1.本实用新型涉及纸盒成型技术,尤其涉及纸盒成型模具。
背景技术:
2.通过纸盒成型机制作纸盒的方式具有生产效率高、成型质量好等优点,因此已经越来越多地取代了传统的人工纸盒制作方式,成为当前纸盒制作技术的主流。纸盒成型机通常通过纸盒成型机构压制设置在纸盒成型模具上的待折纸板,实现纸盒的成型,因此纸盒成型模具的结构对纸盒成型速度及精度起到至关重要的作用。
技术实现要素:
3.本实用新型所要解决的技术问题在于提供一种能够实现纸盒的快速成型、成型精度高的纸盒成型模具。
4.本实用新型实施例的纸盒成型模具,包括一对第一成型模板、一对第二成型模板以及四根成型导杆;一对第一成型模板前后相对设置,一对第二成型模板分别位于一对第一成型模板的左侧和右侧,且彼此相对,一对第一成型模板和一对第二成型模板共同限定一可容纳待成型纸盒的矩形模腔;四根成型导杆分别设置在前侧第一成型模板的左端与左侧第二成型模板的前端之间、前侧第一成型模板的右端与右侧第二成型模板的前端之间、后侧第一成型模板的左端与左侧第二成型模板的后端之间、以及后侧第一成型模板的右端与右侧第二成型模板的后端之间,各成型导杆的顶部具有向下倾斜弯折的弯头,四根成型导杆的弯头的末端分别位于矩形模腔的四个角;成型导杆的高度ha、第一成型模板的高度hb以及第二成型模板的高度hc之间的关系为:ha> hb> hc;且成型导杆的弯头末端的高度hd大于第二成型模板的高度hc。
5.本实用新型至少具有以下优点:
6.本实施例中,四根成型导杆分别设置在一对第一成型模板和一对第二成型模板两两之间的间隙处,各成型导杆的顶部具有向下倾斜弯折的弯头,四根成型导杆的弯头的末端分别位于矩形模腔的四个角;成型导杆的高度ha、第一成型模板的高度hb以及第二成型模板的高度hc之间的关系为:ha> hb> hc;且成型导杆的弯头末端的高度hd大于第二成型模板的高度hc,能确保成型纸盒时按照以下的成型顺序进行:即先折前左侧板、前右侧板、后左侧板及后右侧板,次折前板和后板,最后折左板和右板,从而可实现纸盒的快速成型,并达到较高的成型精度。
附图说明
7.图1至图4分别示出了根据本实用新型实施例的纸盒成型模具的立体结构示意图、俯视示意图、主视示意图和侧视示意图。
8.图5示出了待折纸板的示意图。
9.图6示出了待折纸板的成型过程示意图。
10.图7示出了待折纸板在本实用新型实施例的纸盒成型模具上的成型过程示意图。
具体实施方式
11.下面结合附图和具体实施例对本实用新型进行详细说明。
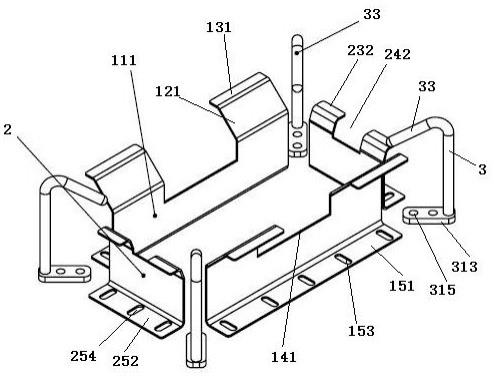
12.图1至图4示出了根据本实用新型实施例的纸盒成型模具的结构。请参考图1至图4,据本实用新型实施例的纸盒成型模具包括一对第一成型模板1、一对第二成型模板2以及四根成型导杆3。
13.一对第一成型模板1前后相对设置,一对第二成型模板2分别位于一对第一成型模板1的左侧和右侧,且彼此相对,一对第一成型模板1和一对第二成型模板2共同限定一可容纳待成型纸盒的矩形模腔4。
14.在本实施例中,一对第二成型模板2之间的间距l(即矩形模腔4的长度)比待成型的纸盒的长度l1大5mm~8mm;一对第一成型模板1之间的间距w(即矩形模腔4的宽度)比待成型的纸盒的宽度w1大5mm~8mm,从而使待成型的纸盒能够在矩形模腔4内上下滑动自如。
15.在本实施例中,各第一成型模板1包括第一竖板部111和第一引导部121,第一引导部121的下端与第一竖板部111的上端相连,且相对于第一竖板部111向外倾斜,第一引导部121的顶端还设有向外水平翻折的第一翻边131。可选地,第一竖板部111与第一引导部121之间的夹角θ为135
°
~150
°
。各第二成型模板2包括第二竖板部212和第二引导部222,第二引导部222的下端与第二竖板部212的上端相连,且相对于第二竖板部212向外倾斜,第二引导部222的顶端还设有向外水平翻折的第二翻边232。可选地,第二竖板部212与第二引导部222之间的夹角α为135
°
~150
°
。本段中所述的向外倾斜均指的是向偏离矩形空间4的一侧倾斜。第一翻边131以及第二翻边232能够在纸盒成型机构压制成型前的纸板9(如图5所示)时对纸板9起到支撑作用,而第一引导部121和第二引导部222起到引导纸板9在矩形模腔4内成型的作用。
16.进一步地,各第一成型模板1的中部设有向上开口的第一缺口141,各第二成型模板2的中部设有向上开口的第二缺口242。
17.四根成型导杆3分别设置在前侧第一成型模板1的左端与左侧第二成型模板2的前端之间、前侧第一成型模板1的右端与右侧第二成型模板2的前端之间、后侧第一成型模板1的左端与左侧第二成型模板2的后端之间、以及后侧第一成型模板1的右端与右侧第二成型模板2的后端之间,各成型导杆3的顶部具有向下倾斜弯折的弯头33。在本实施例中,弯头的倾斜方式为直线,在其它的实施方式中也可以采用弧线。四根成型导杆33的弯头33的末端33a分别位于矩形模腔4的四个角。
18.成型导杆3的高度ha、第一成型模板1的高度hb以及第二成型模板2的高度hc之间的关系为:ha> hb> hc;且成型导杆的弯头末端33a的高度hd大于第二成型模板3的高度hc。
19.进一步地,第二成型模板2的高度hc等于第一竖板部111的高度he,可以使纸盒的各个部分成型过程更加顺滑。
20.在本实施例中,各第一成型模板1的底部设有第一安装座151,第一安装座151开设有多个第一安装孔153;各第二成型模板2的底部设有第二安装座252,第二安装座252开设有多个第二安装孔254;各成型导杆3的底部设有第三安装座313,第三安装座313开设有多
个第三安装孔315。实际使用时,第一成型模板1、第二成型模板2以及成型导杆3分别通过穿过多个第一安装孔153、多个第二安装孔254和多个第三安装孔315的螺钉可拆卸地安装于纸盒成型机的基座。在其它的实施方式中,纸盒成型模具自身具有一底座,第一成型模板1、第二成型模板2以及成型导杆3的下端均与该底座连接。
21.图5示出了待折纸板的示意图。如图所示,用于成型纸盒的纸板9由底板91、前板92、后板93、左板94、右板95、左侧板96、右侧板97、前左侧板98、前右侧板99、后左侧板90a及后右侧板90b组成,其中左侧板96设有左凸耳961,右侧板97设有右凸耳972,底板91设有分别与左凸耳961和右凸耳972插接配合的左缺口911和右缺口912。
22.图6和图7示出了待折纸板如何成型为纸盒的过程示意图。
23.放置在成型模具上的纸板9在被成型压板(图中未示出)下压的过程中,底板91跟随着成型压板一起下行,前左侧板98、前右侧板99、后左侧板90a和后右侧板90b受到成型导杆3的弯头33的接触推压作用而向内折弯,随后后板93和前板92受到第一成型模板1的推压作用下向上折弯,随着底板91和成型压板继续下压,左板94和右板95在第二成型模板2的接触推压作用下向上折弯。
24.随着成型压板推动底板91继续下压至极限位置而停止,后板93和前板92在第一成型模板1的接触推压作用下向上折弯90
°
,左板94和右板95在第二成型模板2的接触推压作用下向上折弯90
°
,同时前左侧板98、前右侧板99、后左侧板90a和后右侧板90b在左板94和右板95的接触推压作用下向内折弯90
°
。
25.本实施例的纸盒成型模具的成型导杆的高度ha、第一成型模板的高度hb以及第二成型模板的高度hc之间的关系为:ha> hb> hc;且成型导杆的弯头末端的高度hd大于第二成型模板的高度hc,能确保成型纸盒时按照以下的成型顺序进行:即先折前左侧板、前右侧板、后左侧板及后右侧板,次折前板和后板,最后折左板和右板,从而可实现纸盒的快速成型,并达到较高的成型精度。
26.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。