1.本发明涉及一种上下料装置,尤其涉及一种基于pp新材料自动计量上下料装置。
背景技术:
2.pp材料又名聚丙烯,是丙烯通过加聚反应而成的聚合物。系白色蜡状材料,外观透明而轻。聚丙烯广泛应用于服装、毛毯等纤维制品、医疗器械、汽车、自行车、零件、输送管道、化工容器等生产,也用于食品、药品包装。
3.在pp材料生产后,需要对其进行称重计量,以便后续的加工以及包装等。目前,在对pp新材料进行上下料前,需要人工将pp新材料通过收集框装好,然后运送到指定地点进行称重计量,计量完成后再进行上下料,这样对pp新材料进行计量称重需要耗费大量时间,劳动强度高,工人容易疲劳,导致工作效率低。
4.因此发明一种能够自动进行计量,工作效率高的基于pp新材料自动计量上下料装置来解决上述问题很有必要。
技术实现要素:
5.为了克服通过人工计量时间长,劳动强度高,工作效率低的缺点,本发明的技术问题为:提供一种能够自动进行计量,工作效率高的基于pp新材料自动计量上下料装置。
6.技术方案:一种基于pp新材料自动计量上下料装置,包括有:机架;工作台,安装在所述机架上;第一安装架,安装在所述工作台与所述机架之间;储料框,安装在所述第一安装架上;下料斗,安装在所述储料框上;挡板,转动式安装在所述下料斗上,所述挡板与所述下料斗配合;伺服电机,安装在所述下料斗上,所述伺服电机的输出轴与所述挡板连接;压力传感器,安装在所述工作台上;放置机构,安装在所述工作台上;推动机构,安装在所述工作台上。
7.此外,特别优选的是,放置机构包括有:竖板,安装在所述工作台上;安装块,所述安装块为两个,均安装在所述工作台上;横板,安装在所述安装块与所述竖板之间;放置箱,安装在所述工作台上;放置板,滑动式安装在所述放置箱内,所述放置板与所述机架滑动式连接;拉手,安装在所述放置板上;第一弹簧,安装在所述放置板与所述放置箱之间。
8.此外,特别优选的是,推动机构包括有:第一导杆,安装在所述竖板上;第一滑块,滑动式安装在所述第一导杆上;推板,安装在所述第一滑块上;条形板,安装在所述推板上;第一电动推杆,安装在所述竖板上,所述第一电动推杆的伸长端与所述第一滑块连接。
9.此外,特别优选的是,还包括有送料机构,送料机构包括有:第二安装架,安装在所述工作台上;接触开关,安装在所述第二安装架上;第一滑套,滑动式安装在所述第二安装架上;第二电动推杆,安装在所述第一滑套上;棱形杆,安装在所述第二电动推杆上;第一夹板,安装在所述棱形杆上;第二夹板,滑动式安装在所述棱形杆上,所述第二电动推杆的伸长端与所述第二夹板连接;行程开关,安装在所述第二夹板上;减速电机,安装在所述工作台上;摆杆,安装在所述减速电机的输出轴上;滑杆,安装在所述第一滑套上,所述滑杆与所
述摆杆滑动式连接。
10.此外,特别优选的是,还包括有转动机构,转动机构包括有:转板,转动式安装在所述工作台上;壳体,安装在所述工作台上;第三电动推杆,安装在所述壳体内;竖杆,安装在所述第三电动推杆的伸长端上;第二滑套,滑动式安装在所述竖杆上;弧形导轨,安装在所述工作台上;l型杆,安装在所述转板上,所述l型杆与所述弧形导轨滑动式连接,所述l型杆与所述第二滑套连接。
11.此外,特别优选的是,还包括有阻挡机构,阻挡机构包括有:方形板,安装在所述放置箱上;第二导杆,安装在所述方形板上;第二滑块,滑动式安装在所述第二导杆上;第二弹簧,安装在所述第二滑块与所述第二导杆之间;楔形卡块,安装在所述第二滑块上;拉环,安装在所述楔形卡块上;方形卡块,安装在所述放置箱上,所述方形卡块与所述楔形卡块配合。
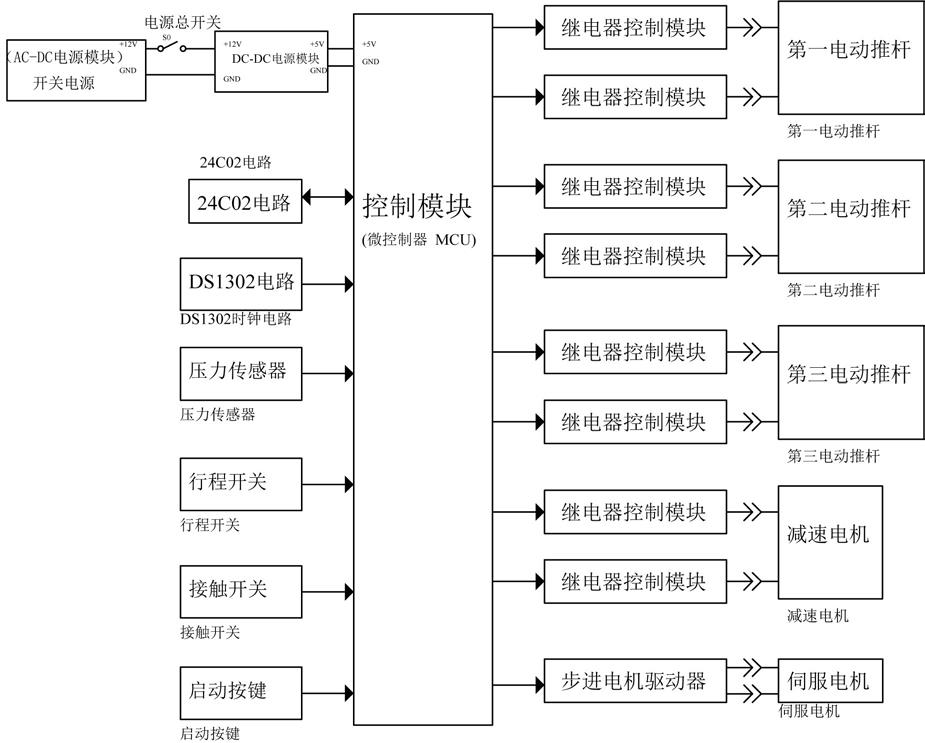
12.此外,特别优选的是,还包括有:控制箱,安装在所述工作台上,所述控制箱内设有开关电源、控制模块、电源模块和启动按键,开关电源为整个装置供电,开关电源的输出端与电源模块通过电性连接,电源模块上通过线路连接有电源总开关,控制模块和电源模块通过电性连接,启动按键用于控制第一电动推杆启动,启动按键与控制模块通过电性连接,控制模块上通过电性连接有ds1302时钟电路和24c02电路,压力传感器、接触开关和行程开关通过电性连接,伺服电机、第一电动推杆、第二电动推杆、减速电机和第三电动推杆与控制模块通过外围电路连接。
13.此外,特别优选的是,还包括有:所述摆杆上开有一字槽。
14.与现有技术相比,本发明具有以下优点:本发明通过下料斗和压力传感器配合能够在对pp新材料上下料时自动计量下料量,通过放置机构能够放置大量的料框供使用,减少工作人员的工作量,通过推动机构能够不间断的将料框推出进行装料,通过送料机构能够在料框装好新材料后自动将料框传送至合适位置进行后续操作,通过转动机构能够将装好新材料的料框传输出去,通过阻挡机构能够挡住叠放的料框,避免料框弹出。
附图说明
15.图1为本发明的立体结构示意图。
16.图2为本发明的部分立体结构示意图。
17.图3为本发明放置机构的立体结构示意图。
18.图4为本发明放置机构的立体结构示意图。
19.图5为本发明放置机构的立体结构示意图。
20.图6为本发明推动机构的立体结构示意图。
21.图7为本发明推动机构的部分立体结构示意图。
22.图8为本发明送料机构的立体结构示意图。
23.图9为本发明转动机构的部分立体结构示意图。
24.图10为本发明a部分的放大立体结构示意图。
25.图11为本发明阻挡机构的部分立体结构示意图。
26.图12为本发明b部分的放大立体结构示意图。
27.图13为本发明的电路框图。
28.图14为本发明的电路原理图。
29.在图中:1、机架,2、工作台,3、控制箱,4、第一安装架,5、储料框,6、下料斗,7、挡板,8、伺服电机,9、压力传感器,10、放置机构,101、竖板,102、安装块,103、横板,104、放置箱,105、放置板,106、拉手,107、第一弹簧,11、推动机构,111、第一导杆,112、第一滑块,113、推板,114、条形板,115、第一电动推杆,12、送料机构,121、第二安装架,122、接触开关,123、第一滑套,124、第二电动推杆,125、棱形杆,126、第一夹板,127、第二夹板,128、行程开关,129、减速电机,1291、摆杆,1292、滑杆,13、转动机构,131、转板,132、壳体,133、第三电动推杆,134、竖杆,135、第二滑套,136、弧形导轨,137、l型杆,14、阻挡机构,141、方形板,142、第二导杆,143、第二滑块,144、第二弹簧,145、楔形卡块,146、拉环,147、方形卡块。
具体实施方式
30.尽管可关于特定应用或行业来描述本发明,但是本领域的技术人员将会认识到本发明的更广阔的适用性。本领域的普通技术人员将会认识到诸如:在上面、在下面、向上、向下等之类的术语是用于描述附图,而非表示对由所附权利要求限定的本发明范围的限制。诸如:第一或第二之类的任何数字标号仅为例示性的,而并非旨在以任何方式限制本发明的范围。
31.实施例1一种基于pp新材料自动计量上下料装置,如图1-14所示,包括有机架1、工作台2、第一安装架4、储料框5、下料斗6、挡板7、伺服电机8、压力传感器9、放置机构10和推动机构11,所述机架1上部设有工作台2,所述工作台2与所述机架1之间设有第一安装架4,所述第一安装架4上部设有储料框5,所述储料框5底部左侧设有下料斗6,所述下料斗6左部转动式设有挡板7,所述挡板7与所述下料斗6配合,所述下料斗6左部设有伺服电机8,所述伺服电机8的输出轴与所述挡板7连接,所述工作台2右部设有压力传感器9,所述工作台2底部右侧设有放置机构10,所述工作台2上设有推动机构11。
32.在使用该装置时,工作人员按下电源总开关使整个设备通电处于待机状态,随后,工作人员将盛放pp新材料的料框叠放至放置机构10内,放好后,工作人员将pp新材料倒入储料框5内,完成后,工作人员按下启动按键,控制模块收到信号后控制推动机构11将位于最上方的料框向左推至压力传感器9上方,压力传感器9感应到重力后发出信号,控制模块收到信号后控制推动机构11向右移动复位,同时,控制模块控制伺服电机8带动挡板7向上转动90
°
不再挡住下料斗6,这时,储料框5内的pp新材料通过下料斗6掉落至料框内,随着料框内的pp新材料增多,当料框到一定重量后,压力传感器9发出信号,控制模块收到信号后控制伺服电机8逆时针转动90
°
复位,伺服电机8逆时针转动90
°
带动挡板7向下转动90
°
挡住下料斗6停止下料,这时,工作人员将装有一定量材料的料框移动到合适位置进行后续加工,当压力传感器9不再感应到重力后发出信号,控制模块收到信号后控制推动机构11将下一个料框向左推至压力传感器9上方进行下料,重复上述动作能够实现不间断上下料,使用完成后,工作人员再次按下总开关使整个设备断电,如此,能够在对pp新材料上下料时自动计量下料量。
33.如图1、图3、图4、图5、图6、图7、图11和图12所示,放置机构10包括有竖板101、安装块102、横板103、放置箱104、放置板105、拉手106和第一弹簧107,所述工作台2后部设有竖
板101,所述工作台2右部前侧设有两个安装块102,所述安装块102与所述竖板101之间设有横板103,所述工作台2底部右侧设有放置箱104,所述放置箱104内滑动式设有放置板105,所述放置板105与所述机架1滑动式连接,所述放置板105右侧设有拉手106,所述放置板105与所述放置箱104之间连接有第一弹簧107。
34.在使用该装置时,工作人员先拉动拉手106向下移动,拉手106向下移动带动放置板105向下滑动,第一弹簧107发生形变,随后,工作人员将盛放pp新材料的料框叠放至放置箱104内,放好后,工作人员松开拉手106,在横板103的作用下,料框卡住横板103下方不会向上移动,当推动机构11将最上方的料框推走且推动机构11复位后,在第一弹簧107复位的作用下,放置板105随之带动下方的料框向上移动补位,如此,能够放置大量的料框供使用,减少工作人员的工作量。
35.如图1、图6和图7所示,推动机构11包括有第一导杆111、第一滑块112、推板113、条形板114和第一电动推杆115,所述竖板101下部设有第一导杆111,所述第一导杆111上滑动式设有第一滑块112,所述第一滑块112前端设有推板113,所述推板113右侧设有条形板114,所述竖板101后部设有第一电动推杆115,所述第一电动推杆115的伸长端与所述第一滑块112连接。
36.在使用该装置时,工作人员按下启动按键,控制模块收到信号后控制第一电动推杆115收缩五秒,第一电动推杆115收缩带动第一滑块112在第一导杆111上向左滑动,第一滑块112向左滑动带动推板113向左移动,推板113向左移动将位于最上方的料框推至压力传感器9上方,推板113在向左移动的同时带动条形板114向左移动,从而挡住下方的料框,压力传感器9感应到重力后发出信号,控制模块收到信号后控制第一电动推杆115伸长五秒复位,第一电动推杆115伸长带动第一滑块112向右滑动复位,第一滑块112向右滑动带动推板113向右移动复位,条形板114随之向右移动复位不再挡住下方的料框,当压力传感器9不再感应到重力后发出信号,控制模块收到信号后控制第一电动推杆115收缩五秒,如此,重复上述动作能够不间断的将料框推出进行装料。
37.实施例2在实施例1的基础之上,如图1和图8所示,还包括有送料机构12,送料机构12包括有第二安装架121、接触开关122、第一滑套123、第二电动推杆124、棱形杆125、第一夹板126、第二夹板127、行程开关128、减速电机129、摆杆1291和滑杆1292,所述工作台2左部设有第二安装架121,所述第二安装架121顶部设有接触开关122,所述第二安装架121上滑动式设有第一滑套123,所述第一滑套123下部设有第二电动推杆124,所述第二电动推杆124下部设有棱形杆125,所述棱形杆125后部设有第一夹板126,所述棱形杆125上滑动式设有第二夹板127,所述第二电动推杆124的伸长端与所述第二夹板127连接,所述第二夹板127上设有行程开关128,所述工作台2后部设有减速电机129,所述减速电机129的输出轴上设有摆杆1291,所述第一滑套123后侧设有滑杆1292,所述滑杆1292与所述摆杆1291滑动式连接。
38.在使用该装置时,当料框到一定重量后,压力传感器9发出信号,控制模块收到信号后控制第二电动推杆124缩短三秒,第二电动推杆124缩短带动第二夹板127在棱形杆125上向后滑动,第二夹板127向后滑动与第一夹板126配合将压力传感器9上方的料框夹紧,在夹紧的同时,料框与行程开关128接触,行程开关128发出信号,控制模块收到信号后控制减
速电机129逆时针转动90
°
,减速电机129逆时针转动带动摆杆1291向左摆动,摆杆1291向左摆动带动第一滑套123在第二安装架121上向左滑动,进而通过第二夹板127带动压力传感器9上方的料框向左移动,当第一滑套123向左滑动至与接触开关122接触时,接触开关122发出信号,控制模块收到信号后控制第二电动推杆124伸长三秒复位,第二电动推杆124伸长带动第二夹板127向前滑动松开料框,行程开关128随之与料框脱离发出信号,控制模块收到信号后控制减速电机129顺时针转动90
°
复位,减速电机129顺时针转动带动摆杆1291向右摆动,进而带动第二夹板127向右移动复位,如此,能够在料框装好新材料后自动将料框传送至合适位置进行后续操作。
39.在实施例1的基础之上,如图1、图9和图10所示,还包括有转动机构13,转动机构13包括有转板131、壳体132、第三电动推杆133、竖杆134、第二滑套135、弧形导轨136和l型杆137,所述工作台2左部转动式设有转板131,所述工作台2底部左侧设有壳体132,所述壳体132内设有第三电动推杆133,所述第三电动推杆133的伸长端设有竖杆134,所述竖杆134上滑动式设有第二滑套135,所述工作台2底部左侧设有弧形导轨136,所述转板131底部后侧设有l型杆137,所述l型杆137与所述弧形导轨136滑动式连接,所述l型杆137与所述第二滑套135连接。
40.在使用该装置时,通过第二夹板127带动料框移动至转板131上方松开,当第一滑套123向左滑动至与接触开关122接触时,接触开关122发出信号,控制模块收到信号后控制第三电动推杆133收缩三秒,第三电动推杆133收缩带动竖杆134向后移动,竖杆134向后移动带动第二滑套135向后移动,第二滑套135向后移动带动l型杆137在弧形导轨136内向后滑动,进而带动转板131向下转动倾斜时料框滑落至合适位置进行传输,三秒后,第三电动推杆133伸长,进而带动转板131向上转动复位,如此,能够将装好新材料的料框传输出去。
41.在实施例1的基础之上,如图11和图12所示,还包括有阻挡机构14,阻挡机构14包括有方形板141、第二导杆142、第二滑块143、第二弹簧144、楔形卡块145、拉环146和方形卡块147,所述放置箱104右侧转动式设有方形板141,所述方形板141前部设有第二导杆142,所述第二导杆142上滑动式设有第二滑块143,所述第二滑块143与所述第二导杆142之间绕接有第二弹簧144,所述第二滑块143上设有楔形卡块145,所述楔形卡块145右侧转动式设有拉环146,所述放置箱104前侧右部设有方形卡块147,所述方形卡块147与所述楔形卡块145配合。
42.在使用该装置时,当需要放置料框时,工作人员拉动拉环146向下移动,拉环146向下移动带动楔形卡块145向下移动与方形卡块147脱离,楔形卡块145向下移动带动第二滑块143在第二导杆142上向下滑动,第二弹簧144发生形变,随后,工作人员向右转动方形板141打开放置料框,打开后,工作人员松开拉环146,在第二弹簧144复位的作用下,第二滑块143随之带动楔形卡块145向上移动复位,当料框放好后,工作人员向左转动方形板141关闭,方形板141关闭带动楔形卡块145向左移动,当楔形卡块145向左移动至与方形卡块147接触时,在方形卡块147的作用下,楔形卡块145在向左移动的同时向下移动,楔形卡块145向下移动带动第二滑块143在第二导杆142上向下滑动,第二弹簧144发生形变,当楔形卡块145向左移动至与方形卡块147脱离后,在第二弹簧144复位的作用下,第二滑块143随之带动楔形卡块145向上移动复位卡住方形卡块147,如此,能够挡住叠放的料框,避免料框弹出。
43.在实施例1的基础之上,如图1、图13和图14所示,还包括有控制箱3,所述工作台2右部前侧设有控制箱3,所述控制箱3内设有开关电源、控制模块、电源模块和启动按键,开关电源为整个装置供电,开关电源的输出端与电源模块通过电性连接,电源模块上通过线路连接有电源总开关,控制模块和电源模块通过电性连接,启动按键用于控制第一电动推杆115启动,启动按键与控制模块通过电性连接,控制模块上通过电性连接有ds1302时钟电路和24c02电路,压力传感器9、接触开关122和行程开关128通过电性连接,伺服电机8、第一电动推杆115、第二电动推杆124、减速电机129和第三电动推杆133与控制模块通过外围电路连接。
44.尽管已经仅相对于有限数量的实施方式描述了本公开,但是受益于本公开的本领域技术人员将理解,在不脱离本发明的范围的情况下,可以设计各种其他实施方式。因此,本发明的范围应仅由所附权利要求限制。