1.本发明涉及雾化技术领域,尤其涉及一种多孔陶瓷雾化芯及其电子雾化装置。
背景技术:
2.目前应用在本领域的雾化组件,多孔陶瓷作为较为主流的雾化芯的导液材料,其具备结构强度好,微孔结构均匀温度,耐高温等优点而广泛的被使用;多孔陶瓷雾化芯一般包括发热组件和多孔陶瓷导液组件,使用时,发热组件发出热量,多孔陶瓷导液组件在发热组件的高温下雾化产生一定量烟雾,使用者吸气后,产生气流而带动烟雾从而流出烟气,从而达到吸烟的效果。
3.但是现有多孔陶瓷雾化芯存在以下缺陷:现有多孔陶瓷导液雾化芯多为一个多孔陶瓷开设有一个导液槽,多孔陶瓷底部贴附有发热组件,这导致了雾化液进液、导液集中于一处导液槽,导液速率慢从而影响多孔陶瓷雾化芯的雾化效果;发热组件一般具备很高温度,在多孔陶瓷雾化芯长时间使用后,造成多孔陶瓷与发热组件接触的表面可能会出现裂纹,从而影响多孔陶瓷雾化芯的使用;并且,在气流进气口处,即多孔陶瓷雾化芯下方,还易遇冷形成冷凝液,冷凝液的出现不仅造成雾化液的浪费,还可能造成电子元件的损坏。
技术实现要素:
4.本发明要解决的技术问题在于,针对现有技术的缺陷,提供一种多孔陶瓷雾化芯及其电子雾化装置,具有多个进导液槽的凸出部,将进液、导液分散于多孔陶瓷各处,提高多孔陶瓷的进液、导液速率,从而优化雾化效果,还设有能支撑陶瓷本体的支撑部,支撑部还可实现冷凝液的回收利用。
5.本发明解决其技术问题所采用的技术方案是:包括发热体和多孔陶瓷导液体,所述多孔陶瓷导液体包括陶瓷本体和由所述陶瓷本体向下延伸的支撑部,所述陶瓷本体包括至少两个凸出部,多个所述凸出部通过连接部连接成一个整体,每个所述凸出部内设有导液槽,所述发热体贴附于所述导液槽底部。
6.进一步,在所述多孔陶瓷雾化芯中,优选所述连接部侧面或/和所述凸出部侧壁表面开设有缺口以形成气流通道。
7.进一步,在所述多孔陶瓷雾化芯中,优选所述连接部为由一所述凸出部向另一所述凸出部倾斜的斜面结构;或所述连接部为屋脊结构;或所述连接部为伞形结构。
8.进一步,在所述多孔陶瓷雾化芯中,优选所述凸出部顶面向外延伸出一圈凸沿。
9.进一步,在所述多孔陶瓷雾化芯中,优选所述支撑部为中空结构,或为实心结构,或为下端闭合的筒状结构。
10.进一步,在所述多孔陶瓷雾化芯中,优选所述支撑部外表面开设有沟槽,或所述支撑部侧壁上开设有孔,或所述支撑部外表面为凹凸不平的粗糙结构。
11.进一步,在所述多孔陶瓷雾化芯中,优选所述陶瓷本体外表面开设有沟槽,或所述陶瓷本体侧壁上开设有孔,或所述陶瓷本体外表面为凹凸不平的粗糙结构。
12.进一步,在所述多孔陶瓷雾化芯中,优选所述发热体包含在中间设置的发热线路和发热线路两端的电极。
13.一种电子雾化装置,包括雾化器外壳,所述雾化器外壳内设有上述的多孔陶瓷雾化芯,所述多孔陶瓷雾化芯上下分别通过密封件和底座夹持,在雾化器外壳与所述多孔陶瓷雾化芯之间设有储液腔。
14.进一步,在所述电子雾化装置中,优选所述密封件设有嵌接口,所述多孔陶瓷雾化芯嵌接在所述嵌接口内固定。
15.进一步,在所述电子雾化装置中,优选所述密封件上设有与所述导液槽导通的导液口、以及与气流通道导通的通气口。
16.进一步,在所述电子雾化装置中,优选所述底座设有容置腔,所述多孔陶瓷雾化芯装于所述底座容置腔内,所述底座开有气流进气孔。
17.进一步,在所述电子雾化装置中,优选所述底座气流进气孔与多孔陶瓷雾化芯的缺口对应联通。
18.进一步,在所述电子雾化装置中,优选所述多孔陶瓷雾化芯顶面向外延伸出一圈凸沿,所述多孔陶瓷雾化芯除所述凸沿外其余部分全容置所述底座的容置腔内,所述凸沿和所述底座的侧壁顶面相抵。
19.进一步,在所述电子雾化装置中,优选所述多孔陶瓷雾化芯整体容置于所述底座的容置腔内。
20.本发明具有以下有益效果:本发明所提供的多孔陶瓷雾化芯及其电子雾化装置,通过在陶瓷本体设置至少两个凸出部,多个凸出部通过连接部连接成一个整体,每个凸出部内设有导液槽,发热体贴附于导液槽底部,这样在多孔陶瓷芯上设置多个进液点及导液槽,就可以起到快速供液的效果,提高导液效率,从而优化雾化效果;通过在陶瓷本体向下延伸形成支撑部起了支撑陶瓷本体作用,防止陶瓷本体的断裂,并将在支撑部形成的冷凝液吸收,继而将冷凝液回收再利用,避免的冷凝液被使用者吸入口中,影响吸食口感。
附图说明
21.下面将结合附图及实施例对本发明作进一步说明,附图中:
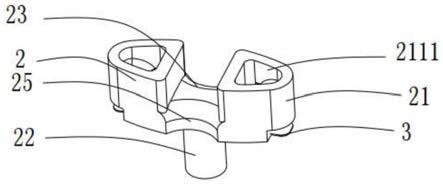
22.图1是本发明实施例1多孔陶瓷雾化芯第一种实施方式的立体结构正视图;
23.图2是本发明实施例1多孔陶瓷雾化芯第一种实施方式的立体结构侧视图;
24.图3是本发明实施例1多孔陶瓷雾化芯第二种实施方式的立体结构正视图;
25.图4是本发明实施例2电子雾化装置爆炸视图;
26.图5是本发明实施例2电子雾化装置剖视图;
27.图6是本发明实施例2电子雾化装置局部剖视图;
28.图7是本发明实施例2中多孔陶瓷雾化芯与底座的组装结构示意图;
29.图8是本发明实施例2中多密封件结构示意图;
30.图9是本发明实施例2中底座的结构示意图。
具体实施方式
31.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明
本发明的具体实施方式。
32.部件被称为“固定于”或“设置于”另一个部件,它可以直接或者间接位于该另一个部件上。当一个部件被称为“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。
33.术语“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置为基于附图所示的方位或位置,仅是为了便于描述,不能理解为对本技术方案的限制。术语“第一”、“第二”等仅用于便于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明技术特征的数量。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
34.实施例1,如图1
‑
图3所示,一种多孔陶瓷雾化芯20,包括发热体3和多孔陶瓷导液体2,多孔陶瓷导液体2包括陶瓷本体21和由陶瓷本体21向下延伸的支撑部22,陶瓷本体21包括至少两个凸出部211,凸出部211的数量不做具体限定,根据实际需要设置,优选设置2
‑
4个,凸出部211的排布可以是一字形,或者呈三角形,或者四边形排布,多个凸出部211通过连接部23连接成一个整体,每个凸出部211内设有导液槽2111,发热体3贴附于导液槽2111底部;通过在多孔陶瓷雾化芯20上设置多个凸出部211,即具有多个进液点、导液槽2111,使得多孔陶瓷起到快速供液的效果,提高导液效率,从而优化雾化效果;陶瓷本体21底面有延伸出一个支撑部22,起到了支撑多孔陶瓷本体21作用,防止了陶瓷本体21断裂的作用,而且这个支撑部22也是多孔陶瓷体制成,其可以将在支撑部22形成的冷凝液吸收,继而将冷凝液回收再利用;多孔陶瓷雾化芯20工作时,雾化液进入多个凸出部211,每个凸出部211均设有导液槽2111,雾化液经导液槽2111快速导至与发热体3接触的导液槽2111底部,发热体3发出热量将雾化液雾化,形成雾化蒸汽,同时,支撑部22还将吸收在支撑部22形成的冷凝液,冷凝液将再次被发热体3雾化,形成雾化蒸汽。
35.连接部23侧面或/和凸出部211侧壁表面开设有缺口25以形成气流通道,可以设置一个缺口25,也可以设置两个缺口25,即可以形成一条气流通道,也可以形成两条气流通道,缺口25大小、形状也不做限定,除了上述在连接部23侧面或/和凸出部211侧壁表面开设有缺口25,本发明所述的缺口还可以是连接部23侧面或/和凸出部211侧壁与底座内壁之间由于形状不一致形成的缺口;或者,连接部23设有贯通的回流孔以形成气流通道,回流孔的形状、大小也不做限定;雾化蒸汽在气流通道能与空气形成气溶胶,最终被使用者吸食。
36.连接部23的形状可多种多样:陶瓷本体21包括两个凸出部211,连接部23为由一凸出部211向另一凸出部211倾斜的斜面结构,或连接部23为两个倾斜面分别向中心聚拢形成为屋脊结构;又或者陶瓷本体21包括多个凸出部211,连接部23为伞形结构,伞形结构的连接部23将多个凸出部211连接在一起;发热体3发出热量将雾化液雾化形成雾化蒸汽,雾化蒸汽向上流通,雾化蒸汽遇冷将会形成冷凝液,连接部23附近又有气流通道,会有气流经过,这样连接部23处就极易形成冷凝液,当冷凝液堆积到一定程度时,不仅使雾化液不能得到很好的利用造成雾化液的浪费,还可能使冷凝液向下滴落,造成电子元器件的损坏,而将连接部23设置为由一凸出部211向另一凸出部211倾斜的斜面结构,这样可以使冷凝液从一侧的凸出部211流向另一凸出部211,继而被另一凸出部211回收至导液槽2111,实现冷凝液的回收利用;或者将连接部23设置为屋脊结构,或者将连接部23设置为伞形结构,这样连接部23处就不易造成冷凝液的堆积,冷凝液会顺着屋脊结构的倾斜面或者伞形结构的倾斜面
直接流向多孔陶瓷的底部,继而被发热体3再次加热雾化。
37.如图3所示,多孔陶瓷导液体2的凸出部211顶面向外延伸出一圈凸沿24,当组装多孔陶瓷雾化芯时,使多孔陶瓷雾化导液体2除凸出部211顶面的凸沿24外,其余部分容置于底座内,凸沿24底面和底座的侧壁顶面相抵,这样可以使得多孔陶瓷导液体2的密封效果更好,且由于设置有凸沿24,可将凸沿24作为着力点,维修拆装时可方便。
38.支撑部22的形状、结构可多种多样,支撑部22可为中空结构,当支撑部22设置为中空结构时,同时将连接部23对应位置设置孔,以形成气流通道,完全雾化的蒸汽在气流通道能与空气形成气溶胶,最终被使用者吸食,但会有未完全雾化的雾化液夹杂在雾化气体中,在气流通道内易遇冷形成冷凝液,支撑部22也是多孔陶瓷制成,此时支撑部22内壁就可吸收冷凝液,可将冷凝液导至陶瓷本体21底部,继而被再次雾化;或为实心结构,这样的支撑部22具有更好的结构强度,能更好的支撑陶瓷本体21,防止陶瓷本体21的断裂;或为下端闭合的筒状结构,这样支撑部22内部形成一个腔,可将在支撑部22外壁上吸收的冷凝液储存至内腔,再将内腔内的冷凝液输送至陶瓷本体21,这样可更好的吸收及冷凝液,更好的实现冷凝液的回收利用。
39.支撑部22外表面开设有沟槽,或支撑部22侧壁上开设有孔,或支撑部22外表面为凹凸不平的粗糙结构,这些设置都是为了增大支撑部22的表面积,即增加与冷凝液接触的面积,更好的实现冷凝液的回收利用。
40.陶瓷本体21外表面开设有沟槽,或陶瓷本体21侧壁上开设有孔,或陶瓷本体21外表面为凹凸不平的粗糙结构,这些设置都是为了增大陶瓷本体21的表面积,有气流经过的地方都可能会使冷凝液形成,即陶瓷本体21外表面也可能形成冷凝液,即可增加与冷凝液接触面积,可使得更好的回收利用冷凝液,尽可能的避免雾化液的浪费。
41.发热体3包含设置在中间的发热线路和发热线路两端的电极。发热体3可为金属的发热片,将发热体3的发热线路与陶瓷本体21的底部相贴合,一般采用不锈钢、镍铬、铁铬铝、镍铁等电阻率较高的合金制成,厚度可在0.03
‑
0.2mm之间,具体厚度不做限定,可通过切割或者腐蚀技术形成加热线路和电极,焊接电极用于与外部电极接触。
42.实施例2,如图4
‑
图9所示,一种电子雾化装置,包括雾化器外壳10,雾化器外壳10内设有实施例1中的多孔陶瓷雾化芯20,多孔陶瓷雾化芯20上下分别通过密封件30和底座40夹持,在雾化器外壳10与多孔陶瓷雾化芯20之间设有储液腔50;密封件30设有嵌接口,多孔陶瓷雾化芯20嵌接在嵌接口内固定,且在密封件30上设有与导液槽2111导通的导液口31、以及与气流通道导通的通气口32;底座40设有容置腔,多孔陶瓷雾化芯20装于底座40容置腔内,底座40开有气流进气孔401,底座40气流进气孔401与多孔陶瓷雾化芯(20)的缺口25对应联通,以形成气流通道;密封件30及底座40的设计使得雾化芯装配简单方便,可靠性高,方便组装方便;电子雾化装置工作时,储液腔的液体经过密封件30的导液口31进入多孔陶瓷雾化芯20的导液槽2111,气流由底座40的气流进气孔401进入,多孔陶瓷雾化芯20的发热体3将雾化液加热雾化形成雾化蒸汽,雾化蒸汽与气流进气孔401进入的空气混合,生产气溶胶,再经密封件30的通气口32流出,最终被使用者吸食。
43.如图7所示,多孔陶瓷雾化芯20中的凸出部顶面向外延伸出一圈凸沿24,多孔陶瓷雾化芯20除凸沿24外其余部分全容置底座40的容置腔内,凸沿24和底座40的侧壁顶面相抵,这样可以使得多孔陶瓷雾化芯的密封效果更好;由于多孔陶瓷生产工艺所限制,其尺寸
公差很难控制到非常的精准,因此多孔陶瓷雾化芯20组装到底座40内后,多孔陶瓷雾化芯20和底座40的间隙之间存在着很多的间隙空间,多孔陶瓷体雾化芯的顶面设置凸沿24使得高出底座40的顶面,目的就是通过密封件30和多孔陶瓷雾化芯20之间形成密封,而当液体被消耗而使电子雾化装置内气压过少的时候,气体压力可以顶开密封硅胶,从而使得气体能够进入到储液腔,达到换气的效果。
44.多孔陶瓷雾化芯20略小于底座40的容置腔,可整体容置于底座40的容置腔内,密封件30将底座40密封,从而实现多孔陶瓷雾化芯20的密封,防止多孔陶瓷雾化芯20漏液。