1.本发明涉及一种用于防爆的防火过滤器(flammenschutzfilter)。
背景技术:
2.由ep 2 260 906 a1已知一种火焰拦阻布置结构,所述火焰拦阻布置结构具有至少两个火焰拦阻嵌入件和在其之间的中间层,该中间层实现对从一个火焰拦阻嵌入件中流出的基本上朝着第二火焰拦阻嵌入件方向流动的气体进行径向分配。
3.de 10 2014 116 149 a1描述了一种防火过滤器,其具有由彼此相继的交织的过滤层构成的布置结构。过滤层的开口的开口宽度不同于随后的过滤层的开口的开口宽度。
4.de 10 2017 112 162 a1描述一种防火过滤器,其具有一定数量的织物层,所述织物层具有带有网孔的中间层,其具有中间层开口的网孔宽度,中间层开口的网孔宽度大于织物层的网孔的大小。
技术实现要素:
5.可以视作为本发明的目的的是,给出一种用于防火过滤器的改进的方案。尤其是存在对如下泄压体的需求,在所述泄压体中到泄压体中的热输入分配到大的面上,并且由此用于减压的泄压体的效果增大。
6.所述目的借助根据权利要求1所述的防火过滤器,根据权利要求17所述的泄压装置以及根据权利要求18所述的用于制造格栅结构的方法来实现:根据本发明的防火过滤器具有格栅结构。根据本发明的格栅结构确定格栅开口,所述格栅开口由彼此相交的筘条区段(或插片区段,即stegabschnitt)限界,所述筘条区段优选横向于,例如垂直于泄压体的通流方向布置并且/或者根据本发明的格栅结构通过铺设部形成。
7.筘条区段可以是直线的或弯曲的。筘条区段优选是条状和/或棒状的。由相交的筘条区段限界的格栅开口可以是多边形,优选矩形,尤其是正方形。备选地,例如可行的是,相交的筘条区段限界圆形的或椭圆形的格栅开口。相交的筘条区段可以形成孔格栅,例如孔钣金(或孔板材,即lochblech),所述孔格栅例如具有圆形的和/或椭圆形的格栅开口。备选地,孔箔可以具有相交的筘条区段,所述筘条区段例如限界圆形的和/或椭圆形的格栅开口。
8.备选地或附加地形成的铺设部是由至少两个分别带有沿一个方向伸延的直线的或弯曲的筘条的铺层构成的面构成物。筘条可以尤其是条状和/或棒状的。铺设部可以是双向或多向的。各所述方向彼此横向、例如垂直取向并且横向于、尤其是垂直于防火过滤器的通流方向。
9.通过根据本发明的防火过滤器的格栅结构形成通流通道或隔板(blende)。通过过滤器的流动被划分成子流动。这可以导致到防火过滤器中的热输入分配在更大的面上。由此可以改善防火过滤器的效果。
10.在各实施形式中,防火过滤器可以由至少两个不直接相互连接的层的布置结构形成。这些层形成防火过滤器布置结构。层中的一个或多个层可以是单铺层的或由至少两个相互直接连接的铺层组成。
11.防火过滤器的两个或更多层可以彼此邻接或贴靠地布置,其中,各层可以直接固定在彼此处或可以不直接固定在彼此处。格栅结构可以形成一个层,该层直接与一个层邻接或布置成贴靠在一个层处,所述层单独或如有可能与另外的层一起确保防火过滤器布置结构的防点燃击穿性。备选地,格栅结构可以与确保防点燃击穿性的层间隔开。
12.防火过滤器的层可以形成防火过滤体。所述层可以为此目的相互连接。所述层可以例如相互烧结、粘接、焊接或以其他方式、尤其是材料配合地相互连接。例如,格栅结构可以形成如下层或属于如下层,所述层与另外的层连接。在其他实施形式中,格栅结构可以形成如下层或属于如下层,所述层与相邻的层分开。尤其地,这样的不与相邻的层连接的层也可以称为防火过滤器布置结构的平面。
13.防火过滤器可以单独或与另外的元件形成泄压体,所述泄压体用于尤其是按照防护等级抗压封装的用于电运行器件的防爆壳体。借助于格栅结构可以将泄压流动划分成子流动,由此将到泄压体中的热输入分配到更大的面上并且由此增大用于减压的泄压体的效果。根据本发明的防火过滤器(其形成用于防爆壳体的泄压体)的另一优点是,可以省却壳体的附加的耗费的加工。因为格栅结构是防火过滤器和由此泄压体的一部分。因此不需要,将子开口或格栅筘条加工到防爆壳体的壁中。
14.格栅结构形成防火过滤器的至少一个层。防火过滤器可以具有至少一个另外的层。至少一个或所有所述另外的层可以通过在此描述的根据本发明的格栅结构形成。相应地,一个或每个另外的层可以具有格栅结构,所述格栅结构确定如下格栅开口,所述格栅开口由彼此相交的筘条区段限界,并且/或者,其中格栅结构通过铺设部形成。备选地或附加地,根据本发明的防火过滤器可以具有一定数量的织物层。
15.根据本发明的格栅结构可以形成在两个另外的层之间的另外的层。备选地或附加地,根据本发明的格栅结构可以在另外的层的布置结构的逆着流动方向取向的侧面处形成端部层或在另外的层的布置结构的沿流动方向指向的侧面处形成端部层。如果防火过滤器形成抗压的壳体的泄压体,流动方向优选从壳体的内部空间向外。
16.具有由彼此相交的筘条区段限界的格栅开口的根据本发明的防火过滤器的实施形式具有例如至少一层钣金或箔,其带有大量形成格栅开口的开口。所述开口可以通过从钣金材料或箔材料分离出区段来制造。格栅结构可以通过一个或多个这样的层形成。在多个层的情况下,开口优选彼此相叠置,从而相互连接的或不连接的层形成通道或隔板开口作为格栅开口,其垂直穿越层的布置结构。
17.独立于具有相交的筘条区段(所述筘条区段限界开口)的格栅结构的实施形式,筘条区段本身优选没有开口。
18.格栅结构可以尤其是通过格栅结构的裁切(冲裁)和/或激光切割由箔或钣金制造。在此,格栅开口面分别在材料损失的情况下由箔或钣金切割出。在此,一个或多个切割线引入到材料中,并且切割剩余部分或冲裁剩余部分(所述切割剩余部分或冲裁剩余部分优选是箔区段形的或钣金区段形的并且/或者具有与薄片形状不同的形状)在这一个或多个冲裁线或切割线内移除,以便在钣金或箔中形成格栅开口。格栅结构优选不通过穿孔制
造,其中,箔或钣金借助于激光、电子束或机械钻孔器钻穿。格栅结构可以通过拉伸格栅形成。所述拉伸格栅(streckgitter)可以由金属
‑
那么也称为拉伸金属
‑
或塑料构成。为了制造拉伸格栅或拉伸金属通过错开的切口,优选基本上在没有材料损失的情况下,在拉伸变形下产生网孔(格栅开口)。
19.备选地或附加地,根据本发明的格栅结构可以通过铺设条、尤其是箔条或钣金条来制造。
20.如果格栅结构通过铺设部形成,则每个铺层优选仅通过沿一个方向伸延的筘条形成。第一方向的筘条优选要么在第二方向的筘条布置结构上方要么在其下方伸延(在防火过滤器的相应的如有可能假想的取向的情况下)。优选不发生交替。
21.相对于织物,在该织物中通过网孔形成格栅开口,其中,在两个相邻的网孔之间布置有唯一的长形的经编元件或长形的纬编元件,在具有相交的筘条区段的格栅结构或形成铺设部的格栅结构的情况下筘条的长度在格栅结构尺寸相同的情况下可以小于在织物情况下的筘条长度,在织物的情况下每个“纱线”都具有波状的结构,以便交替地在横向伸延的棒或纱线上方或下方伸延。由此改善格栅结构相对于织物的导热性。
22.另外的层(所述另外的层在实施形式中可以附加于格栅结构存在)可以具有如下开口,所述开口的开口面积在一个开口面积范围中确定。格栅结构的格栅开口的开口面积优选是在开口面积范围内的最大开口面积的多倍,优选至少十倍或至少三十倍或甚至至少百倍。
23.在实施形式中,格栅结构可以至少区段式地具有织物,织物具有网孔宽度处于第一网孔宽度范围中的网孔和网孔宽度处于第二网孔宽度范围中的网孔,其中,第二网孔宽度范围中的每个网孔宽度大于第一网孔宽度范围中的最大网孔宽度。具有在第二网孔宽度范围中的网孔宽度的网孔形成格栅开口。格栅开口可以具有统一的网孔宽度。由多个长形的经编元件或纬编元件构成的布置结构在相邻的格栅开口之间伸延。所述经编元件或纬编元件与横向于其伸延的纬编元件或经编元件交织。优选以这样的方式,使得长形的纬编元件或经编元件在所述布置结构内在两个格栅开口之间单个地或成组地交替地处于单个的或成组的横向于此伸延的经编元件或纬编元件之上和之下。
24.第二网孔宽度范围中的网孔宽度优选是第一网孔宽度范围中的最大网孔宽度的至少五倍或甚至至少十倍。相应地,格栅结构可以是交织的,其中,在相邻的经纱和相邻的纬纱之间隔开有规律的或无规律的间距的情况下,从第二网孔宽度范围中选择间距,其中,格栅结构的筘条由长形的经编元件或长形的纬编元件形成,其在彼此之间限界具有来自第一网孔宽度范围的网孔宽度的网孔。筘条是在经编元件平面和和纬编元件平面上相互交织的、分别包含多个经编元件或多个纬编元件的优选条状的构成物。经编元件和纬编元件可以尤其是由金属或塑料构成的线材或条。尤其是网孔宽度零可以属于第一网孔宽度范围。形成具有来自第一网孔宽度范围的网孔宽度的网孔的经编元件和纬编元件因此可以形成零网孔。经编元件和/或纬编元件可以例如是线材状,纱线状和/或条状。
25.在实施形式中,格栅结构可以通过压缩用于防火过滤器的材料或防火过滤器的半成品而产生,其中,材料或半成品压缩所在的部位形成格栅结构的筘条。
26.所述压缩可以通过机械变形实现。备选地,所述压缩可以通过将一种物质引入到防火过滤器的材料或半成品的一个或多个层中而实现。所述压缩可以在一侧在防火过滤器
的材料或半成品的面向流动的侧面上进行或在防火过滤器的材料或防火过滤器的半成品的朝向流动方向的侧面上进行或在两侧进行。
27.通过压缩和/或通过机械变形可以产生防火过滤器的结构,其中防火过滤器的在筘条区段处测量的厚度小于在格栅结构的格栅开口中测量的厚度。
28.面向流动的侧面和/或背离流动的侧面可以具有带有如下周期的波结构,该周期相应于格栅结构的开口宽度。通过压缩可以在形成筘条区段的被压缩的部位之间构造枕状的区域,在所述枕状的区域中所述层更少地被压缩。
29.备选地或附加地,格栅结构的筘条区段可以通过使物质在载体上固化制造。载体可以是过滤体的材料,过滤体的半成品或辅助载体,其为了制造防火过滤器而在后期的方法步骤中移除。所述物质可以例如是硅酮粘接剂或金属。经固化的物质可以例如是焊道(schweissraupe)。筘条区段可以通过增材制造工艺形成。在实施形式中,筘条区段可以例如通过焊接和/或通过激光施覆焊接产生。
30.筘条区段可以阻隔气体直接穿过防火过滤器的层的开口。物质可以封闭防火过滤器的层的开口。
31.在实施形式中可行的是,所述层在格栅结构的每个格栅开口面沿通流方向的投影内没有用于连接所述层的连接部位。换言之,通过格栅开口面沿通流方向的假想的移动所穿过或所穿越的空间优选没有用于连接所述层的连接部位。
32.利用根据本发明的用于制造格栅结构的方法可以例如制造根据本发明的防火过滤器,如在此所描述的那样。根据本发明可以为了制造格栅结构使物质在载体上,尤其是在防火过滤器的材料或半成品上固化。备选地或附加地,用于防火过滤器的材料或防火过滤器的半成品可以在总体上限定格栅的部位处
‑
例如通过材料或半成品的机械变形
‑
压缩,以便形成格栅结构。
附图说明
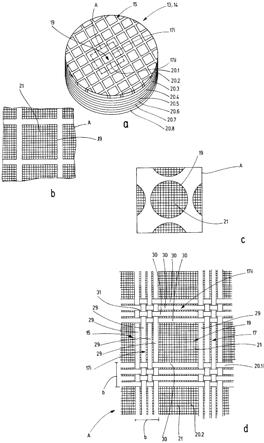
33.根据本发明的防火过滤器,泄压体以及方法的另外的有利的特征和实施形式由从属权利要求、下面的描述以及附图得出。其中:图1示出具有两个泄压装置的打开的且此外防爆的壳体的实施例的透视图,所述泄压装置各具有一个根据本发明的防火过滤器,图2a示出根据本发明的防火过滤器的实施例的透视图,图2b示出根据图2a的防火过滤器的局部俯视图,图2c示出根据另一个实施例的防火过滤器的局部俯视图,图2d示出根据还另一个实施例的防火过滤器的局部俯视图,图3示出根据本发明的防火过滤器的另一个实施例的透视图,图4a示出穿过根据本发明的防火过滤器的还另一个实施例的剖面图,其中,通流方向处于剖切平面中,图4b示出根据图4a的防火过滤器的局部俯视图,图5示出根据本发明的防火过滤器的第四实施形式的示例的半成品的透视图。
具体实施方式
34.根据本发明的防爆壳体的实施形式按照防护等级“抗压封装”是防爆的。根据本发明的壳体可以具有一个或多个泄压装置,所述泄压装置各具有至少一个根据本发明的防火过滤器。
35.图1示出这样的防爆壳体10的一个实施例,其中盖部被移除。壳体10确定内部空间11。壳体10具有两个泄压开口12a,12b。这些泄压开口利用各具有至少一个根据本发明的防火过滤器14a,14b的泄压体13a,13b防点燃击穿地封闭。通过防火过滤器14a,14b的气体交换原则上是可行的,例如以便在壳体10的内部空间11及其周围环境之间建立压力平衡。但在壳体10的内部空间11中发生爆炸情况下气体或颗粒由于防火过滤器14a或14b只能冷却到如此程度地离开壳体10,使得气体或颗粒不能点燃壳体10外部的气氛。在所示出的实施例中,防火过滤器14a如此布置在第一泄压体13a中,使得用于将泄压开口12a划分成多个子开口16的根据本发明的格栅结构15a面向防爆壳体10的内部空间11。在第一泄压体13a的情况下,格栅结构15a相应地在防火过滤器14a的至少一个另外的层之前被穿流。相同情况也适用于第二泄压体13b的防火过滤器14b,该防火过滤器的格栅结构在图1中所示的视图中被防火过滤器14b的至少一个另外的层覆盖。备选地,防火过滤器14a,14b中的至少一个防火过滤器可以如此定向,使得根据本发明的格栅结构向外指向,从而在气体流动通过第二泄压装置的防火过滤器的至少一个附加的层之后穿流格栅结构。在还另一个实施例中,格栅结构可以形成在防火过滤器的至少两个另外的层之间的中间层(未示出)。
36.在每种情况下,每个泄压体13a,13b将壳体10中的相应的泄压开口12a,12b划分成子开口16。
37.将泄压开口12a,12b划分成子开口16通过格栅结构15a的筘条区段17(参见例如图2a)而实现。由于筘条区段不是壳体10的限界泄压开口12a或12b的壁18的一件式的组成部分,因此不需要耗费地加工壳体壁18以用于制造用于分配热输入和/或气体穿流的格栅结构15a。而是足以在壳体10的壁18中形成具有连通的开口面的泄压开口12a,12b,所述泄压开口通过借助于泄压体13a或13b防点燃击穿地封闭泄压开口12a或12b才划分成子开口16。
38.利用通过筘条区段17产生的格栅结构15a,从壳体10的内部空间11向外的泄压流动被划分成子流动,由此进入到泄压体13a中的热输入(相应情况适用于泄压体13b)分配到更大的面上并且由此增大用于减压的泄压体13a的效果。
39.在实施形式中,格栅结构15的格栅开口可以由彼此相交的筘条区段17i,17ii限界。筘条区段17i,17ii横向于,优选垂直于泄压体13a,13b的通流方向d布置。筘条区段17i,17ii可以是直线的或弯曲的。筘条区段17i,17ii可以是棒状的。筘条区段17i,17ii可以形成孔格栅。优选地,筘条区段17i,17ii在共同的平面中延伸。格栅结构15a优选是平面的并且/或者相交的筘条区段17i,17ii处于一个平面中。
40.有规律的格栅结构15a(其由相交的筘条区段17i,17ii形成)示例性地在图2中以透视图示出。在下文省略标注a或b,因为第一防火过滤器14a和/或第二防火过滤器可以例如根据下面描述的实施形式之一实施。在图2中所示出的格栅结构15具有矩形的、在此正方形的格栅开口19,所述格栅开口形成泄压开口12的子开口17。格栅开口19(除了在格栅结构15边缘处的格栅开口以外)优选具有相同的面积。格栅结构15在图2中作为防火过滤器14的端部铺层或端部层示出,所述端部铺层或端部层要么从壳体10的内部空间11面向气体流动
方向d要么沿气体流动方向d从内部空间11向外指向。但备选地或附加地也可行的是,由具有彼此相交的筘条区段17i,17ii形成的格栅开口19的格栅结构15形成中间层。
41.格栅结构15的外轮廓在所示出的实施形式中是圆形的。但格栅结构15也可以是多边形或多角形的,例如矩形或正方形的。优选地,外轮廓的形状在几何结构上类似地相应于泄压体13和/或泄压开口12的外轮廓的形状。
42.格栅结构15可以例如由钣金或箔制造。相交的筘条区段17i,17ii可以例如通过例如经由激光切割和/或冲裁从箔或钣金切割出格栅开口19来形成。筘条区段17i,17ii可以由金属或塑料制造。根据图2的格栅结构15可以例如由金属钣金或金属箔切割出或冲裁出。在此,格栅开口面19在材料损失下制造。
43.在一种变型方案中,格栅结构15可以由拉伸格栅,尤其是拉伸金属形成(未示出)。为了制造拉伸格栅,通过错开的切口没有材料损失地同时在拉伸变形下产生网孔。这些网孔至少在两个侧面处由彼此相交的筘条区段限界。但在没有附加的措施的情况下,彼此相交的筘条区段对并非平行于共同的平面延伸,而是只有当格栅结构总体上在一个格栅平面中延伸时,相交的筘条区段对倾斜于所述格栅平面靠放。通过横向于格栅平面的机械变形,所有的对可以如此变形,使得这些对平行于格栅平面延伸。
44.由于相交的筘条区段17i,17ii,在一个点处引入到格栅结构15中的热不仅可以如在织物中那样基本上由筘条(热引入到所述筘条中)传导,而且也可以在两个筘条区段17i,17ii的交叉点处部分地由相交的筘条区段承担热传导。如果筘条或筘条区段17i,17ii是直线的,则这产生短的筘条并且因此可以获得特别好的导热性。与此相反,筘条在织物的情况下必须具有波形状,以便交替地在交叉的棒上方或下方伸延。这在防火过滤器的相同的面积的情况下使所述筘条相对于直线筘条延长。
45.由于相交的筘条区段17i,17ii,通过相交的筘条区段17i,17ii限界的格栅开口与相邻的格栅开口隔开。从格栅开口在格栅结构的平面中的横向流动由此变得困难或被防止。相交的筘条区段17.i,17.ii因此形成通流隔板开口或通流隔板通道用于至少在格栅结构15的平面内将气体流动分离成子流动。这与织物层相反,在该织物层中筘条交叉但不相交,从而织物层中的横向流动克服更少的流动阻力。
46.防火过滤器14具有附加的层或铺层20.2至20.8,所述附加的层或铺层分别可以形成格栅。所述附加的层20.2至20.8可以是织物层。备选地,一个或多个附加的层20.2至20.8可以由铺设部形成和/或具有相交的筘条区段。备选地或附加地可行的是,至少一个或所有附加的层20.2至20.8由无定向纤维材料或毡材料制造。防火过滤器14可以通过彼此间不连接的平面20.1至20.8的布置结构形成。但优选地,格栅结构15(层20.1)和所述另外的层20.2至20.8彼此间连接。层20.1至20.8可以例如相互粘接,通过烧结连接,通过机械变形连接,螺纹连接或以类似方式连接。在其他实施形式中,格栅结构15不与层20.2至20.8的更精细的格栅连接,其中,层20.2至20.8的更精细的格栅相互连接或不连接。如下实施形式是可行的,在所述实施形式中多于或少于八个层20.1至20.8并排或彼此相叠地布置,更确切地说彼此触碰或不触碰地布置。
47.附加于格栅结构15存在的格栅层20.2至20.8具有大量开口21,所述开口的开口面积在一个开口面积范围中确定。格栅结构15的格栅开口19的开口面积优选是在该开口面积范围内的最大开口面积的多倍,优选至少五倍,或甚至至少十倍,或甚至至少三十倍或甚至
至少一百倍。对此的示例在图2b中示出。该图表明根据图2a的根据本发明的防火过滤器14的局部俯视图。图2b示出的局部a在图2a中用虚线示出。如所示出的那样,布置在格栅结构15下方的层20.2形成开口21,所述开口具有如下开口面积,该开口面积是格栅结构15的格栅开口的开口面积的多倍分之一,在当前实施例中远超十倍分之一。由此通过格栅结构15实现将泄压流动粗略划分成子流动。防火过滤器14可以如此设置,使得格栅结构15此外本身不有助于耐点燃击穿性。而是其余层20.2至20.8可以一起已经建立耐点燃击穿性。格栅结构15单纯负责将气体流动分配到防火过滤器14的整个面上。
48.虽然在所示出的实施例中示出七个层20.2至20.8,所述七个层一起确保防点燃击穿性,这也可以是更多或更少(例如仅一个)层。
49.备选地或附加地,不同于在所示出的实施例中多于仅一个层20.1可以形成根据本发明的格栅结构15。例如,防火过滤器14可以具有至少两个层(未示出),所述至少两个层分别形成根据本发明的格栅结构15。例如存在的多个(至少两个)格栅结构将通过防火过滤器的流动依次划分成粗略的子流动。在至少两个格栅结构之间可以布置有一个或多个精细的格栅。利用所述至少两个格栅结构可以控制气体流或使气体流转向。
50.在附加的层20.2至20.8中存在的大量开口21的开口宽度(例如网孔宽度)优选在一个开口宽度范围中确定。优选地,格栅结构15的筘条区段17i,17ii的宽度,如由图2b得知的,大于在开口宽度范围内的最大开口宽度。优选地,每个筘条区段17i,17ii的宽度覆盖布置在筘条区段17i,17ii下方的层20.2的至少一个或至少两个开口21。“在下方”涉及防火过滤器14的相应的
‑
如有可能假想的
‑
取向。
51.图2c示出根据本发明的防火过滤器14的另一个实施例的局部a。图2c表明该实施例的局部俯视图。区别于在图2a中所示出的实施例(在其中示出具有正方形的开口的孔格栅),在图2c中所示出的实施例的格栅结构是具有圆形的格栅开口19的孔格栅,例如孔钣金或孔箔。在其他方面,为了阐释根据图2c的实施例可以考虑对于根据图2a和2b的实施例的描述。
52.图2d示出根据本发明的防火过滤器14的另外的实施例的局部a。图2c表明该实施例的局部俯视图。格栅结构15可以具有隔开有规律的(如例如图2a所示出的那样)或无规律的间距地布置的格栅开口19,所述格栅开口在根据图2d的实施例中通过在两个长形的经编元件29与两个长形的纬编元件30之间的网孔19形成,其中,网孔19具有来自第二网孔宽度范围的网孔宽度。筘条17i,17ii在网孔19之间延伸,所述筘条由多个并排伸延的长形的经编元件29的布置结构或多个并排伸延的长形的纬编元件30的布置结构形成。经编元件29和/或纬编元件30可以尤其是线材状,纱线状或条状的。在这些布置结构内在相邻的纬编元件30与经编元件29之间构造网孔31,所述网孔具有来自第一网孔宽度范围的网孔宽度。来自第二网孔宽度范围的网孔宽度大于每个来自第一网孔宽度范围的网孔宽度。第二网孔宽度范围中的网孔宽度是第一网孔宽度范围中的最大网孔宽度的优选至少五倍或甚至至少十倍。第一网孔宽度范围可以尤其是包含网孔宽度零。相应地,在所述布置结构中可以形成零网孔作为网孔31。
53.根据图2d的格栅结构具有相交的筘条区段17i,17ii,所述筘条区段限界格栅开口19。因为筘条17i通过由多个长形的经编元件29构成的各一个布置结构形成,所述长形的经编元件与横向于其、优选垂直于其伸延的多个长形的纬编元件30间隔开地交织
‑
优选根据
平纹组织
‑
,所述长形的纬编元件形成另外的筘条17ii,其中,此外筘条17i,17ii限界具有来自第二网孔宽度范围的网孔宽度的网孔19(格栅开口),并且纬编元件和经编元件在布置结构的相交区域中限界网孔31,所述网孔具有网孔宽度(例如零网孔宽度),其比在相交的布置结构之间的网孔19的网孔宽度小。如所示出的那样,长形的纬编元件30或长形的经编元件29在布置结构内在两个格栅开口19之间单个地交替地处于单个的横向于其伸延的经编元件29或纬编元件30之上或之下。
54.格栅开口19的网孔宽度优选且如由图2d能看出的那样大于限界格栅开口19的每个筘条区段17i,17ii的宽度b,例如是至少五倍或至少十倍。这(优选相应地)适用于其他根据本发明的实施形式,例如适用于在另外的图中所示出的实施形式。
55.在根据图2d的视图中,在格栅结构15下方示意性示出层20.2,其具有开口21,该开口小于格栅开口19。对于所述和另外的可选的特征可以追溯对于其他实施例的描述。
56.图3示出根据本发明的泄压体13的另外的实施形式的实施例。泄压体可以具有根据本发明的防火过滤器14或由该防火过滤器形成。对于防火过滤器14可以追溯上文的描述,只要下文没有不同地进行描述。格栅结构15在图3中所示出的实施例中由铺设部形成。铺设部具有由沿第一方向r1定向的筘条17i构成的铺层和由沿横向于(例如垂直于)第一方向r1定向的第二方向r2定向的筘条17ii构成的第二铺层。由此,可以提供矩形的、尤其是正方形的、或其他多边形的格栅开口19。铺设部可以例如通过,沿第一方向r1布置钣金条、例如金属钣金条以及沿第二方向r2布置另外的钣金条来形成。如所示出的那样,优选筘条17i,17ii不变换铺层,而是所有筘条17i或17ii在横向于其取向的筘条17ii或17i的布置结构的整个长度上布置在该布置结构的一侧上。不同定向的钣金条在交叉点处优选相互连接,例如粘接,烧结,焊接或以类似方式连接。一个或两个层的筘条17i和/或17ii优选是直线的,以便为了好的导热性形成与防火过滤器14的边缘的尽可能短的连接,以将热分配在泄压体13中和/或导出到壳体壁18中。
57.用于构造根据本发明的格栅结构的另外的可行方案在于,使用于防火过滤器14的材料或防火过滤器14的半成品在总体上形成一个格栅结构15的部位22处借助于机械变形压缩。材料或半成品通过机械变形压缩所在的部位22形成格栅结构15的筘条区段17i,17ii。筘条区段17i,17ii彼此相交。优选地,筘条区段17i,17ii布置在一个平面中。得到带有周期的波结构,该周期相应于格栅结构15的开口宽度。相应地建立的实施例以局部的横截面图在图4a中示出。穿流方向或通流方向d处于横截面平面中。图4b示出防火过滤器14的通过压缩而结构化的侧面的俯视图的局部。
58.在筘条17i,17ii之间形成更少地被压缩的、枕形的区域23,从而总体上得到绗缝结构。这些区域23形成格栅开口19,因为防火过滤器14穿过筘条17i,17ii的穿透性相对于穿过区域23的穿透性至少在很大程度上减小。部位22可以在如此程度上被压缩,使得筘条17i,17ii是不透气的。如所示出的那样,在根据图4的实施例中,具有绗缝结构的防火过滤器14的侧面24与穿流方向d相反。相对置的侧面25是平坦的。在备选的实施例中,绗缝状地三维结构化的侧面24沿通流方向d定向。又在其他实施例中,用于防火过滤器14的材料和/或半成品从两个侧面24,25压缩,从而得到两个相反定向的侧面24,25,这些侧面可以是三维结构化的,例如绗缝状的。
59.所述材料可以具有一个或多个层、尤其是织物层。所述材料可以例如仅具有织物
层。但通过机械变形总体上产生具有由彼此相交的筘条区段17i,17ii构成的格栅结构的防火格栅。
60.在如图4中所示的实施例中,防火过滤器14在筘条区段17i,17ii处测量的厚度d1小于在格栅结构15的格栅开口19中测量的厚度d2。在筘条区段17i,17ii处测量意味着,筘条区段17i,17ii在直线上(平行于通流方向)在间距被确定的两个参考点之间被测量。相应情况适用于格栅开口19。
61.图5示出还另外的实施形式的实施例。为了阐释可以考虑上文的描述,只要没有从下文的描述得出不同内容。在另外的实施形式中,格栅结构15至少部分地通过使物质在载体26上固化来制造。载体26可以是辅助器件,该辅助器件为了提供防火过滤器14又要被移除。备选地
‑
并且如所示出的那样
‑
载体26可以形成过滤防护过滤器14的至少一个层。
62.在图5中所示出的实施例中,已经制造一个方向r1的铺层的筘条17ii。沿横向、优选垂直于此取向的方向伸延的筘条17ii借助于器具i制造,其方式为,将质量部27施覆到防火过滤器半成品28上并且使其在那固化,以便形成筘条17i。质量部27可以例如是硅酮或粘接剂。也可行的是,使至少部分地液态的或软的金属在载体26上固化。例如筘条区段17i,17ii可以通过焊道形成。可行方案在于,将金属粉末施覆到载体26上并且借助于例如激光至少熔化,从而金属颗粒在固化时连接。筘条区段17i,17ii可以尤其是通过激光施覆焊接或通过其他的、适用于筘条的增材制造的制造方法来制造。在此,除了金属以外也可以引入或施加塑料或基于天然物质的材料。当制成筘条17i,17ii时,则得到由筘条17i,17ii构成的铺设部。
63.独立于所述实施形式,在特别优选的实施例中唯一的层或所有层20.2至20.8(所述唯一的层或所有层可以附加于格栅结构15存在于防火过滤器14中)在格栅结构15的格栅开口19的每个面沿通流方向d的投影内没有连接部位。换言之,经由格栅开口19的面沿通流方向d的假想的移动所通过的空间优选没有连接部位。由此,在筘条区段17i,17ii处产生强烈提高的流动阻力,但在筘条区段17i,17ii之间产生明显较小的流动阻力。
64.根据本发明给出一种具有格栅结构15,15a的防火过滤器14,14a,14b,其中,格栅结构15,15a确定格栅开口19,所述格栅开口由彼此相交的筘条区段17i,17ii限界,并且/或者,其中格栅结构15,15a通过铺设部形成。根据本发明的用于制造防火过滤器14,14a,14b的格栅结构15,15a的方法具有以下步骤:使物质27在载体26上固化,以便形成格栅结构15,15a的至少一个筘条区段17i,17ii。备选地或附加地,所述方法例如可以具有以下步骤:使用于防火过滤器14,14a,14b的材料或防火过滤器14,14a,14b的半成品28在部位23处
‑
例如通过材料或半成品28的机械变形
‑
压缩,以便形成格栅结构15,15a的至少一个筘条区段17i,17ii。
65.附图标记列表:10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
壳体11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
内部空间12,12a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
泄压开口12b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
泄压开口13,13a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一泄压体13b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二泄压体
14,14a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(第一)防火过滤器14b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二防火过滤器15,15a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
格栅结构16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
子开口17,17i,17ii
ꢀꢀꢀꢀꢀꢀ
筘条区段18
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
壁19
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
格栅开口20.1
‑
20.8
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
层21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
开口22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
部位23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
区域24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
侧面25
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
侧面26
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
载体27
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
质量部28
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
半成品29
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
经编元件30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纬编元件31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
网孔d
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
通流方向r1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一方向r2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二方向d1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
厚度d2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
厚度b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
宽度i
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
器具a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
局部。