1.本发明属于防切割功能纤维纱线制备技术领域,涉及一种无机非金属纤维增强单丝、包覆线及其制备方法和用途。
背景技术:
2.以玻璃纤维或玄武岩纤维为代表的无机非金属纤维,是制备防切割手套或制备其他的耐切割织物产品中经常使用的物美价廉的原料,因其容易断裂产生刺痒而受到限制在加工和使用过程中受力(如:弯曲、拉伸、扭结)后单丝容易断裂形成毛刺,然后在用这类无机纤维制备的防切割手套或其他防切割面料产品时,暴露于外面表面的部分,易受到摩擦作用而断裂,这些断裂后的纤维并不会从织物上脱落,反而会产生细小的毛刺,对使用者的皮肤有所伤害,例如会刺扎皮肤,引起皮肤瘙痒和过敏。
技术实现要素:
3.针对现有技术的不足,本发明的目的在于提供一种无机非金属纤维增强单丝、包覆线及其制备方法和用途。
4.为实现上述目的,本发明提供如下技术方案:
5.一种无机非金属纤维增强单丝,包括芯丝和经过浸渍处理包覆在所述芯丝外部的高聚物层,所述芯丝的细度为50-200d,所述无机非金属纤维增强单丝的直径为0.02-0.10mm。
6.优选地,所述的芯丝为玻璃纤维或玄武岩纤维的长丝,所述的外部高聚物层为水性聚氨酯树脂层。
7.另一方面,本发明还提供一种上述无机非金属纤维增强单丝的制备方法,具体包括以下步骤:
8.步骤1,长丝退绕,将50-200d的无机非金属纤维长丝通过退绕辊主动退绕,退绕的线速度为4~20米/分钟;
9.步骤2,长丝清洗,经过步骤1退绕后的无机非金属纤维长丝输送进入清洗池,利用温度为40-60℃的热水清洗长丝表面,离开液面后用挤压辊去除表面附着水;
10.步骤3,长丝烘干,将步骤2中清洗过的长丝输送至烘箱进行烘干,烘箱温度为100-160℃,烘燥时间为30~60秒;
11.步骤4,长丝浸渍处理,将经上一步骤处理后的长丝输送入浸胶池,浸胶池中装有水性聚氨酯乳液,所述的水性聚氨酯乳液的质量浓度为20-50%,浸渍处理时间为0.06-0.4秒;
12.步骤5,将步骤4中浸渍处理好的长丝通过张力轮向上送入规形孔,规形孔的形状为为圆形或近似圆形,孔径为0.03-0.15mm,优选0.05-0.1mm;
13.步骤6,预烘,将步骤5中得到的规形后的长丝进行预烘,温度60-100℃,预烘时间30-60秒;
14.步骤7,烘干,将步骤6预烘后的长丝送入烘箱,温度100-160℃,处理时间30-60秒;
15.步骤8,冷却,将步骤7中经过烘干后的长丝用冷风喷嘴进行快速冷却,冷风速度0.5-1米/秒,冷却温度5-20℃。
16.步骤9,将步骤8中冷却后的长丝通过卷绕辊卷绕成型。
17.优选地,所述步骤3和步骤4之间还包括浸渍溶胶的步骤,所述浸渍溶胶的具体步骤是将经过烘干的清洗过的长丝输送入溶胶池,所述溶胶池盛有硅溶胶或铝溶胶,浓度为20-50%,浸渍处理时间为0.06-0.4秒。
18.另一方面,本发明还提供一种采用上述无机非金属纤维增强单丝制备的包覆线,包括芯部和包覆在芯部外的包覆层,所述芯部包括所述无机非金属纤维增强单丝,且同时包括超高分子量聚乙烯长丝和/或高强低伸涤纶长丝,所述芯部的所述单丝及所述长丝平行排列,优选,所述包覆层包括包覆内层和包覆外层,所述包覆内层采用短纤维纱线进行包覆,所述包覆外层采用长丝进行包覆;优选地,所述高分子量聚乙烯长丝和所述高强低伸涤纶长丝细度均为50~400d。
19.优选地,所述包覆内层采用的短纤维纱线选自涤纶、锦纶、腈纶、棉、超高分子量聚乙烯或高强pva中的一种纯纺纱或任意两种以上的混纺纱;所述包覆外层采用的长丝为锦纶长丝和/或涤纶长丝;优选地,所述纯纺纱或混纺纱的线密度均为10-40英支,捻系数均为240-320,所述包覆内层的包覆捻向为s捻或z捻,包覆捻度400-1200捻/米;优选地,所述锦纶长丝或涤纶长丝的线密度均为50-150d,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度400-1200捻/米。
20.另一方面,本发明还提供一种上述的无机非金属纤维增强单丝制备的包覆线的制备方法,具体按照以下步骤实施:
21.步骤i,喂入芯部,所述芯部包括所述无机非金属纤维单丝,且同时包括超高分子量聚乙烯长丝和/或高强低伸涤纶长丝,将所述芯部的所述单丝及所述长丝一起平行喂入;
22.步骤ii,进行内层包覆,将选自涤纶、锦纶、腈纶、棉、超高分子量聚乙烯或高强pva中的一种纯纺短纤纱或任意两种以上的混纺短纤纱作为包覆内层对芯部进行内层包覆;
23.步骤iii,进行外层包覆,将步骤ii中进行内层包覆后的纱线采用锦纶长丝和/或涤纶长丝进行外层包覆,即制得所述包覆线。
24.优选地,所述步骤i中,所述的超高分子量聚乙烯纤维或高强低伸涤纶纤维的细度为50-400d;所述步骤ii中,所述纯纺纱或混纺纱的线密度均为10-40英支,捻系数均为240-320;所述步骤iii中,优选地,所述锦纶长丝或涤纶长丝的线密度均为50-150d。
25.优选地,所述步骤ii中,所述包覆内层的包覆捻向为s捻或z捻,包覆捻度400-1200捻/米;所述步骤iii中,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度400-1200捻/米。
26.另一方面,本发明还提供一种上述无机增强纤维制备的包覆线的用途,用于制备防切割手套内胆或用于制备防切割面料。
27.优选地,所述制备防切割手套内胆是在7g/10g/13g/15g/18g手套编织机上进行编织,制成具有耐切割性能的手套内胆;所述制备防切割面料是指:在针织或机织机上织造耐切割机织物面料,所制备的防切割手套内胆或防切割面料的耐切割性能采用en388标准进行测试,耐切割等级可达b级以上。
28.与现有技术相比,本发明的有益效果在于:本发明一种无机非金属纤维单丝的制备方法,通过将无机非金属纤维长丝进行浸渍处理,使其表面形成高聚物层,一方面防止无机非金属纤维长丝直接的摩擦导致断裂,从而减少无机非金属纤维断裂后产生的毛刺,另一方面长丝的单丝束间隙中也会浸入一定量的高聚物乳液,使得无机非金属纤维长丝的韧性有一定的提升,由此使得普通的无机非金属纤维长丝形成了具有整体式结构性能的增强单丝。本发明优选的采用溶胶浸渍和水性聚氨酯溶液两次浸渍,达到更好的效果,进一步增强了耐切割性。本发明还利用上述的无机非金属纤维单丝制备出包覆纱,通过在将上述无机非金属纤维单丝和另外两种高强度纤维长丝合并作为芯丝,同时进行包覆,一方面芯丝保证了其耐切割性,另一方面外部的包覆层采用普通的服用纤维,可以减少刺痒感,用来制作穿戴用的防具时更舒适。在制备包覆纱的时候,本发明优选的采用内外两层包覆,进一步防止内部无机纤维断头后的毛刺露出表面,同时包覆层采用的通常使用的服用纺织纤维,能够在穿戴时具有更好的舒适性。
附图说明
29.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
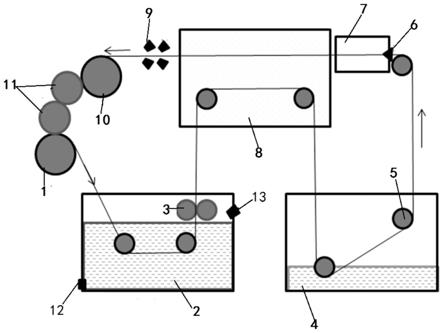
30.图1为本发明一种无机非金属纤维单丝制备方法的第一种实施方式的流程示意图;
31.图2为本发明一种无机非金属纤维单丝制备方法的第二种实施方式的流程示意图
32.图3为本发明一种利用无机非金属纤维单丝制备包覆线的包覆过程示意图。
33.图中,1.退绕辊,2.清洗池,3.挤压辊,4.浸胶池,5.张力轮,6.规型孔,7.预烘装置,8.烘箱,9.冷风喷嘴,10.卷绕辊,11.传动辊,12.排水口,13.进水口,14.溶胶池,15.第二张力轮,2-1.第一芯丝退绕辊,2-2.第二芯丝退绕,2-3.第一包覆机构,2-4.第二包覆机构。
具体实施方式
34.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例,实施例中这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本技术的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本技术的范围和精神。另外,为了清除和简洁,实施例中省略了对已知功能和构造的描述。
35.本发明实施例中,一种无机非金属纤维增强单丝,包括芯丝和经过浸渍处理包覆在所述芯丝外部的高聚物层,所述芯丝的细度为50-200d,所述无机非金属纤维增强单丝的直径为0.02-0.10mm,所述的芯丝为玻璃纤维或玄武岩纤维的长丝,所述的外部高聚物层为水性聚氨酯树脂层。
36.其中,芯丝选用细度为50-200d的玻璃纤维或玄武岩纤维长丝,在进行浸渍处理以后细度合适,太细容易断,太粗成品太粗不利于后续产品的加工,该细度值优选80-150d。
37.所述的无机非金属纤维增强单丝的制备方法,其中一种实施方式,如图1所示,具体按照以下步骤进行:
38.步骤1,长丝退绕,将50-200d的无机非金属纤维长丝通过退绕辊主动退绕,退绕的线速度为4~20米/分钟;
39.步骤2,长丝清洗,经过步骤1退绕后的无机非金属纤维长丝输送进入清洗池,利用温度为40-60℃的热水清洗长丝表面,离开液面后用挤压辊3轻挤去除表面附着水;
40.步骤3,长丝烘干,将步骤2中清洗过的长丝输送至烘箱8进行烘干,烘箱温度为100~160℃,烘燥时间为30-60秒;
41.步骤4,长丝浸渍处理,将经上一步骤处理后的长丝输送入浸胶池4,浸胶池4中装有水性聚氨酯乳液,浓度20-50%,浸渍处理时间0.06-0.4秒;
42.步骤5,将步骤4中浸渍处理好的长丝通过张力轮5向上送入规形孔6,规形孔6的形状为圆形或近似圆形,孔径为0.03-0.15mm,优选0.05-0.1mm;
43.步骤6,预烘,将步骤5中得到的规形后的长丝送入预烘装置7进行预烘,预烘温度60-100℃,预烘时间30-60秒;
44.步骤7,烘干,将步骤6预烘后的长丝送入烘箱8,温度100-160℃,烘干处理时间30-60秒;
45.步骤8,冷却,将步骤7中经过烘干后的长丝用冷风喷嘴进行快速冷却,冷风速度0.5-1米/秒,冷却温度5-20℃。
46.步骤9,将步骤8中冷却后的长丝通过卷绕辊卷10绕成型。
47.上述方法中,所述的步骤2中采用40-60℃的热水进行清洗,一方面较冷水清洗器效果更好,清洁效率高,另一方面水温也不是特别高,节约了能源,减少能耗。在步骤2中利用挤压辊去除表面的附着水时,不宜采用过高的压力,因为玻璃纤维和玄武岩纤维基本不吸湿,水基本是附着在表面上,轻挤就可以达到效果,另外玻璃纤维和玄武岩纤维比较脆,过分挤压容易脆断。
48.所述的步骤4中在浸渍处理时要注意控制张力和速度,保证长丝浸渍的时候做到内外协同,里外层受力均匀,其中,浸渍时间的选择很重要,如果浸渍时间过久导致内部胶太多,会使丝被束缚住了,导致成品丝太硬,不利于后续加工。另外,张力的控制结合所述的步骤5中的张力轮5,进行张力调节,张力轮5直径5-10cm,张力为弹簧施压,张力控制范围在0.3-1.0n。
49.同时,规形孔6的孔径为0.03-0.15mm,且优选0.05-0.1mm,孔的孔径和带胶量相符的使得孔外不会沾很多多余的胶。
50.所述的步骤9中,在卷绕时的卷绕速度和前面退绕速度必须一致,否则就会松弛或者张力过大。通过在退绕辊1和卷绕辊10之间设置两个速度相同直径也相同的传动辊11,来保证退绕辊和卷绕辊的速度一致。两个传动辊11中,一个与卷绕辊10接触传动,另一个传动辊11与退绕辊1接触传动。
51.所述的无机非金属纤维增强单丝的制备方法,另一实施方式,如图2所示,具体按照以下步骤进行:
52.步骤1,长丝退绕,将50-200d的无机非金属纤维长丝通过退绕辊主动退绕,退绕的线速度为4~20米/分钟;
53.步骤2,长丝清洗,经过步骤1退绕后的无机非金属纤维长丝输送进入清洗池,利用温度为40-60℃的热水清洗长丝表面,离开液面后用挤压辊3轻挤去除表面附着水;
54.步骤3,长丝烘干,将步骤2中清洗过的长丝输送至烘箱8进行烘干,烘箱温度为100~160℃,烘燥时间为30-60秒;
55.然后将烘干后的长丝进行浸渍溶胶的步骤,具体是,将经过烘干的清洗过的长丝输送入溶胶池14,所述溶胶池14盛有硅溶胶或铝溶胶,所述硅溶胶或铝溶胶的浓度为20-50%,浸渍处理时间为0.06-0.4秒。
56.步骤4,长丝浸渍处理,将经上一步骤处理后的长丝输送入浸胶池4,浸胶池4中装有水性聚氨酯乳液,浓度20-50%,浸渍处理时间0.06-0.4秒;
57.步骤5,将步骤4中浸渍处理好的长丝通过张力轮5向上送入规形孔6,规形孔6的形状为圆形或近似圆形,孔径为0.03-0.15mm,优选0.05-0.1mm;
58.步骤6,预烘,将步骤5中得到的规形后的长丝送入预烘装置7进行预烘,预烘温度60-100℃,预烘时间30-60秒;
59.步骤7,烘干,将步骤6预烘后的长丝送入烘箱8,温度100-160℃,烘干处理时间30-60秒;
60.步骤8,冷却,将步骤7中经过烘干后的长丝用冷风喷嘴进行快速冷却,冷风速度0.5-1米/秒,冷却温度5-20℃。
61.步骤9,将步骤8中冷却后的长丝通过卷绕辊卷10绕成型。
62.在本实施方式中,在浸渍水性聚氨酯溶液之前,增加了进行浸渍硅溶胶或者铝溶胶的步骤,其作用原理是,硅溶胶和铝溶胶会在纤维的表面成膜,同时,并且能进入到纤维之间的间隙中,能进一步增强长丝的耐切割性能。
63.利用上述无机非金属纤维增强单丝制备的包覆线,包括芯部和包覆在芯部外的包覆层,所述芯部包括所述无机非金属纤维增强单丝,且同时包括超高分子量聚乙烯长丝和/或高强低伸涤纶长丝,所述芯部的所述单丝及所述长丝平行排列,优选,所述包覆层包括包覆内层和包覆外层,所述包覆内层采用短纤维纱线进行包覆,所述包覆外层采用长丝进行包覆;优选地,所述高分子量聚乙烯长丝和所述高强低伸涤纶长丝细度均为50~400d。
64.所述包覆内层采用的短纤维纱线选自涤纶、锦纶、腈纶、棉、超高分子量聚乙烯或高强pva中的一种纯纺纱或任意两种以上的混纺纱;所述包覆外层采用的长丝为锦纶长丝和/或涤纶长丝;优选地,所述纯纺纱或混纺纱的线密度均为10-40英支,捻系数均为240-320,所述包覆内层的包覆捻向为s捻或z捻,包覆捻度400-1200捻/米;优选地,所述锦纶长丝或涤纶长丝的线密度均为50-150d,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度400-1200捻/米。
65.如图3所示,利用无机非金属纤维单丝制备包覆线的方法,具体按照以下步骤实施:
66.步骤i,喂入芯部,所述芯部包括所述无机非金属纤维单丝,且同时包括超高分子量聚乙烯长丝和/或高强低伸涤纶长丝,将所述芯部的所述单丝及所述长丝一起平行喂入;
67.步骤ii,进行内层包覆,将选自涤纶、锦纶、腈纶、棉、超高分子量聚乙烯或高强pva
中的一种纯纺短纤纱或任意两种以上的混纺短纤纱作为包覆内层对芯部进行内层包覆;
68.步骤iii,进行外层包覆,将步骤ii中进行内层包覆后的纱线采用锦纶长丝和/或涤纶长丝进行外层包覆,即制得所述包覆线。
69.所述的步骤i中,所述的超高分子量聚乙烯纤维或高强低伸涤纶纤维的细度为
70.50-400d;所述步骤ii中,所述纯纺纱或混纺纱的线密度均为10-40英支,捻系数均为240-320;所述步骤iii中,优选地,所述锦纶长丝或涤纶长丝的线密度均为50-150d。
71.所述的步骤ii中,所述包覆内层的包覆捻向为s捻或z捻,包覆捻度400-1200捻/米;所述步骤iii中,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度400-1200捻/米。
72.一种无机非金属纤维包覆线的用途,用于制备防切割手套内胆或用于制备防切割面料。所述制备防切割手套内胆是在7g/10g/13g/15g/18g手套编织机上进行编织,制成具有耐切割性能的手套内胆;所述制备防切割面料是指:在针织或机织机上织造耐切割机织物面料,所制备的防切割手套内胆或防切割面料的耐切割性能采用en388标准进行测试,耐切割等级可达b级以上。其中,7g/10g/13g/15g/18g代表7针、10针、13针、15针、18针的手套编织机;如表1所示,利用本发明方法制备的无机非金属纤维包覆线织造的产品的耐切割等级可达到en388,b、c、d级。
73.实施例1
74.一种无机非金属纤维增强单丝,包括芯丝和经过浸渍处理包覆在所述芯丝外部的高聚物层,所述芯丝的细度为200d,所述无机非金属纤维增强单丝的直径为0.10mm,所述的芯丝为玻璃纤维的长丝,所述的外部高聚物层为水性聚氨酯树脂层。
75.该增强单丝的制备方法具体包括以下步骤:
76.步骤1,长丝退绕,将200d的无机非金属纤维长丝通过退绕辊主动退绕,退绕的线速度为20米/分钟;
77.步骤2,长丝清洗,经过步骤1退绕后的无机非金属纤维长丝输送进入清洗池,利用温度为60℃的热水清洗长丝表面,离开液面后用挤压辊去除表面附着水;
78.步骤3,长丝烘干,将步骤2中清洗过的长丝输送至烘箱进行烘干,烘箱温度为160℃,烘燥时间为60秒;
79.步骤4,长丝浸渍处理,将经上一步骤处理后的长丝输送入浸胶池,浸胶池中装有水性聚氨酯乳液,所述的水性聚氨酯乳液的质量浓度为50%,浸渍处理时间为0.4秒;
80.步骤5,将步骤4中浸渍处理好的长丝通过张力轮向上送入规形孔,规形孔的形状为为圆形或近似圆形,孔径为0.15mm。
81.步骤6,预烘,将步骤5中得到的规形后的长丝进行预烘,温度100℃,预烘时间60秒;
82.步骤7,烘干,将步骤6预烘后的长丝送入烘箱,温度160℃,处理时间60秒;
83.步骤8,冷却,将步骤7中经过烘干后的长丝用冷风喷嘴进行快速冷却,冷风速度1米/秒,冷却温度20℃。
84.步骤9,将步骤8中冷却后的长丝通过卷绕辊卷绕成型。
85.利用上述无机非金属纤维增强单丝制备的包覆线,包括芯部和包覆在芯部外的包覆层,所述芯部包括所述无机非金属纤维增强单丝,且同时包括超高分子量聚乙烯长丝,所
述芯部的所述单丝及所述长丝平行排列,所述高分子量聚乙烯长丝细度为50d。
86.所述包覆层包括包覆内层和包覆外层,所述包覆内层采用短纤维纱线进行包覆,所述包覆外层采用长丝进行包覆;所述包覆内层采用的短纤维纱线为涤纶,线密度为10英支,捻系数为240,所述包覆内层的包覆捻向为s捻,包覆捻度400捻/米;
87.所述包覆外层采用的长丝为涤纶长丝;所述涤纶长丝的线密度为50d,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度400捻/米。
88.制备上述包覆线的方法,具体按照以下步骤实施:
89.步骤i,喂入芯部,所述芯部包括所述无机非金属纤维单丝,且同时包括超高分子量聚乙烯长丝,将所述芯部的所述单丝及所述长丝一起平行喂入;
90.步骤ii,进行内层包覆,将涤纶作为包覆内层对芯部进行内层包覆;
91.步骤iii,进行外层包覆,将步骤ii中进行内层包覆后的纱线采用涤纶长丝进行外层包覆,即制得所述包覆线。
92.所述的步骤i中,所述的超高分子量聚乙烯纤维或高强低伸涤纶纤维的细度为50d;所述步骤ii中,所述纯纺纱或混纺纱的线密度均为10英支,捻系数均为240;所述步骤iii中,所述涤纶长丝的线密度均为50d。
93.所述的步骤ii中,所述包覆内层的包覆捻向为s捻,包覆捻度400捻/米;所述步骤iii中,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度400捻/米。
94.一种上述无机非金属纤维包覆线的用途,用于制备防切割手套内胆或用于制备防切割面料。所述制备防切割手套内胆是在13g手套编织机上进行编织,制成具有耐切割性能的手套内胆;所述制备防切割面料是指:在针织或机织机上织造耐切割机织物面料,所制备的防切割手套内胆或防切割面料的耐切割性能采用en388标准进行测试,耐切割等级可达b级以上。其中,13g代表13针的手套编织机;如表1所示,利用本发明方法制备的无机非金属纤维包覆线织造的产品的耐切割等级可达到en388,b、c、d级。
95.实施例2
96.一种无机非金属纤维增强单丝,包括芯丝和经过浸渍处理包覆在所述芯丝外部的高聚物层,所述芯丝的细度为100d,所述无机非金属纤维增强单丝的直径为0.06mm,所述的芯丝为玻璃纤维的长丝,所述的外部高聚物层为水性聚氨酯树脂层。
97.该增强单丝的制备方法整体步骤与实施例1基本相同,其中不同的相关工艺参数如下:
98.步骤1中退绕的线速度为10米/分钟;
99.步骤2中清洗时选用温度为50℃的热水
100.步骤3中烘箱温度为120℃,烘燥时间为45秒;
101.步骤4中长丝浸渍处理时,水性聚氨酯乳液的质量浓度为30%,浸渍处理时间为0.2秒;
102.步骤5中规形孔的形状为为圆形,孔径为0.05mm,
103.步骤6中预烘温度80℃,预烘时间45秒;
104.步骤7,烘干温度120℃,处理时间45秒;
105.步骤8,冷却,将步骤7中经过烘干后的长丝用冷风喷嘴进行快速冷却,冷风速度0.8米/秒,冷却温度10℃。
106.利用上述无机非金属纤维增强单丝制备的包覆线,其特征基本与实施例1相同,部分不同的参数如下:所述芯部包括所述无机非金属纤维增强单丝和高强低伸涤纶长丝,所述所述高强低伸涤纶长丝细度均为400d。
107.所述包覆内层采用的短纤维纱线为锦纶,线密度为40英支,捻系数均为320,所述包覆内层的包覆捻向为z捻,包覆捻度1200捻/米;
108.所述包覆外层采用的长丝为锦纶长丝;所述锦纶长丝的线密度均为150d,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度1200捻/米。
109.制备上述包覆线的方法,具体按照以下步骤实施:
110.步骤i,中芯部包括高强低伸涤纶长丝,所述高强低伸涤纶纤维的细度为400d
111.步骤ii,进行内层包覆,将锦纶短纤纱作为包覆内层对芯部进行内层包覆;所述锦纶短纤纱的线密度均为40英支;捻系数均为240-320,捻向为z捻,包覆捻度1200捻/米
112.步骤iii,进行外层包覆,将步骤ii中进行内层包覆后的纱线采用锦纶长丝进行外层包覆,所述锦纶长丝的线密度均为150d,捻向与包覆内层的捻向相反,包覆捻度1200捻/米即制得所述包覆线。
113.实施例3
114.一种无机非金属纤维增强单丝,包括芯丝和经过浸渍处理包覆在所述芯丝外部的高聚物层,所述芯丝的细度为50d,所述无机非金属纤维增强单丝的直径为0.02mm,所述的芯丝为玻璃纤维的长丝,所述的外部高聚物层为水性聚氨酯树脂层。
115.该增强单丝的制备方法整体步骤与实施例基本相同,其中不同的相关工艺参数如下:
116.步骤1中退绕的线速度为4米/分钟;
117.步骤2中清洗时选用温度为40℃的热水
118.步骤3中烘箱温度为100℃,烘燥时间为30秒;
119.步骤4中长丝浸渍处理时,水性聚氨酯乳液的质量浓度为20%,浸渍处理时间为0.06秒;
120.步骤5中规形孔的形状为为圆形,孔径为0.03mm,
121.步骤6中预烘温度60℃,预烘时间30秒;
122.步骤7,烘干温度100℃,处理时间30秒;
123.步骤8,冷却,将步骤7中经过烘干后的长丝用冷风喷嘴进行快速冷却,冷风速度0.5米/秒,冷却温度5℃。
124.利用上述无机非金属纤维增强单丝制备的包覆线,其特征基本与实施例1相同,部分不同的参数如下:所述芯部包括所述无机非金属纤维增强单丝和高强低伸涤纶长丝,所述所述高强低伸涤纶长丝细度均为200d。
125.所述包覆内层采用的短纤维纱线为锦纶和腈纶混纺短纤维纱,线密度为20英支,捻系数为280,所述包覆内层的包覆捻向为z捻,包覆捻度800捻/米;
126.所述包覆外层采用的长丝为锦纶长丝;所述锦纶长丝的线密度均为100d,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度800捻/米。
127.制备上述包覆线的方法,具体按照以下步骤实施:
128.步骤i,中芯部包括高强低伸涤纶长丝,所述高强低伸涤纶纤维的细度为200d
129.步骤ii,进行内层包覆,将锦纶和腈纶混纺短纤维纱作为包覆内层对芯部进行内层包覆;所述锦纶和腈纶混纺短纤维纱的线密度均为20英支;捻系数均为280,捻向为z捻,包覆捻度800捻/米
130.步骤iii,进行外层包覆,将步骤ii中进行内层包覆后的纱线采用锦纶长丝进行外层包覆,所述锦纶长丝的线密度均为100d,捻向与包覆内层的捻向相反,包覆捻度800捻/米即制得所述包覆线。
131.实施例4
132.一种无机非金属纤维增强单丝,包括芯丝和经过浸渍处理包覆在所述芯丝外部的高聚物层,所述芯丝的细度为100d,所述无机非金属纤维增强单丝的直径为0.06mm,所述的芯丝为玄武岩纤维的长丝,所述的外部高聚物层为水性聚氨酯树脂层。
133.该增强单丝的制备方法整体步骤与实施例1基本相同,其中不同的相关工艺参数如下:
134.步骤1中退绕的线速度为15米/分钟;
135.步骤2中清洗时选用温度为45℃的热水
136.步骤3中烘箱温度为130℃,烘燥时间为50秒;
137.将烘干后的长丝进行浸渍溶胶的步骤,将经过烘干的清洗过的长丝输送入溶胶池14,所述溶胶池14盛有硅溶胶或铝溶胶,所述硅溶胶或铝溶胶的浓度为20%,浸渍处理时间为0.06秒。
138.步骤4中长丝浸渍处理时,水性聚氨酯乳液的质量浓度为30%,浸渍处理时间为0.2秒;
139.步骤5中规形孔的形状为为圆形,孔径为0.1mm,
140.步骤6中预烘温度90℃,预烘时间50秒;
141.步骤7,烘干温度130℃,处理时间50秒;
142.步骤8,冷却,将步骤7中经过烘干后的长丝用冷风喷嘴进行快速冷却,冷风速度0.7米/秒,冷却温度15℃。
143.利用上述无机非金属纤维增强单丝制备的包覆线,其特征基本与实施例3相同,部分不同的参数如下:所述包覆内层采用的短纤维纱线为腈纶短纤纱,线密度为30英支,捻系数均为320,所述包覆内层的包覆捻向为z捻,包覆捻度1000捻/米;
144.所述包覆外层采用的长丝为锦纶长丝;所述锦纶长丝的线密度均为150d,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度1000捻/米。
145.制备上述包覆线的方法,具体按照以下步骤实施:
146.步骤i,中芯部包括高强低伸涤纶长丝,所述高强低伸涤纶纤维的细度为400d
147.步骤ii,进行内层包覆,将腈纶短纤纱作为包覆内层对芯部进行内层包覆;所述短纤纱的线密度均为30英支;捻系数均为320,捻向为z捻,包覆捻度1000捻/米
148.步骤iii,进行外层包覆,将步骤ii中进行内层包覆后的纱线采用锦纶长丝进行外层包覆,所述锦纶长丝的线密度均为150d,捻向与包覆内层的捻向相反,包覆捻度1000捻/米即制得所述包覆线。
149.实施例5
150.一种无机非金属纤维增强单丝,包括芯丝和经过浸渍处理包覆在所述芯丝外部的
高聚物层,所述芯丝的细度为100d,所述无机非金属纤维增强单丝的直径为0.06mm,所述的芯丝为玄武岩纤维的长丝,所述的外部高聚物层为水性聚氨酯树脂层。
151.该增强单丝的制备方法整体步骤与实施例4基本相同,其中不同的相关工艺参数如下:
152.将烘干后的长丝进行浸渍溶胶的步骤,将经过烘干的清洗过的长丝输送入溶胶池14,所述溶胶池14盛有硅溶胶或铝溶胶,所述硅溶胶或铝溶胶的浓度为50%,浸渍处理时间为0.4秒。
153.利用上述无机非金属纤维增强单丝制备的包覆线,其特征基本与实施例3相同,部分不同的参数如下:所述包覆内层采用的短纤维纱线为涤纶和棉的混纺短纤纱,线密度为30英支,捻系数均为320,所述包覆内层的包覆捻向为z捻,包覆捻度1000捻/米;
154.所述包覆外层采用的长丝为锦纶长丝;所述锦纶长丝的线密度均为150d,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度1000捻/米。
155.制备上述包覆线的方法,具体按照以下步骤实施:
156.步骤i,中芯部包括高强低伸涤纶长丝,所述高强低伸涤纶纤维的细度为400d
157.步骤ii,进行内层包覆,将涤纶和棉的混纺短纤纱作为包覆内层对芯部进行内层包覆;所述涤纶和棉的混纺短纤纱的线密度均为30英支;捻系数均为320,捻向为z捻,包覆捻度1000捻/米
158.步骤iii,进行外层包覆,将步骤ii中进行内层包覆后的纱线采用锦纶长丝进行外层包覆,所述锦纶长丝的线密度均为150d,捻向与包覆内层的捻向相反,包覆捻度1000捻/米即制得所述包覆线。
159.实施例6
160.一种无机非金属纤维增强单丝,包括芯丝和经过浸渍处理包覆在所述芯丝外部的高聚物层,所述芯丝的细度为100d,所述无机非金属纤维增强单丝的直径为0.06mm,所述的芯丝为玄武岩纤维的长丝,所述的外部高聚物层为水性聚氨酯树脂层。
161.该增强单丝的制备方法整体步骤与实施例4基本相同,其中不同的相关工艺参数如下:
162.将烘干后的长丝进行浸渍溶胶的步骤,将经过烘干的清洗过的长丝输送入溶胶池14,所述溶胶池14盛有硅溶胶或铝溶胶,所述硅溶胶或铝溶胶的浓度为30%,浸渍处理时间为0.2秒。
163.利用上述无机非金属纤维增强单丝制备的包覆线,其特征基本与实施例3相同,部分不同的参数如下:所述包覆内层采用的短纤维纱线为涤纶和高强pva的混纺短纤纱,线密度为30英支,捻系数均为320,所述包覆内层的包覆捻向为z捻,包覆捻度1000捻/米;
164.所述包覆外层采用的长丝为锦纶长丝;所述锦纶长丝的线密度均为150d,所述包覆外层的捻向与所述包覆内层的捻向相反,包覆捻度1000捻/米。
165.制备上述包覆线的方法,具体按照以下步骤实施:
166.步骤i,中芯部包括超高分子量聚乙烯纤维,所述超高分子量聚乙烯纤维的细度为400d
167.步骤ii,进行内层包覆,将涤纶和高强pva的混纺短纤纱作为包覆内层对芯部进行内层包覆;所述涤纶和高强pva的混纺短纤纱的线密度均为30英支;捻系数均为320,捻向为
z捻,包覆捻度1000捻/米
168.步骤iii,进行外层包覆,将步骤ii中进行内层包覆后的纱线采用锦纶长丝进行外层包覆,所述锦纶长丝的线密度均为150d,捻向与包覆内层的捻向相反,包覆捻度1000捻/米即制得所述包覆线。
169.在其它一些实施例中,包覆内层采用的短纤维纱线的种类不限于上述实施例中提及的几种,例如可以替换为涤纶、锦纶、腈纶、棉、超高分子量聚乙烯或高强pva中的一种纯纺纱或任意两种以上的混纺纱。
170.在本发明的其它一些实施例中,所述的编织针密参数不限于实施例1中给出的13g,也可选用7g/10g/15g/18g。
171.本发明的无机一种无机非金属纤维增强单丝、包覆线及其制备方法和用途,首先通过将无机非金属纤维长丝在水性聚氨酯乳液中进行浸渍处理,使其表面形成胶膜层,一方面防止无机非金属纤维长丝直接的摩擦导致断裂,从而减少无机非金属纤维断裂后产生的毛刺,另一方面长丝内部也有一定量的水性聚氨酯乳液浸入,使得无机非金属纤维长丝的韧性有一定的提升。本发明另一个优选的技术方案中,在进行水性聚氨酯乳液浸渍前,先进行硅溶胶或铝溶胶的浸渍处理,这样的处理中,硅溶胶和铝溶胶会在纤维的表面成膜,同时,并且能进入到纤维之间的间隙中,能进一步增强长丝的耐切割性能。
172.利用经过处理后的无机非金属纤维增强单丝,配合超高分子量聚乙烯长丝和/或高强低伸涤纶长丝,作为芯丝制备包覆线,一方面,两种芯丝具有很高的强度和韧性,有很好的耐切割性能,另一方面采用包覆的形式生产出包覆线,避免了无机非金属纤维与使用者的直接接触,通过外部的包覆层,改善了穿戴的舒适性,优选的采用双层包覆,内层包覆使用短纤维纱,与芯丝能更好的包缠,更加紧密的将芯丝包裹,而外层采用化纤长丝进行包覆,改善了短纤维纱毛羽多的问题,使纱线表面整体光滑,同时长丝在外部的包缠,因为化学纤维整体强度比短纤纱更好,在使用过程中,更进一步的改善了耐用性。
173.如表1所示,提供了以100d、200d普通玻璃纤维和玄武岩纤维为代表的无机纤维,以及100d、200d普通玻璃纤维或玄武岩纤维依据本发明单丝制备方法得到的玻璃纤维增强单丝或玄武岩增强纤维单丝,在同等工艺及参数下分别与400d超高分子量聚乙烯共同作为芯丝内包40s涤纶纱,得到的包覆线按照编织针密13/英寸织造的针织物的耐切割测试结果;在本试验中对于增强单丝的制备采用的聚合物为水性聚氨酯树脂,采用的溶胶为硅溶胶,无机非金属纤维以玻璃纤维和玄武岩纤维为代表例,当然在本发明中的无机非金属纤维也可以为碳纤维、硼纤维等其它无机非金属长丝。
174.其中,如表1中1-3项所示,第1项为100d普通玻璃纤维长丝与400d超高分子量聚乙烯长丝作为芯丝制备的包覆线并织造的针织面料,其耐切割等级可以达到b级;第2项为100d玻璃纤维依据本发明单丝制备方法得到的增强单丝与400d超高分子量聚乙烯长丝作为芯丝按照相同工艺及参数制备的包覆线并织造的针织面料,其耐切割等级可以达到b级;第3项为100d玄武岩纤维依据本发明单丝制备方法得到的增强单丝与400d超高分子量聚乙烯长丝作为芯丝按照相同工艺及参数制备的包覆线并织造的针织面料,其耐切割等级可以达到c级,这也说明了以玄武岩纤维的耐切割性能优于玻璃纤维,另外将表1中的第1项、第4项、第7项分别与第2项、第5项及第8项对比,可以看其最终得到的针织面料的耐切割性能略低于采用普通无机纤维针织面料的情况,但其耐切割等级处于同一等级,但经测试其产品
发现,相对于第1项、第4项、第7项,具有很好的穿戴舒适性,解决了虽然耐切割但容易产生刺痒感的技术问题。
175.对表1中第4~6项的测试结果进行对比,可以看出,在采用相同细度的玻璃纤维作为原料的情况下,当采用水性聚氨酯乳液浸渍处理后得到的增强单丝来制备包覆线时,能够保持与普通玻璃纤维进行同样包覆及织造工艺得到的针织物同等级的耐切割性能,但解决了玻璃纤维长丝摩擦导致断裂,接触人体产生刺痒感的问题,改善了其织造产品的穿戴舒适性。进一步如第6项所示,如果同时采用硅溶胶浸渍和水性聚氨酯乳液浸渍处理后,产品的切割等级从c级提升至d级,上升一个耐切割等级,提升了产品的耐切割性能。
176.同理,对表1中第7~9项的测试结果进行对比,可以看出,在采用相同细度的玄武岩纤维作为原料的情况下,当采用水性聚氨酯乳液浸渍处理后得到的增强单丝来制备包覆线时,能够保持与普通玻璃纤维进行同样包覆及织造工艺得到的针织物同等级的耐切割性能,但解决了玻璃纤维长丝摩擦导致断裂,接触人体产生刺痒感的问题,改善了其织造产品的穿戴舒适性。进一步如第9项所示,如果同时采用硅溶胶浸渍和水性聚氨酯乳液浸渍处理后,产品的切割等级从c级提升至d级,上升一个耐切割等级,提升了产品的耐切割性能。
177.另外,从上述试验中可以看出经过水性聚氨酯乳液浸渍处理后得到的玻璃纤维增强单丝或玄武岩纤维单丝制备的包覆线针织物其相对普通玻璃纤维或玄武岩纤维包覆线针织物的耐切割性能均略有下降(但仍处于同一耐切割等级),这是由于当刀口压到织物的纱线表面时,纱线首先受到挤压,该增强单丝的压缩变形不如普通无机纤维复丝快,接触刀口部分的纤维容易被压断而出现切割力略有下降的现象;但申请人试验中出乎意料的发现,当该无机非金属纤维在经过水性聚合物溶液浸渍前,先经过溶胶例如硅溶胶或铝溶胶浸渍后制备的无机纤维增强单丝的耐切割性能大大提高,例如相同工艺条件下采用该单丝的包覆线制备的针织物的耐切割性已显著提高,这是由于无机非金属纤维在经过硅溶胶或铝溶胶浸渍时会有大量的硅粒子或铝粒子进入无机非金属纤维的间隙中且在纤维表面成溶胶膜,硅粒子或铝粒子增强了无机非金属纤维的耐切割性能。
178.表1利用无机非金属纤维包覆线制备的产品耐切割性能测试结果
[0179][0180]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。