1.本实用新型涉及包装袋加工设备技术领域,具体涉及一种塑料袋高效点断装置。
背景技术:
2.塑料包装袋用来包装各种用品,广泛用于日常生活和工业生产中,塑料包装袋作为盛装和保护产品的薄膜容器,通常需要借助封口装置实施封口加工,以防止产品掉落,现有包装袋通常采用在侧边加工一个切口方便消费者打开包装袋,而塑料包装袋因其材质问题,无法通过切口打开塑料膜,通常采用加工点断口方便开启塑料膜,但现有塑料膜点断设备通常只能加工直线形点断口,而无法加工弧形点断口,弧形点断口的加工主要依靠手工作业,生产效率低并且加工质量参差不齐。
技术实现要素:
3.本实用新型的目的是针对以上不足之处,提供了一种加工效率高,可高效在塑料包装袋上加工出易开口弧形点断线的塑料袋高效点断装置。
4.本实用新型解决技术问题所采用的方案是:一种塑料袋高效点断装置,包括机架以及沿进料顺序依次设置在机架上的放卷机构、热封机构、点断机构以及收卷机构,所述放卷机构包括松卷组件和张力调节组件,所述点断机构包括点断底座、弧形点断刀以及点断气缸,所述点断底座包括点断平台、升降座以及气缸安装板,所述气缸安装板与点断平台之间设有导向杆,所述升降座滑动安装在导向杆上,所述点断气缸安装在气缸安装板上,点断气缸的气缸杆与升降座连接,所述弧形点断刀安装在升降座上,所述点断平台上设有用于与弧形点断刀配合在塑料膜上加工出弧形点断线的弧形底刀。
5.进一步地,为了实现成卷塑料膜的自动输送,以便在成卷塑料膜上热封作业并加工出弧形点断线,快速高效生产塑料包装袋;所述松卷组件包括放卷辊和用于驱动放卷辊转动的放卷电机,所述放卷辊转动安装在机架上,所述放卷电机与放卷辊传动连接以驱动放卷辊转动。
6.进一步地,为了控制张力辊上下移动,调节塑料膜的张力;所述张力调节组件包括下座体、上座体、张力辊、导向柱、传动丝杆以及驱动电机,所述导向柱具有两个,两个导向柱的下端固定安装在下座体上,两个导向柱的上端与上座体固定连接,导向柱上滑动安装有调节块,所述张力辊的两端转动安装在调节块上;
7.所述传动丝杆的两端转动安装在上座体和下座体上,所述调节块与传动丝杆传动连接,所述驱动电机与传动丝杆连接以驱动传动丝杆转动进而驱动调节块和张力辊上下移动调节塑料膜张力,所述张力辊下方设有换向辊。
8.进一步地,为了在成卷塑料膜上加工出热封线,以将塑料膜制成包装袋用来包装;所述热封机构包括热封刀、热封支架、加热器、热封驱动组件以及热封底座,所述热封驱动组件安装在热封底座上,所述热封支架安装在热风驱动组件上,所述热封刀安装在热封支架上,所述加热器与热封刀连接以加热热封刀,所述热封底座上设有位于热封刀下方用于
与热封刀对应配合的热封槽,所述热封槽内设有隔热硅胶。
9.进一步地,为了在成卷塑料膜上等间距加工,保证与塑料膜上的包装图案相对应;所述塑料袋高效点断装置还包括用于检测塑料膜色标信号的色标传感器,所述色标传感器设于点断机构后侧,所述色标传感器与热封机构连接以控制热封机构定点热封,所述色标传感器与点断机构连接以控制点断机构定点点断。
10.进一步地,为了避免出现输送误差,造成色标传感器不能精确感应到色标信号;所述色标传感器可移动安装在机架上,所述机架的两侧设有滑杆,两根滑杆之间滑动安装有安装杆,所述色标传感器安装在安装杆上。
11.较之现有技术而言,本实用新型具有以下优点:本实用新型通过热封机构在成卷塑料膜上加工出一道热封线,将塑料膜加工成塑料袋,并在热封线上加工出弧形点断线,在塑料袋装完物品另一端也被热封时,消费者不需要借助刀具,可以直接通过撕开弧形点断线打开塑料袋,为了保证塑料膜的自动输送,本实用新型还设置放卷机构和收卷机构,放卷机构松开成卷塑料膜,收卷机构收起塑料膜,以提供驱动力驱动塑料膜经过热封机构和点断机构,完成热封和点断加工,为了保证塑料膜的输送张力,这里张力辊可上下移动,配合张力辊下方的换向辊,拉扯塑料膜,保证塑料膜具有足够张力,避免塑料膜松散,在热封和点断加工时出现收缩弯折,另外,为了实现自动化加工,本实用新型还设置色标传感器,通过感应塑料膜上的色标信号,保证热封和点断加工位置的精确度。
附图说明
12.下面参照附图结合实施例对本实用新型作进一步说明:
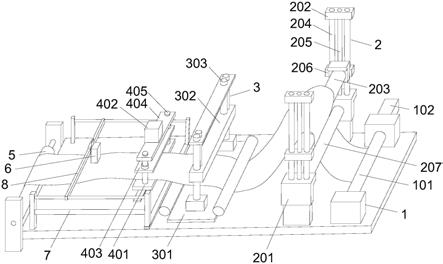
13.图1为本实用新型的结构示意图。
14.图中:1-松卷组件;101-放卷辊;102-放卷电机;2-张力调节组件;201-下座体;202-上座体;203-张力辊;204-导向柱;205-传动丝杆;206-调节块;207-换向辊;3-热封机构;301-热封底座;302-热封支架;303-热封驱动组件;4-点断机构;401-点断平台;402-点断气缸;403-升降座;404-气缸安装板;405-导向杆;5-收卷机构;6-色标传感器;7-滑杆;8-安装杆。
具体实施方式
15.下面结合说明书附图和具体实施例对本实用新型内容进行详细说明:
16.具体实施例:如图1所示,本实施例提供一种塑料袋高效点断装置,包括机架以及沿进料顺序依次设置在机架上的放卷机构、热封机构3、点断机构4以及收卷机构5,所述放卷机构包括松卷组件1和张力调节组件2,所述点断机构4包括点断底座、弧形点断刀以及点断气缸402,所述点断底座包括点断平台401、升降座403以及气缸安装板404,所述气缸安装板404与点断平台401之间设有导向杆405,所述升降座403滑动安装在导向杆405上,所述点断气缸402安装在气缸安装板404上,点断气缸402的气缸杆与升降座403连接,所述弧形点断刀安装在升降座403上,所述点断平台401上设有用于与弧形点断刀配合在塑料膜上加工出弧形点断线的弧形底刀。
17.在本实施例中,为了实现成卷塑料膜的自动输送,以便在成卷塑料膜上热封作业并加工出弧形点断线,快速高效生产塑料包装袋;所述松卷组件1包括放卷辊101和用于驱
动放卷辊101转动的放卷电机102,所述放卷辊101转动安装在机架上,所述放卷电机102与放卷辊101传动连接以驱动放卷辊101转动。
18.在本实施例中,为了控制张力辊203上下移动,调节塑料膜的张力;所述张力调节组件2包括下座体201、上座体202、张力辊203、导向柱204、传动丝杆205以及驱动电机,所述导向柱204具有两个,两个导向柱204的下端固定安装在下座体201上,两个导向柱204的上端与上座体202固定连接,导向柱204上滑动安装有调节块206,所述张力辊203的两端转动安装在调节块206上;
19.所述传动丝杆205的两端转动安装在上座体202和下座体201上,所述调节块206与传动丝杆205传动连接,所述驱动电机与传动丝杆205连接以驱动传动丝杆205转动进而驱动调节块206和张力辊203上下移动调节塑料膜张力,所述张力辊203下方设有换向辊207。
20.在本实施例中,为了在成卷塑料膜上加工出热封线,以将塑料膜制成包装袋用来包装;所述热封机构3包括热封刀、热封支架302、加热器、热封驱动组件303以及热封底座301,所述热封驱动组件303安装在热封底座301上,所述热封支架302安装在热风驱动组件上,所述热封刀安装在热封支架302上,所述加热器与热封刀连接以加热热封刀,所述热封底座301上设有位于热封刀下方用于与热封刀对应配合的热封槽,所述热封槽内设有隔热硅胶。
21.在本实施例中,为了在成卷塑料膜上等间距加工,保证与塑料膜上的包装图案相对应;所述塑料袋高效点断装置还包括用于检测塑料膜色标信号的色标传感器6,所述色标传感器6设于点断机构4后侧,所述色标传感器6与热封机构3连接以控制热封机构3定点热封,所述色标传感器6与点断机构4连接以控制点断机构4定点点断。
22.在本实施例中,为了避免出现输送误差,造成色标传感器6不能精确感应到色标信号;所述色标传感器6可移动安装在机架上,所述机架的两侧设有滑杆7,两根滑杆7之间滑动安装有安装杆8,所述色标传感器6安装在安装杆8上。
23.本实用新型通过热封机构3在成卷塑料膜上加工出一道热封线,将塑料膜加工成塑料袋,并在热封线上加工出弧形点断线,在塑料袋装完物品另一端也被热封时,消费者不需要借助刀具,可以直接通过撕开弧形点断线打开塑料袋,为了保证塑料膜的自动输送,本实用新型还设置放卷机构和收卷机构5,放卷机构松开成卷塑料膜,收卷机构5收起塑料膜,同时提供驱动力驱动塑料膜经过热封机构3和点断机构4,完成热封和点断加工,为了保证塑料膜的输送张力,这里张力辊203可上下移动,配合张力辊203下方的换向辊207,拉扯塑料膜,保证塑料膜具有足够张力,避免塑料膜松散,在热封和点断加工时出现收缩弯折,另外,为了实现自动化加工,本实用新型还设置色标传感器6,通过感应塑料膜上的色标信号,保证热封和点断加工位置的精确度。
24.以上所述仅为本实用新型的实施例,并非因此限制实用新型的专利保护范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。