1.本属于航空技术领域,具体涉及一种支座与口框定位装置。
背景技术:
2.目前,某中型中程运输机装配中曲面口框与支座的组合多采用人工协调组合。
3.但是,口框与支座的接触面均为曲面,人工进行曲面口框与支座的协调装配中将口框与支座精准定位工作强度大,效率低;为保证质量,对操作者的技能要求较高。
技术实现要素:
4.发明目的:
5.本发明提供一种支座与口框定位装置,类型简单、刚性好、性能稳定、操作便捷可靠。
6.技术方案:
7.本发明提供一种支座与口框定位装置,包括:定位板1、底座2、定位件6、压钳9、第二圆柱销10和弯柄插销11;其中,
8.所述定位板1上固定设置有多个压钳9、多个第二圆柱销10和多个弯柄插销11,所述压钳9、所述第二圆柱销10和所述弯柄插销11用于将口框卡设在所述定位板1上;
9.所述定位板1上还固定设置有底座2,所述底座2上固定连接有所述定位件6,所述支座固定连接在所述定位件6上。
10.可选的,所述压钳9环绕所述口框四周设置,所述第二圆柱销10沿所述口框的两相邻边设置,所述弯柄插销11沿所述口框的剩余两相邻边设置;
11.所述弯柄插销11用于在所述口框根据所述第二圆柱销10放置在所述定位板1上后,插入在所述定位板1上对应的插销孔内;
12.所述压钳9用于在所述口框被所述第二圆柱销10和所述弯柄插销11定位后,将所述口框压紧在所述定位板1上。
13.可选的,所述底座2和所述压钳9通过六角螺母及平垫固定设置在所述定位板1上。
14.可选的,支座与口框定位装置还包括:第一圆柱销3;
15.所述底座2还通过第一圆柱销3固定设置在所述定位板1上;
16.所述第一圆柱销3和六角螺母对角设置。
17.可选的,支座与口框定位装置还包括:第一手柄螺母5和第一快卸螺栓7;
18.所述底座2为t型结构,所述定位件6的一端为双耳片结构,所述双耳片结构与所述底座2的凸起通过所述第一手柄螺母5和所述第一快卸螺栓7固定连接。
19.可选的,支座与口框定位装置还包括:第二快卸螺栓12和第二手柄螺母13;
20.所述定位件6的另一端垂直设置有管状结构,所述管状结构与所述定位件6呈t型,所述第二快卸螺栓12穿设在所述管状结构内;
21.所述管状结构的两端通过所述第二快卸螺栓12和第二手柄螺母13固定设置有两
个支座。
22.可选的,所述第二快卸螺栓12穿设所述支座上的安装孔,通过调节支座相对所述第二快卸螺栓12的轴向位置与角度使得支座与所述口框的位置满足设计要求。
23.可选的,所述口框的每个角的两侧均设置有一个所述压钳9。
24.有益效果:
25.本发明提供了一种支座与口框定位装置,其定位板采取了
‘
回’形式,减轻了装置的重量,便于装置移动并减轻劳动强度;定位板上用于定位底座上的四孔、安装第二圆柱销的四孔和弯柄插销插拔的四孔均采用了
±
0.05mm的公差,能够保准支座及曲面定位时的准度精度;曲面的口框定位采用
‘
动静’结合的方式,口框两侧边利用固定圆柱销形式式限位,便于快速找到定位基准,口框另外两侧边利用活动的弯柄插销,灵活机动的方式,通过插拔完成整个口框的灵活、机动操作,提高了工作效率;支座的定位采用
‘
翻转’的形式,为口框定位创造了足够的施工空间,保证口框定位时上下空间的起落不受影响,同时,支座定位通过翻转定位件的设置,既能快速锁定定位位置,也能保证适度局部调整其更精密、准确的与曲面口框贴合,操作简单易行,降低了操作人员的劳动强度并减少了因人为因素产生的偏差,提高了装配质量。
附图说明
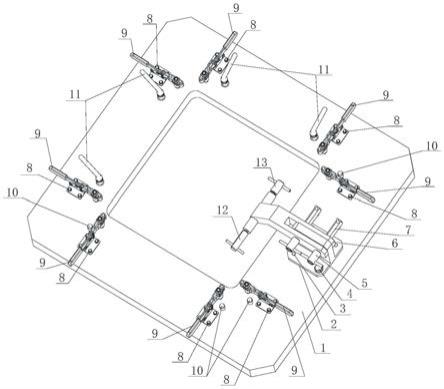
26.图1是本发明一种支座与口框定位装置的轴测图;
27.图2是本发明一种支座与口框定位装置的主视图;
28.图3是本发明一种支座与口框定位装置的a-a剖面图;
29.图4是本发明一种支座与口框定位装置的b-b剖面图;
30.图5是本发明一种支座与口框定位装置的三维工作示意模型;
31.附图标记说明:
32.1—定位板;2—底座;3—第一圆柱销;4—第一六角螺母及平垫;5—第一手柄螺母;6—定位件;7—第一快卸螺栓;8—第二六角螺母及平垫;9—压钳;10—第二圆柱销;11—弯柄插销;12—第二快卸螺栓;13—第二手柄螺母。
具体实施方式
33.下面结合附图与具体实施方式对本发明作进一步详细描述。
34.如图1至图4所示,本发明提供一种支座与口框定位装置,包括:定位板1;底座2;第一圆柱销3;第一六角螺母及平垫4;第一手柄螺母5;定位件6;第一快卸螺栓7;第二六角螺母及平垫8;压钳9;第二圆柱销10;弯柄插销11;第二快卸螺栓12;第二手柄螺母13;固定衬套14。
35.所述定位板1,采用了
‘
回’形式的平板结构,定位板1上用于定位底座2上的四孔、安装第二圆柱销10的四孔和弯柄插销11插拔的四孔均采用了
±
0.05mm的公差,能够保准支座及曲面定位时的准度精度;底座2和压钳9的下底面均与定位板1上表面贴合;底座2形式为
‘
t’字结构,下表面与1号件贴合,上端两孔用于定位与安装定位件6,底座2下底面等距矩形分布4孔,通过两件第一圆柱销3和两件第一六角螺母及平垫4安装在定位板1上表面,其中,第一圆柱销3数量两件,分布在底座2对角线孔位中,便于快速锁定底座2在定位板1表面
上的位置,第一圆柱销3直接固定安装在定位板1上表面;压钳9是一种能够准确定位、快速压紧的新型手动夹具,省力及操作简易,压钳9下底面与定位板1上表面贴合,压钳9下底面4孔,通过四件第二六角螺母及平垫8将压钳9安装在定位板1上表面。固定衬套14共四件,外形为
‘
环形’立柱,镶嵌在定位板1设置弯柄插销11插入的孔壁内,能保证利用弯柄插销11定位曲面口框时,曲面口框定位的准确度,也便于弯柄插销11多次插拔的情况下定位板1上的孔壁不变形,避免损害定位板1而更换定位板1,降低成本,同时,固定衬套14若有局部损伤时,更换方便、快速;第二圆柱销10安装在定位板1上,第二圆柱销10共四件,分布定位板1内侧两边上,便于快速锁定曲面口框在定位板1表面上的位置,第二圆柱销10直接固定安装在定位板1上表面。
36.所述定位件6,与底座2凸起端头贴合处为双耳片凹槽插入式结构,两耳片内侧面与底座2凸起上端两侧面贴合,通过第一快卸螺栓7穿过定位件6耳片及底座2凸起上端设置的两孔与第一手柄螺母5配合,使定位件6耳片端安装在底座2凸起端头处,其中,第一快卸螺栓7和第一手柄螺母5数量各两件并成对配合使用;定位件6的另一弯折的端头垂直处为柱状结构,借鉴防差错的思路,避免左右对称得支座装反,将其柱状结构的两端头做了差异化设计,便于支座能够快速、高效的安装在定位件6上:其柱状结构的其一端采用内螺纹的形式与第二快卸螺栓12配合使用,其中,第二快卸螺栓12数量一件;柱状结构的另一端采用突出的阶梯式外螺纹与第二手柄螺母13配合使用,其中,第二手柄螺母13数量一件;所述螺纹的连接也便于支座在定位过程中进行局部小幅调整与曲面口框表面更好贴合。
37.曲面口框通过第二圆柱销10和弯柄插销11快速定位:第二圆柱销10数量四件,在曲面口框的两侧边各分布两件,能够实现快速锁定曲面口框在定位板1表面上的定位基准位置,弯柄插销11数量四件,在曲面口框的另外两侧边各分布两件,通过插入在定位板1上镶嵌的固定衬套14中,完成曲面口框的定位,从而实现曲面口框的快速、准确定位;曲面口框的夹紧利用压钳9实现,压钳9是一种能够准确定位、快速压紧的新型手动夹具,省力及操作简易,压钳9数量八件,分布在曲面口框的四周边,曲面口框每个边设置两件,当曲面口框利用定位板1表面上安装的第二圆柱销10,并且,通过弯柄插销11插入镶嵌在定位板1上的固定衬套14中,实现快速定位后,启用压钳9,分别从对边开始压紧压钳9,保证已定位完成的曲面口框无法上下移动,从而曲面口框的整个定工作完成。
38.本发明提供的使用过程步骤:
39.第一步,分解定位件6:
40.先将第一手柄螺母5拧开后,从定位件6和底座2中拔出第一快卸螺栓7,使得定位件6可以从底座2凸起端处分解,为后续曲面口框的定位留有足够的施工操作空间;
41.第二步,完成曲面口框的定位:
42.曲面口框的两边先利用定位板1上固定安装四个第二圆柱销10进行两边基准位置的锁定,然后分别在曲面口框其余两边通过弯柄插销11插入镶嵌在定位板1上的固定衬套14中,可快速完成曲面口框四边的限位定位;曲面口框四周完成限位定位后,曲面口框相对两边分为两组:先将一组中相对两边使用压钳9压紧,再将另一组中相对两边使用压钳9压紧,从而,保证已定位完成的曲面口框无法上下移动,曲面口框的定位工作完成。
43.第三步,恢复安装定位件6:
44.先将定位件6双耳片凹槽端头插入底座2凸起端头,使得两耳片内侧面与底座2凸
起上端两侧面贴合,并且,贴合面处的两安装孔同轴后,通过第一快卸螺栓7插入定位件6耳片及底座2凸起上端设置的两孔与第一手柄螺母5配合拧紧,可使定位件6耳片端安装在底座2上。
45.第四步,完成支座的定位:
46.先将定位件6的柱状结构端头处的第二快卸螺栓12和第二手柄螺母13拧松分解;按装配要求,将支座分别安装在定位件6阶梯端头一侧和第二快卸螺栓12端头处,然后将第二手柄螺母13和第二快卸螺栓12拧在定位件6上;然后对支座进行局部小幅姿态调整,使得支座与曲面口框表面按要求紧密贴合;姿态调整完毕后,将定位件6端头处的第二手柄螺母13和第二快卸螺栓12拧紧,支座的定位完成。
47.第五步,开始后续装配制孔作业内容。
48.第六步,取下支座和曲面口框。
49.先拧开第二手柄螺母13和第二快卸螺栓12拧紧,取下支座;再拧开第一手柄螺母5,拔出第一快卸螺栓7,分解定位件6;最后松开压钳9,拔出弯柄插销11,取下曲面口框。