1.本技术涉及烟草制造技术领域,更具体地,涉及一种真空回潮机。
背景技术:
2.真空回潮作为烟片的首次回潮,对后续的加工和造碎产生直接影响,而回潮效果的好坏和箱体密封具有直接的关系,密封不好则很难抽空到要求真空度,抽空后的保压加潮也会大打折扣,回潮效果差的烟片往往松散不透产生大块烟饼,易造成堵料、皮带秤流量波动大、出口水分不稳、切丝跑片、条状等不良后果,对指标完成和质量控制产生较大影响,因此提高箱体的密封性能是亟待解决的一个问题。
技术实现要素:
3.本技术提供一种真空回潮机,采用具有中心通孔的密封带降低挤压溢流的难度,使得箱体和箱门的密封性能得到很大改善,同时依据压力传感器测得的密封压力来判断密封度,确保了真空回潮机的抽空条件。
4.本技术提供了一种真空回潮机,包括箱体、箱门和压力传感器,箱体的端面上设有第一环形凹槽,第一环形凹槽内安装有环形密封带,环形密封带设有中心通孔,中心通孔的半径大于等于第一环形凹槽的槽深的三分之一;压力传感器设置在箱门上与第一环形凹槽对应的位置;箱门的关闭状态下,压力传感器与第一环形密封带接触。
5.优选地,环形密封带的外径大于等于第一环形凹槽的槽深的1.5倍。
6.优选地,环形密封带由硅胶材料制成。
7.优选地,环形密封带为无接头密封带。
8.优选地,箱门的内侧面为平面。
9.优选地,箱门的内侧面设有第二环形凹槽;箱门的关闭状态下,第二环形凹槽的内侧槽壁与第一环形凹槽的外侧槽壁对齐。
10.优选地,第二环形凹槽的槽宽小于第一环形凹槽的槽宽的一半。
11.优选地,第二环形凹槽的槽深小于第一环形凹槽的槽深的一半。
12.优选地,箱门的内侧面设有第三环形凹槽;箱门的关闭状态下,第三环形凹槽的外侧槽壁与第一环形凹槽的内侧槽壁对齐。
13.优选地,第三环形凹槽的槽深小于第一环形凹槽的槽深的一半,第三环形凹槽的槽宽小于第一环形凹槽的槽宽的一半。
14.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
15.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
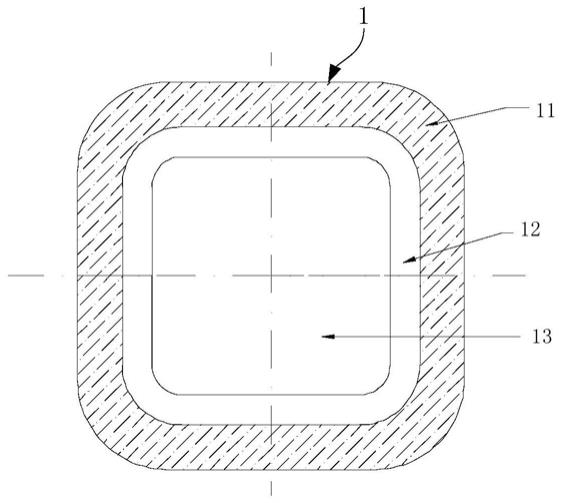
16.图1为本技术提供的箱体的结构图;
17.图2为本技术提供的环形密封带的结构图;
18.图3为本技术提供的箱门的一个实施例的结构图。
19.图中标示如下:
[0020]1‑
箱体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
‑
本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
‑
第一环形凹槽
[0021]
13
‑
箱体内腔
ꢀꢀꢀꢀꢀꢀꢀꢀ2‑
环形密封带
ꢀꢀꢀꢀꢀꢀꢀꢀ
21
‑
中心通孔
[0022]3‑
箱门
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
‑
第二环形凹槽
ꢀꢀꢀꢀꢀ
32
‑
第三环形凹槽
具体实施方式
[0023]
现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
[0024]
以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
[0025]
对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
[0026]
在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
[0027]
本技术提供一种真空回潮机,采用具有中心通孔的密封带降低挤压溢流的难度,使得箱体和箱门的密封性能得到很大改善,同时依据压力传感器测得的密封压力来判断密封度,确保了真空回潮机的抽空条件。
[0028]
真空回潮机包括箱体1、箱门3和压力传感器。
[0029]
如图1所示,箱体1的本体11包括箱体内腔13,本体11的端面上设有第一环形凹槽12,第一环形凹槽12内安装有环形密封带2(如图2所示),环形密封带2的周长与第一环形凹槽的周长相等。
[0030]
如图2所示,环形密封带2的外径大于等于第一环形凹槽12的槽深的1.5倍。环形密封带2设有中心通孔21,也就是说,环形密封带的截面呈圆环状。中心通孔21的半径大于等于第一环形凹槽12的槽深的三分之一。优选地,环形密封带的外径为第一环形凹槽12的槽深的两倍,中心通孔21的半径为第一环形凹槽的槽深的三分之一。
[0031]
优选地,环形密封带2为无接头密封带,优选由硅胶材料制成,采用食品级硅胶熔炼,压力挤出微波硫化,二次定型工艺加工而成。
[0032]
作为一个实施例,箱门3的内侧面为平面。
[0033]
作为另一个实施例,箱门3的内侧面设有第二环形凹槽31。箱门3的关闭状态下,第二环形凹槽31的内侧槽壁与第一环形凹槽12的外侧槽壁对齐,也就是说第二环形凹槽设置在第一环形凹槽的外侧,为环形密封带溢流提供空间,从而形成曲线密封。
[0034]
优选地,第二环形凹槽31的槽深小于第一环形凹槽12的槽深的一半,第二环形凹槽31的槽宽小于第一环形凹槽12的槽宽的一半,这样的设计使得溢流的环形密封带得到挤压,使得密封更加紧密。
[0035]
作为再一个实施例,箱门3的内侧面设有第三环形凹槽32,箱门3的关闭状态下,第
三环形凹槽32的外侧槽壁与第一环形凹槽12的内侧槽壁对齐。也就是说第三环形凹槽设置在第一环形凹槽的内侧,为环形密封带溢流提供空间,从而形成曲线密封。
[0036]
优选地,第三环形凹槽32的槽深小于第一环形凹槽12的槽深的一半,第三环形凹槽323的槽宽小于第一环形凹槽12的槽宽的一半。
[0037]
优选地,箱门3上同时设有第二环形凹槽31和第三环形凹槽32,如图3所示,密封效果更佳。
[0038]
压力传感器设置在箱门3上与第一环形凹槽12对应的位置;箱门的关闭状态下,压力传感器与第一环形密封带接触,受到第一环形密封带的挤压。真空回潮机的控制器根据压力传感器检测到的密封压力判断箱体和箱门的密封度是否符合要求,若不符合要求,控制器指示报警器报警,使得操作人员及时对箱体和箱门进行检修。
[0039]
本技术的有益效果如下:
[0040]
1、本技术的环形密封带采用硅胶材质制成,具有高弹力、超耐磨、抗老化,耐高温、高伸缩率等性能,避免箱体和箱门刚性接触。
[0041]
2、本技术的环形密封带一体成型,无接头,减少了接头产生的间隙导致的密封性能下降。
[0042]
3、环形密封带的截面呈圆环状,挤压过程中减弱了刚性接触,避免了径向空隙,并且该结构容易挤压溢流,溢流的密封带与环形凹槽内侧和外侧的箱门再次形成密封端面,增加密封层级,极大提高了真空箱体的密封质量,对真空回潮工艺中的真空度与加潮过程提供了很好的保障。
[0043]
4、箱门和箱体上的错位环形凹槽设计可以增加密封的弯曲性,提高了密封效果。
[0044]
虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。