1.本实用新型涉及雾化装置,更具体地说,涉及一种电子雾化装置。
背景技术:
2.雾化装置上的外壳,通常由两个壳体组装而成,其中一个壳体采用分体注塑成型后组装而成,如此一来,就会导致加工工序繁琐的技术问题;其次,相邻两个壳体元件的之间会不可避免地出现配合间隙,导致外接污染物进入外壳内对雾化装置造成污染;同时,产品内部的气溶胶生成基质还会通过相邻两个壳体元件的之间配合间隙泄漏。
技术实现要素:
3.本实用新型要解决的技术问题在于,提供一种改进的电子雾化装置。
4.为实现上述目的,本实用新型提供了一种电子雾化装置,包括雾化组件、电池组件、吸嘴组件及壳体,所述壳体包括一体成型的纵长背壳及一体成型的纵长面壳,所述面壳与所述背壳相向结合在一起,界定出一个纵长的扁平收纳腔,所述电池组件、雾化组件及所述吸嘴组件依序收容于所述收纳腔内,且所述雾化组件与所述电池组件电性连接,所述吸嘴组件与所述雾化组件导气连接。
5.在一些实施例中,所述雾化组件包括开设有进气孔的雾化座,所述雾化座与所述电池组件相对的端面还开设有扩口进气槽,所述进气孔位于所述扩口进气槽的槽底。
6.在一些实施例中,所述扩口进气槽的槽壁上开设有第一进气缺口及第二进气缺口。
7.在一些实施例中,所述雾化座上还开设有横向避空槽,所述横向避空槽与所述第一进气缺口及第二进气缺口相交成十字形。
8.在一些实施例中,所述雾化组件包括开设有进气孔的软质雾化座、安装于所述雾化座上并与所述进气孔相连通的通气管、嵌置于所述进气孔中以防止所述进气孔受压变形的支撑管、安装于所述通气管上的雾化芯以及安装于所述雾化座上并与所述雾化芯导液连接的储液匣。
9.在一些实施例中,所述雾化座包括本体部及设置于所述本体部侧壁周向上的密封环,所述储液匣的下端套设于所述本体部上,所述密封环与所述储液匣的内侧壁紧密抵持。
10.在一些实施例中,所述雾化座还包括设置于所述本体部底面的限位密封裙边,所述限位密封裙边用于封堵所述储液匣的下端,以防液态气溶胶生成基质从储液匣的下端泄漏。
11.在一些实施例中,所述背壳和所述面壳通过卡扣结构连接。
12.在一些实施例中,所述面壳上设置有限位板,所述限位板用于在纵向上对所述雾化组件进行限位。
13.在一些实施例中,所述雾化组件包括储液匣,所述储液匣包括套体;所述吸嘴组件包括开设有吸气通道的吸嘴及设置于所述吸嘴上的咪头,所述吸嘴的下端嵌置于所述套体
的上端,所述咪头的感应端与所述吸气通道连通。
14.本实用新型的有益效果是:通过一体成型的方式分别制成面壳和背壳,免去了后期对各个分体部分进行组装的繁琐,还消除了分体部件之间的配合间隙,避免气溶胶生成基质透过分体部件之间的配合间隙泄漏。
附图说明
15.下面将结合附图及实施例对本实用新型作进一步说明,附图中:
16.图1是本实用新型一个优选实施例中的电子雾化装置的立体结构示意图;
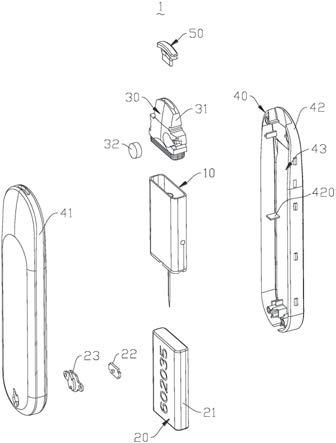
17.图2是图1所示电子雾化装置的立体分解图;
18.图3是图1所示电子雾化装置的纵向剖面图;
19.图4是图2所示雾化组件的立体结构示意图;
20.图5是图2所示雾化组件中通气管和雾化芯组合的立体结构示意图;
21.图6是图5所示通气管和雾化芯组合的爆炸图;
22.图7是图2所示吸嘴组件的立体结构示意图;
23.图8是图7所示吸嘴组件的纵向剖面图;
24.图9是本实用新型一个优选实施例中的雾化组件的立体结构示意图;
25.图10是图9所示雾化组件的爆炸图。
具体实施方式
26.为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本实用新型的具体实施方式。
27.图1至图3示出了本实用新型一些实施例中的电子雾化装置1,用于供使用者吸食气溶胶,其可包括雾化组件10、电池组件20、吸嘴组件30以及壳体40。雾化组件10用于存储气溶胶生成基质,并对气溶胶生成基质进行加热雾化。电池组件20与雾化组件10电性连接,用于给雾化组件10供电。吸嘴组件30安装于雾化组件10上,用于导出气溶胶,壳体40用于收容该雾化组件10、电池组件20以及吸嘴组件30。该电子雾化装置1在一些实施例中可呈方便手持的扁柱状,可以理解地,其并不局限于该形状,其也可以呈圆柱状等其他形状。
28.图4是示出了本实用新型一些实施例中的雾化组件10,该雾化组件10用于收容气溶胶生成基质,对气溶胶生成基质进行雾化。雾化组件10在一些实施例中可包括软质雾化座11以及安装于该雾化座11上的通气管12、支撑管13、雾化芯14和储液匣15。
29.雾化座11在一些实施例中可采用硅胶等软质材料制成,其上带有上下贯通的圆柱形进气孔110。该雾化座11起到承载通气管12、雾化芯14和储液匣15的作用。雾化座11在一些实施例中可包括横截面大致呈跑道型的本体部111以及竖立于该本体部111顶面的直径较小的柱状安装部112,本体部111可供储液匣15套接,安装部112可供通气管12套接,进气孔110由本体部111的底面一直贯穿至安装部112的顶面。
30.通气管12立设于雾化座11的顶面,且通气管12的下端套设于雾化座11的安装部112上,通气管12与进气孔110连通,该通气管12用于引导空气流动。可以理解地,空气将通过进气孔110流动至通气管12内,穿过通气管12的空气将携带雾化后的气溶胶生成基质流动至雾化组件10外,供以用户吸食。
31.如图4、图5及图6所示,通气管12在一些实施例中可以包括管体121以及加强管122。管体121立设于雾化座11上,该管体121用于引导空气沿其内壁流动。管体121上开设有斜切口1210及安装孔1211,斜切口1210的开设使得组装过程中能够掰开管体121,以便将雾化芯14放入安装孔1211内。加强管122套设于斜切口1210上,该加强管122用于防止管体121从斜切口1210处开始弯折或撕裂,起到保护管体121的作用。雾化芯14穿设于安装孔1211,使得雾化芯14横向穿置于管体121。
32.可以理解地,完成雾化芯14的放入后,将加强管122滑动至管体121的预定位置,即可将雾化芯14露置于管体121外的部分夹持于管体121和加强管122之间,完成雾化芯14的夹持固定。
33.支撑管13在一些实施例中呈圆筒形,其设置于进气孔110内,且优选地填满进气孔110的整个长度,该支撑管13的外径略大于进气孔110的孔径,以便塞设于进气孔110中时,与进气孔110的孔壁紧密配合,防止进气孔110的孔径由于软质的雾化座1受到到外来压力后变形,导致的进气孔110孔径的变化。该外来的压力可包括通气管12套接于安装部112上的压力,以及储液匣15的套体151套接于雾化座11的本体部上的压力。支撑管13可以是一根管,也可以是两根以上的管子依序插设于进气孔110。
34.如图6所示,雾化芯14在一些实施例中可以包括吸液件141及发热件142。吸液件141穿设于安装孔1211,吸液件141用于吸收气溶胶生成基质。发热件142在一些实施例中可为发热丝,其缠绕在吸液件141的中部,通电后可发热,以加热雾化被吸液件141吸取的液态气溶胶生成基质。
35.可以理解地,吸液件141露置于通气管12外部的部分将吸收气溶胶生成基质,并将气溶胶生成基质传递至自身的各个位置处;发热件142通电工作时,会对吸液件141上的气溶胶生成基质进行高温加热,使得气溶胶生成基质雾化,而雾化后的气溶胶生成基质将随着空气一同沿着通气管12流动至雾化组件10外。
36.如图5及图6所示,吸液件141在一些实施例中可以为棉花制成的线束。可以理解地,海绵棒可以对气溶胶生成基质进行吸收并将气溶胶生成基质传递至设置有发热件142的位置处,发热件142工作即可对气溶胶生成基质进行加热雾化;当然,还可以将吸液件141设置为现有技术中其他能够吸收并传递气溶胶生成基质的结构,只要能够将气溶胶生成基质传递至发热件142上进行加热雾化即可。
37.如图4所示,雾化组件10在一些实施例中还可以包括储液匣15,储液匣15包括套体151及储液件152。套体151下端套接于雾化座11上,套体151起到围置储液件152的作用,使得气溶胶生成基质能够始终围置于一定的空间内。储液件152与雾化芯14接触,起到将气溶胶生成基质传递至雾化芯14的作用。
38.可以理解地,当气溶胶生成基质的含量较低时,套体151内位于低位的气溶胶生成基质依然能够通过储液件152传递至通气管12内进行雾化以供用户吸食。如图4所示,储液件152在一些实施例中可以为海绵块。可以理解地,海绵块能够吸收气溶胶生成基质并将气溶胶生成基质传递至自身的各个位置处,从而使得气溶胶生成基质能够传递至通气管12上。
39.如图4所示,支撑管13在一些实施例中可以为不锈钢管。可以理解地,不锈钢管具有耐用性高及抗腐蚀性强的特点,能够提高产品的耐用性;同时还具有易于加工及强度高
的特点,确保进气孔110的孔径能够保持恒定,保证进气的稳定性,提升产品的一致性。
40.电池组件20在一些实施例中可包括电池21及发光元件22。电池21和发光元件22分别设置于壳体40上,电池21用于对发光元件22及其他用电元器件进行供电。发光元件22与电池21连接,发光元件22用于通电发光。可以理解地,电池21可以为软包电池等其他能够作为供电单元的装置后结构。发光元件22可以为led灯,在吸食过程中,发光元件22将通电点亮,便于用户确认电子雾化装置1的正常工作。
41.如图2所示,电池组件20在一些实施例中还可包括导光件23,导光件23设置于壳体40上,且导光件23位于发光元件22的上方。可以理解地,导光件23能够将发光元件22发出的光线传递至壳体40外,便于用户观察。导光件23可以使用亚克力材料制成,从而使得光线能够通过导光件23进行均匀地扩散。
42.如图4所示,电子雾化装置1在一些实施例中还可包括吸嘴组件30,吸嘴组件30包括开设有吸气通道311的吸嘴31及设置于吸嘴31上的咪头32。吸气通道311与通气管12连通,起到引导携带有雾化气溶胶生成基质的空气流动流动至用户口内。咪头32用于感应气流的流动。
43.可以理解地,咪头32在感应到气流的流动后将接通,从而控制电子雾化装置1对气溶胶生成基质进行雾化,并控制发光元件等电子元器件工作。具体来说,可以将吸气通道311与咪头32的感应端连通,确保气流流动能够被咪头32及时感应。
44.如图7及图8所示,吸嘴组件30用于电子雾化装置1,吸嘴组件30在一些实施例中可以包括吸嘴31及咪头32,吸嘴31上还开设有与吸气通道311连通的感应通道312,咪头32设置于吸嘴31上,且咪头32的感应端与感应通道312连通,以感应吸气通道311内的气流。
45.可以理解地,用户在使用产品时,咪头32将通过感应通道312感应吸气通道311内的气流变化,亦即咪头32能够及时感应到吸气通道311内的气流流动,如此,在用户使用产品时,电子雾化装置1能够及时气溶胶生成基质进行雾化,并控制发光元件等电子元器件工作,提高了产品的反应灵敏度。
46.如图8所示,感应通道312的端部的侧壁上开设有扩气量斜口3121,扩气量斜口3121的开口方向朝向吸气通道311设置。可以理解地,扩气量斜口3121的开设,扩大了感应通道312的端部与通道外部的气体交换横截面大小,避免吸嘴31内部的结构对空气的流动造成阻碍,尽可能提高感应通道312和吸气通道311的压力同步程度,进一步提高了产品的反应灵敏度。
47.如图7及图8所示,吸嘴31上还开设有安装槽313,安装槽313的槽壁与吸气通道311连通,咪头32嵌置于安装槽313内。可以理解地,安装槽313的槽体形状可以开设为与咪头32相适配的形状,以使嵌入安装槽313内的咪头32能够与安装槽313的槽壁之间形成密封状态,避免安装槽313与外界接通而导致咪头32的感应端无法感应气流流动。
48.如图7及图8所示,安装槽313的槽底设置有限位台阶314,用于在咪头32嵌入安装槽313内时与咪头32的外壳互相顶持,以使咪头32的感应端和安装槽313的槽底之间留有间隔。可以理解地,限位台阶314的设置,能够避免咪头32的感应端与安装槽313的槽底接触而无法感应气流流动,其次,还能够防止咪头32的外壳对感应通道312露置于安装槽313内的端口造成堵塞,确保咪头32能够感应到气流流动。
49.如图7及图8所示,限位台阶314上设置有避位缺口3141,避位缺口3141与感应通道
312连通。可以理解地,避位缺口3141的开设,使得安装槽313槽底与咪头32感应端之间的空气与感应通道312之间的空气连通,避免限位台阶314对空气的流动造成阻碍,确保咪头32的感应端能够及时感应到气流流动,提高了产品的反应灵敏度。
50.如图8所示,吸嘴31采用软质材料制成,吸嘴组件30还可包括支撑管33,支撑管33设置于吸气通道311内,支撑管33用于防止吸气通道311的侧壁变形。可以理解地,吸嘴31在组装等过程中,可能会受外力作用而挤压,从而导致吸气通道311具有受力形变的趋势,而支撑管33则能够始终与吸气通道311的孔壁紧密抵持,防止吸气通道311形变;如此一来,即可防止因吸气通道311形变而出现吸阻增大的技术问题,提高了产品的一致性。优选地,支撑管33包括不锈钢空心柱。可以理解地,不锈钢空心柱具有强度高及耐腐蚀的优点,而使用不锈钢空心柱对吸气通道311的侧壁进行顶持,能够提高产品的使用寿命。
51.再如图2所示,壳体40在一些实施例中可包括一体成型的背壳41及一体成型的面壳42,面壳42盖设于背壳41上以界定出用于收容雾化组件10的收纳腔43。可以理解地,背壳41与面壳42共同起到保护电子雾化装置1的内部结构及装置的作用。还可以理解地,背壳41可以采用分体成型的方式制成两个及两个以上的部分后组装而成,还可以采用一体成型的方式直接成型制成。面壳42也可以采用一体成型或分体成型后组装而成的方式制成。壳体40远离吸嘴的一端可设有进气口。
52.再如图2所示,背壳41在一些实施例中可以设置为纵长状,面壳42也可以设置为纵长状,从而使得背壳41与面壳42组装至一起后能够界定出一个纵长的扁平收纳腔43,电池组件20、雾化组件10及吸嘴组件30依序收容于收纳腔43内,且雾化组件10与电池组件20电性连接,吸嘴组件30与雾化组件10导气连接。
53.可以理解地,扁平状的收纳腔43,能够与电池组件20、雾化组件10及吸嘴组件30进行更稳固的收容,尽可能消除电池组件20、雾化组件10及吸嘴组件30三者和壳体40内壁之间的配合间隙,避免三者在壳体40内发生晃动偏位等,提高了产品的使用稳定性及可靠性。
54.还可以理解地,通过一体成型的方式分别制成面壳和背壳,免去了后期对各个分体部分进行组装的繁琐,还消除了分体部件之间的配合间隙,避免气溶胶生成基质透过分体部件之间的配合间隙泄漏。
55.如图4、图9和图10所示,雾化座11与电池组件相对的端面在一些实施例中还可开设有扩口进气槽1110,进气孔110位于扩口进气槽1110的槽底。
56.可以理解地,扩口进气槽1110的开设,能够防止电池组件等元器件对进气孔110的进气造成阻碍,防止产品的吸阻过大。
57.再如图9和图10所示,扩口进气槽1110的槽壁在一些实施例中可以开设有第一进气缺口1111及第二进气缺口1112。
58.可以理解地,空气还可以通过第一进气缺口1111和第二进气缺口1112进入扩口进气槽1110并进一步流动至进气孔110内,进一步确保了进气孔110的进气量,进一步降低了产品的吸阻。
59.再如图9和图10所示,雾化座11在一些实施例中还可开设有横向避空槽1113,横向避空槽1113与第一进气缺口1111及第二进气缺口1112相交成十字形。可以理解地,横向避空槽1113的开设,使得空气还可以沿着横向避空槽1113的槽壁流动至扩口进气槽1110内;其次,与第一进气缺口1111及第二进气缺口1112相交成十字形,则可以确保空气能够从各
个横向避空槽1113的各个方位流动至进气孔110内,确保产品能够保持较低的吸阻。
60.再如图9和图10所示,雾化座11在一些实施例中包括本体部111及设置于本体部111侧壁周向上的密封环113,储液匣15的下端套设于本体部111上,密封环113与储液匣15的内侧壁紧密抵持。
61.可以理解地,密封环113可以设置为软质;在储液匣15的下端套设于本体部111上后,密封环113将对储液匣15进行横截面方向上的密封,以使液态气溶胶生成基质能够收容于储液匣15内,防止液态气溶胶生成基质泄漏。
62.再如图9和图10所示,雾化座11在一些实施例中还包括设置于本体部111底面的限位密封裙边114,限位密封裙边114用于封堵储液匣15的下端,以防液态气溶胶生成基质从储液匣15的下端泄漏。
63.可以理解地,限位密封裙边114可以设置为软质;通过限位密封裙边114会对储液匣15的下端口进行遮盖封堵,从而达到防止液态气溶胶生成基质泄漏的目的。
64.在一些实施例中,背壳41和面壳42可以通过卡扣结构连接。
65.可以理解地,卡扣结构的设置,能够提高背壳41和面壳42的组装便捷度,提高加工效率;当然,还可以采用磁吸结构或螺纹锁紧结构完成背壳41和面壳42的组装。
66.如图2所示,面壳42在一些实施例中可以设置有限位板420,限位板420用于在纵向上对雾化组件10进行限位。
67.可以理解地,限位板420能够防止雾化组件10在产品非水平放置时于面壳42内滑动,提高了产品的结构稳定性。
68.在一些实施例中,电子雾化装置1还可包括可拆卸地封堵在吸嘴31上的塞子50,以便不使用时防止脏污进入到吸嘴31中,同时,也可以防止液态气溶胶生成基质经由吸嘴31泄漏。
69.以上实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据此实施,并不能限制本实用新型的保护范围。凡跟本实用新型权利要求范围所做的均等变化与修饰,均应属于本实用新型权利要求的涵盖范围。