整条流水线多名工人的人工操作,效率低下,造成人力物力的极大浪费。
5.基于此,如何提供一种经济,可自动化实现取放原纱的装置,提高工作效率和工作精度是本领域亟需解决的技术问题。
技术实现要素:
6.本说明书实施方式目的在于提供一种可自动化实施的倍捻机用原纱取放机械手,通过扭矩控制夹取纱锭或纱筒,夹取精度高且提供工作效率。
7.本说明书实施方式提供一种倍捻机用原纱取放机械手,包括机械臂和机械爪;所述机械爪包括连板、扭矩控制模块、至少两个机械夹板;所述扭矩控制模块与所述至少两个机械夹板连接,通过输出扭矩使所述至少两个机械夹板开合;所述至少两个机械夹板与所述连板连接,所述至少两个机械夹板的抓向垂直于所述连板向下,其中,至少一个机械夹板拨动垂直于水平面的第一倍捻机导线杆;所述至少两个机械夹板中至少有一个机械夹板上设置有拨片,所述拨片拨动平行于水平面的第二倍捻机导线杆。
8.本说明书实施方式提供的倍捻机用原纱取放机械手,通过扭矩控制模块驱动至少两个机械夹板的开合,且所述至少两个机械夹板中其中至少一个机械夹板拨动垂直于水平面的第一倍捻机导线杆,所述至少两个机械夹板中至少有一个机械夹板上设置有拨片,拨片可以拨动平行于水平面的第二倍捻机导线杆,在拨开导线杆后,无论纱锭和滚筒是正装还是反装均可以有效夹持,实现原纱的取放,大大提高了工作效率。
附图说明
9.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
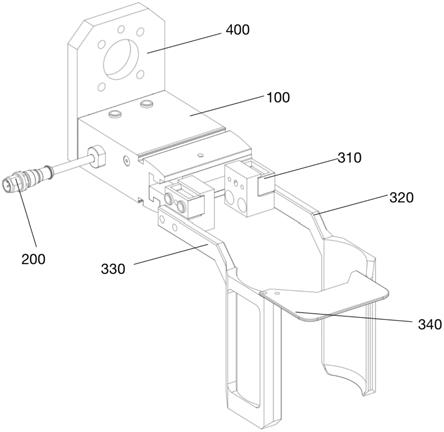
10.图1是本说明书实施方式提供的一种倍捻机用原纱取放机械手的第一立体图;
11.图2是本说明书实施方式提供的一种倍捻机用原纱取放机械手的第二立体图;
12.图3是本说明书实施方式提供的一种倍捻机用原纱取放机械手的第三立体图;
13.其中,100-连板,110-工形滑槽,200-扭矩控制模块,310-滑块,311-上滑块,312-下滑块,320-右夹板,330-左夹板,340-拨片。
具体实施方式
14.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合本说明书实施方式中的附图,对本说明书实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本说明书的一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都应当属于本技术保护的范围。
15.实施例1
16.本说明书实施方式提供一种倍捻机用原纱取放机械手,包括机械臂和机械爪;所述机械爪包括连板、扭矩控制模块、至少两个机械夹板;所述扭矩控制模块与所述至少两个机械夹板连接,通过输出扭矩使所述至少两个机械夹板开合;所述至少两个机械夹板与所述连板连接,所述至少两个机械夹板的抓向垂直于所述连板向下,其中,至少一个机械夹板拨动垂直于水平面的第一倍捻机导线杆;所述至少两个机械夹板中至少有一个机械夹板上设置有拨片,所述拨片拨动平行于水平面的第二倍捻机导线杆。
17.在本实施方式中,所述连板与机械臂连接,由所述机械臂带动连板运动,进而带动整个机械爪运动,所述连板可以是板状也可以是盒状等,可以是金属制也可以是塑料制等,本说明书不做具体限定,只要能够起到稳定连接机械臂与机械夹板都可以作为本说明书实施方式中的连板。所述连板可以平行于水平面。
18.在本实施方式中,所述扭矩控制模块与所述至少两个机械夹板连接,所述扭矩控制模块可以是伺服电机、步进电机等。所述扭矩控制模块可以根据接收的脉冲信号将旋转运动转化为直线运动驱动所述至少两个机械夹板沿机械夹板与连板连接部的滑槽直线往复运动,也可以改变所述至少两个机械夹板之间的角度。例如所述扭矩控制模块的输出端可以和一丝杆连接,所述机械夹板可以设置与所述丝杆配合的定位螺母连接,通过丝杆的旋转使所述机械夹板直线往复运动。
19.在本实施方式中,所述扭矩控制模块与所述至少两个机械夹板连接,通过输出扭矩使所述至少两个机械夹板开合。所述扭矩控制模块可以是伺服电机,伺服电机可以根据接收的脉冲信号以一定的转速运转,伺服电机的输出端可以通过丝杆与所述至少两个机械夹板连接,所述至少两个机械夹板的连接端可以在丝杆上移动,来实现所述至少两个机械夹板的开合。所述扭矩输出模块可以根据预设的参数调整机械夹板的开合大小,或者可以根据接收到的信号调整机械夹板的开合。所述开合可以是调整至少两个机械夹板之间的距离,也可以是调整至少两个机械夹板之间的角度。所述至少两个机械夹板中可以有一个机械夹板是不移动的。
20.在本实施方式中,所述至少两个机械夹板可以是两个,也可以是三个、四个甚至更多,所述至少两个机械夹板之间设置排布方式,例如夹持板之间的角度、距离等本说明书实施方式也不做具体限定,可以根据需要的夹持强度进行确定。所述至少两个机械夹板可以
与所述连板可移动连接,可以通过凹槽与滑块的方式连接,也可以通过滑轨与滚轮的方式连接。
21.在本实施方式中,所述至少两个机械夹板抓向垂直于所述连板向下,所述抓向可以是所述机械夹板夹取目标物的夹取方向,所述机械夹板与所述连板的连接端可以沿所述连板设置方向延伸,所述连板可以平行于水平面,由于倍捻机原纱放置在下层的纱桶内,夹取方向可以垂直于水平面,便于伸进纱桶内取放原纱。
22.在本实施方式中,所述至少两个机械夹板中其中至少一个机械夹板拨动垂直于水平面的第一倍捻机导线杆。倍捻机导线杆用于将纱线导向加捻装置进行加捻,在取放原纱的过程中需要拨开导线杆,所述至少一个机械夹板可以沿垂直于水平面的平面轴向移动,也可以水平运动用以拨开垂直于水平面的导线杆。
23.在本实施方式中,所述至少两个机械夹板中至少有一个机械夹板上设置有拨片,所述拨片可以设置在可以沿抓向的轴向拨动的机械夹板上,也可以设置在其他夹板上。所述拨片可以平行于水平面,用以沿垂直于水平面的方向向上拨动倍捻机导线杆。所述拨片及可拨动的机械夹板可以根据预设的时序拨动倍捻机导线杆。
24.在本实施方式中,通过设置扭矩控制模块控制至少两个机械夹板抓取原纱纱锭和纱筒,通过设置拨片以及至少一个机械夹板可拨动来拨开倍捻机导线杆,从而提高原纱的取放效率和精度,结构简单,极大节约人力物力。
25.请参阅图1-图3,本说明书实施方式提供所述倍捻机用原纱取放机械手的场景示例。
26.在本场景示例中,使用所述倍捻机用原纱取放机械手进行原纱纱锭和纱筒的取放。
27.在本场景示例中,如图1-图3所示,所述倍捻机用原纱取放机械手可以包括连板100、扭矩控制模块200、左右两个机械夹板包括滑块310、右夹板320、左夹板330、连板100上设置有工形滑槽110,与右夹板320连接的上滑块311与工形滑槽110的上部滑动卡合,与左夹板330连接的下滑块312与工形滑槽110下部滑动卡合,左夹板330上设置有拨片340。所述两个机械夹板的夹持面具有一定的锥度。
28.在本场景示例中,扭矩控制模块200置于连板内,包括伺服电机和信号接收模块,信号接收模块接收图像信息,伺服电机根据接收的图像信息输出扭矩,伺服电机的输出端与第一传动丝杆连接,上滑块311与下滑块312上设置与传动丝杆配合的螺母。
29.在本场景示例中,伺服电机的输出端与第二传动丝杆连接,所述拨片340通过拨片丝杆与第二传动丝杆配合连接,在第二传动丝杆的驱动下,所述拨片340沿平行于水平面的方向轴向运动。
30.在本场景示例中,运载小车将倍捻机用原纱取放机械手运至指定工位,信号接收模块接收原纱纱锭的图像信息,驱动伺服电机运动,伺服电机输出端带动传动丝杆转动,通过丝杆与螺纹的配合带动左右两个机械夹板夹持。将纱锭夹入纱桶内,所述第一传动丝杆驱动右夹板320向右放下第一导线杆,所述第二传动丝杆驱动拨片340运动放下第二导线杆。
31.在本场景示例中,在倍捻完成中,需取出置于纱桶中的纱筒,拨片340向上拨开第二导线杆,右夹板320向左拨开第一导线杆,所述左右机械夹板伸入纱桶内,通过伺服电机
驱动夹出纱筒。
32.在本场景示例中,通过伺服电机驱动,无论原纱是正放还是反放都可以进行取放。
33.实施例2
34.在一个实施方式中,所述连板与所述至少两个机械夹板的连接端设置工形滑槽;所述至少两个机械夹板上分别设置有与所述工形滑槽滑动卡合的凹形滑块;所述至少两个机械夹板上的所述凹形滑块的与所述工形滑槽的卡合方向不同。
35.在本实施方式中,所述连板上设置有工形滑槽,所述至少两个接夹板上可以分别设置有与所述工形滑槽卡合的凹形滑块,所述凹形滑块可以在所述工形滑槽上滑动。所述至少两个机械夹板上的分别设置的凹形滑块与所述工形滑槽的卡合方向不同。例如,设置两个机械夹板,一个机械夹板的凹形滑块与工形滑槽的上部卡合,另一个机械夹板的凹形槽与工形滑槽的下部卡合。
36.在本实施方式中,凹形滑块与工形滑槽的卡合方向不同加大了所述机械夹板的运动行程,可以适配更多尺寸的原纱,同时滑块与扭矩控制模块连接,设置的位置不同也有利于机械夹板之间独立控制。
37.实施例3
38.在一个实施方式中,所述扭矩控制模块包括伺服电机,所述伺服电机输出端与第一传动丝杆连接,所述第一传动丝杆与所述至少两个机械夹板连接,驱动所述至少两个机械夹板的开合。
39.在本实施方式中,所述伺服电机可以包括通过控制脉冲时间的长短控制转动角度的电机,所述伺服电机的输出端与第一传动丝杆连接,所述至少两个机械夹板可以设置与所述第一传动丝杆配合的螺母或者丝杆,与所述第一传动丝杆连接,将所述伺服电机的旋转运动转化为所述至少两个机械夹板的直线运动,用来控制所述至少两个机械夹板的开合。
40.在本实施方式中,通过设置伺服电机可以简单进行扭矩控制,通过丝杆与所述至少两个机械夹板的连接可以稳定高效的实现将电机的旋转运动转化为直线运动,在简化装置的情况下提高夹持精度和夹持效率。
41.实施例4
42.在一个实施方式中,所述扭矩控制模块包括伺服电机,所述伺服电机输出端与第二传动丝杆连接;所述拨片设置有与所述第二传动丝杆配合的拨片丝杆;所述第二传动丝杆和所述拨片丝杆配合使所述拨片拨动平行于水平面的第二倍捻机导线杆。
43.在本实施方式中,所述伺服电机输出端可以与第二传动丝杆连接,由于拨片设置在机械夹板上,距离伺服电机较远,在拨片上设置拨片丝杆与第二传动丝杆连接,所述拨片丝杆可以设置在所述机械夹板内部也可以设置在机械夹板的外部,通过丝杆之间的相互配合使所述拨片沿垂直于水平面的方向拨动所述第二倍捻机导线杆。
44.在本实施方式中,通过设置第二传动丝杆保持拨片的运动与机械夹板的运动相互独立,且结构简单。
45.实施例5
46.在一个实施方式中,所述扭矩控制模块根据预设时序驱动所述至少两个机械夹板和所述拨片运动。
47.在本实施方式中,所述倍捻机用原纱取放机械手需要完成取和放两个任务,在放的过程中需要先放下所述倍捻机导线杆,在取的时候需要拨开倍捻机导线杆,因此,扭矩控制模块可以根据预设的时序,先完成放下或拨开导线杆的步骤,经过一定时间间隔后再控制所述至少两个机械夹板的开合完成原纱的夹持。
48.在本实施方式中,所述扭矩控制模块可以根据预设的时序驱动所述至少两个机械夹板和所述拨片的运动,保证机械手的取放顺利实施,提高取放精度。
49.在本实施方式中,所述扭矩控制模块包括信号接收单元,所述扭矩控制模块通过所述信号接收单元接收的指令驱动所述至少两个机械夹板及所述拨片运动。
50.在本实施方式中,所述扭矩控制模块可以包括信号接收单元,所述信号接收单元可以包括满足相应通信协议的信号接收器,可以是有线的也可以是无线的。所述信号接收单元可以根据接收到的图像信息或指令驱动所述扭矩输出模块开合所述至少两个机械夹板或驱动所述拨片运动。
51.在本实施方式中,通过设置信号接收单元可以更加精准的实现取放步骤的实施,提高取放的精度。
52.实施例6
53.在一个实施方式中,所述至少两个机械夹板的夹持面为锥形面。
54.在本实施方式中,所述机械夹板的夹持面可以具有一定的锥度以适应所要夹取的原纱的形状,可以有效防止纱锭及纱筒夹紧后掉落,且可以在夹持的过程中提供缓冲,防止产品损坏。
55.实施例7
56.在一个实施方式中,所述机械爪上设置有固定块,所述固定块与所述机械臂固定连接。所述固定块可以通过螺母等方式将所述机械爪与机械臂固定连接,将机械臂与机械爪分体装配,在任何部分损坏后可以方便更换。
57.实施例8
58.在一个实施方式中,所述扭矩控制模块为24v直流电机驱动。
59.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施方式或示例描述的具体特征、结构、材料或者特点包含于本说明书的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。本技术说明书附图仅仅只是示意图,不代表各个部件的实际结构。
60.以上所述仅为本说明书一个或多个实施例的实施例而已,并不用于限制本本说明书一个或多个实施例。对于本领域技术人员来说,本说明书一个或多个实施例可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在权利要求范围之内。