1.本实用新型涉及纸业技术领域,特别涉及一种牛卡纸的生产设备。
背景技术:
2.高速夹网纸机生产牛卡纸使用双流道流浆箱两层浆料相差大,需要两套完整的流送系统。双流道流浆箱串水时涉及两层流送系统水平衡问题,当流浆箱串水时浆料未上网,两层水流无法按纸机设计两层脱水比例平衡的回流各自流送系统,往往导致流送的水往单层跑,流浆箱唇板开度由扭矩电机控制,车速越快压头越高,唇板变化率越大,串水流量增量越大,两层越难以平衡,极大的限制机台运行。
3.在实现本实用新型的过程中,发明人发现现有技术中存在如下问题:
4.现机台采取的方法是最大程度降低车速,通过大量的补偿清水来保障流送串水成功率,浪费大量清水。无法恒定的唇板开度,导致唇板变化率过大,难以平衡两层浆料的流量。
技术实现要素:
5.为此,需要提供一种牛卡纸的生产设备,用于解决现有技术中,无法恒定的唇板开度,导致唇板变化率过大,难以平衡两层浆料的流量的技术问题。
6.为实现上述目的,发明人提供了一种牛卡纸的生产设备,包括
7.流浆箱,所述流浆箱包括两个以上的流道、唇板组件以及唇板驱动单元,所述唇板组件设置有容液体通过的开口,两个以上的流道与所述唇板组件的开口相连通,所述唇板驱动单元用于控制所述唇板组件的开口的大小;
8.压力变送器,所述压力变送器用于检测所述流道的压力;以及
9.控制器,所述压力变送器与所述控制器电连接,并将压力信号传递给所述控制器,所述控制器被设置为根据所述压力变送器传输过来的压力信号控制所述唇板驱动单元,使所述唇板组件的开口的大小达到预设值。
10.区别于现有技术,本技术的技术方案通过唇板驱动单元用于控制所述唇板组件的开口的大小,压力变送器用于检测所述流道的压力,所述压力变送器与所述控制器电连接,并将压力信号传递给所述控制器,所述控制器被设置为根据所述压力变送器传输过来的压力信号控制所述唇板驱动单元,使所述唇板组件的开口的大小达到预设值。如此,可以在开机时,设定一个适合的唇板开度,适当降低流浆箱串水流量;通过控制器,当流道的压力变化超过一定值时,触发一次流浆箱压唇板动作,唇板驱动单元自动调整唇板开度达到唇板设定值。在纸机开机串水过程中恒定唇板开度,减小串水流量变化,达到浆料的流量的平衡,保障流送串水的成型率。
11.作为本实用新型的一种实施方式,所述唇板组件包括上唇板以及下唇板,所述上唇板设置在所述下唇板的上方,所述上唇板与所述下唇板之间形成所述开口。
12.作为本实用新型的一种实施方式,所述唇板驱动单元包括唇板电机以及上唇板连
接机构,所述唇板电机通过所述上唇板连接机构与所述上唇板传动连接,所述唇板电机用于控制所述上唇板与所述下唇板之间的距离。
13.作为本实用新型的一种实施方式,所述压力变送器设置在所述流道内,所述压力变送器用于检测所述流道内压力的变化。
14.作为本实用新型的一种实施方式,所述牛卡纸的生产设备包括两个以上的压力变送器,每一个所述流道内均设置有一个所述压力变送器。
15.作为本实用新型的一种实施方式,所述牛卡纸的生产设备还包括供水管道,所述供水管道与所述流道相连通。
16.作为本实用新型的一种实施方式,所述牛卡纸的生产设备还包括胸辊以及成型辊,所述胸辊设置在所述成型辊上方,所述胸辊与所述成型辊之间留有间隙,所述唇板组件的开口相对所述间隙设置。
17.作为本实用新型的一种实施方式,所述牛卡纸的生产设备还包括复合辊,所述复合辊设置在所述成型辊的后端。
18.作为本实用新型的一种实施方式,所述牛卡纸的生产设备还包括面网以及底网,所述胸辊用于驱动所述面网的运动,所述成型辊用于驱动所述底网的运动,所述流浆箱用于将浆料喷涂在所述面网与所述底网之间。
附图说明
19.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据附图获得其他的附图。
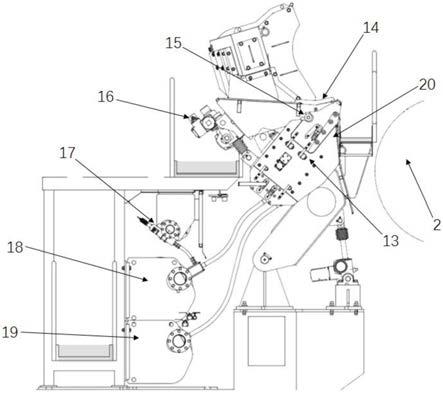
20.图1为本技术一个实施例的牛卡纸的生产设备的结构示意图;
21.图2为本技术一个实施例的牛卡纸的生产设备的流浆箱的结构示意图;
22.图3为本技术一个实施例的唇板组件的结构示意图;
23.图4为本技术一个实施例的牛卡纸的生产设备的系统电路图。
24.附图标记说明:
25.1、面网;
26.2、胸辊;
27.3、流浆箱;
28.4、底网;
29.5、成型辊;
30.7、复合辊;
31.8、压力变送器,
32.9、控制器,
33.13、流浆箱箱体;
34.14、上唇板;
35.15、上唇板连接机构;
36.16、唇板电机;
37.17、供水管道;
38.18、面层布浆流道;
39.19、底层布浆流道;
40.20、下唇板。
具体实施方式
41.为详细说明技术方案的技术内容、构造特征、所实现目的及效果,以下结合具体实施例并配合附图详予说明。
42.在本技术的描述中,除非另有明确的规定和限定,术语“第一”、“第二”、仅用于描述的目的,而不能理解为指示或暗示相对重要性;除非另有规定或说明,术语“多个”是指两个或两个以上;术语“连接”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接,或电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实施例中的具体含义。
43.本说明书的描述中,需要理解的是,本技术实施例所描述的“上”、“下”、“左”、“右”等方位词是以附图所示的角度来进行描述的,不应理解为对本技术实施例的限定。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
44.现有技术中,双流道流浆箱串水时涉及两层流送系统水平衡问题,当流浆箱串水时浆料未上网,两层水流无法按纸机设计两层脱水比例平衡的回流各自流送系统,往往导致流送的水往单层跑,流浆箱唇板开度由扭矩电机控制,车速越快压头越高,唇板变化率越大,串水流量增量越大,两层越难以平衡,极大的限制机台运行。
45.现机台采取的方法是最大程度降低车速,通过大量的补偿清水来保障流送串水成功率,浪费大量清水。无法恒定的唇板开度,导致唇板变化率过大,难以平衡两层浆料的流量。
46.因此,本技术实施例提供一种技术方案,请参阅图1至图4,本实施例涉及一种牛卡纸的生产设备,包括流浆箱3、压力变送器8以及控制器9,流浆箱3包括两个以上的流道、唇板组件以及唇板驱动单元,唇板组件设置有容液体通过的开口,两个以上的流道与唇板组件的开口相连通,唇板驱动单元用于控制唇板组件的开口的大小;压力变送器8用于检测流道的压力;压力变送器8与控制器9电连接,并将压力信号传递给控制器9,控制器9被设置为根据压力变送器8传输过来的压力信号控制唇板驱动单元,使唇板组件的开口的大小达到预设值。
47.在本实施例中通过唇板驱动单元用于控制唇板组件的开口的大小,压力变送器8用于检测流道的压力,压力变送器8与控制器9电连接,并将压力信号传递给控制器9,控制器9被设置为根据压力变送器8传输过来的压力信号控制唇板驱动单元,使唇板组件的开口的大小达到预设值。如此,可以在开机时,设定一个适合的唇板开度,适当降低流浆箱3串水流量;通过控制器9,当流道的压力变化超过一定值时,触发一次流浆箱3压唇板动作,唇板驱动单元自动调整唇板开度达到唇板设定值。在纸机开机串水过程中恒定唇板开度,减小
串水流量变化,达到浆料的流量的平衡,保障流送串水的成型率。
48.在一些实施例中,如图1所示,牛卡纸的生产设备还包括胸辊2以及成型辊5,胸辊2设置在成型辊5上方,胸辊2与成型辊5之间留有间隙,唇板组件的开口相对间隙设置。如此,胸辊2与成型辊5相互配合可以对浆料进行挤压成型。
49.在一些实施例中,牛卡纸的生产设备还包括复合辊7,复合辊7设置在成型辊5的后端。复合辊7用于对于浆料压平。
50.在一些实施例中,牛卡纸的生产设备还包括面网1以及底网4,胸辊2用于驱动面网1的运动,成型辊5用于驱动底网4的运动,流浆箱3用于将浆料喷涂在面网1与底网4之间。此时,机台设计正常生产设计两层脱水比例,此时面网1和底网4夹区之间有浆料上网,面底层脱水能按设计比例达到平衡。
51.在一些实施例中,如图2与图3所示,唇板组件包括上唇板14以及下唇板20,上唇板14设置在下唇板20的上方,上唇板14与下唇板20之间形成开口。如此,可以控制上唇板14与下唇板20之间的距离,就可以控制开口的开度大小,调节浆料的流量。
52.在一些实施例中,唇板驱动单元包括唇板电机16以及上唇板连接机构15,唇板电机16通过上唇板连接机构15与上唇板14传动连接,唇板电机16用于控制上唇板14与下唇板20之间的距离。如此,可以通过唇板电机16控制上唇板14与下唇板20之间的距离,方便使用。
53.在一些实施例中,压力变送器8设置在流道内,压力变送器8用于检测流道内压力的变化。如此,通过压力变送器8设置在流道内,就可以检测流道内的压力变化,方便压力的检测。
54.在一些实施例中,牛卡纸的生产设备包括两个以上的压力变送器8,每一个流道内均设置有一个压力变送器8。本实施例中,流浆箱3包括面层布浆流道18以及底层布浆流道19,面层布浆流道18与底层布浆流道19内均设置有一个压力变送器8。如此,只要任意一个流道内的压力变化超过预设值,就可以触发唇板驱动单元对唇板组件的开口的控制。其原理是,唇板组件的开口大了,浆料的流量就变大了,流道内的压力减少;反之,唇板组件的开口减少了,浆料的流量就变小了,流道内的压力增大。
55.在一些实施例中,牛卡纸的生产设备还包括供水管道17,供水管道17与流道相连通。如此,通过供水管道17可以为浆料供水,保持牛卡纸的生产。
56.本实施例中,唇板组件设置在流浆箱箱体13内,流浆箱箱体13用于保护唇板组件。
57.在一些实施例中,如图4所示,压力变送器8用于检测流道的压力;压力变送器8与控制器9电连接,控制器9与唇板电机16电连接,压力变送器8将压力信号传递给控制器9,控制器9根据压力变送器8传输过来的压力信号控制唇板电机16,最终使唇板组件的开口的大小达到预设值。
58.本实施例的牛卡纸的生产设备的工作原理如下:
59.未加控制程序前:机台以往开机经验,当上唇板14和下唇板20开度设定10mm不加唇板控制程序,当串水车速从1000m/min提高至1300m/min,因唇板是唇板电机16控制,流浆箱3内腔压力变大上下唇板20开度会从10mm开至15mm,串水流量变化从48000l/min变化到106000l/min,变化率达到121%,增加的两层差异流量2900l/min~5800l/min。
60.增加恒定唇板程序后:唇板开度恒定10mm,当串水车速从1000m/min提高至1300m/
min,流浆箱3压头从145kpa提高至250kpa压头变化差105kpa,压头每变化20kpa唇板电机16动作触发一次动作,将唇板开度压至10mm,使得唇板开度恒定控制在10mm左右,计算得出串水流量变化从48000l/min变化到62000l/min,变化率只有29%,增加的两层差异流量700l/min~1400l/min,差异量大幅度减少可通过适当的补加清水进行过程控制,即可维持两层串水平衡。
61.区别现有技术,本实施例中面底层流送系统各自独立,可以使用不同浆料,适合双流道流浆箱3夹网纸机生产挂面纸,尤其适合挂面牛卡。通过远程自动控制唇板开度,调节唇板串水量,进而控制两层流送水量分配保障串水成功率。能大大减少串水水流浆箱3水流变化量,减少两层水流量差异,提高纸机串水成功率。
62.需要说明的是,尽管在本文中已经对上述各实施例进行了描述,但并非因此限制本实用新型的专利保护范围。因此,基于本实用新型的创新理念,对本文所述实施例进行的变更和修改,或利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,直接或间接地将以上技术方案运用在其他相关的技术领域,均包括在本实用新型专利的保护范围之内。