1.本发明涉及汽车制造技术领域,具体为一种用于汽车齿轮周转包装设备及方法。
背景技术:
2.齿轮传动是汽车上应用广泛的传动之一,它主要有以下的作用:1、变速:通过两个不同大小的齿轮啮合,就可以改变齿轮的转速,比如变速箱齿轮,可以将发动机传来的转速降低或增大,以满足汽车行驶的需求;2、变矩:两个不同大小的齿轮啮合,在改变齿轮的速的同时,也在改变所传递的扭矩。比如汽车变速箱,驱动桥中的主减速器,都可以改变汽车的扭矩;3、变向:有些车发动机的动力作用方向与汽车行驶方向垂直,必须转变动力的传递方向才能驱动汽车,这个装置通常是汽车的主减速器和差速器;
3.现有技术领域内,汽车齿轮加工过程中,需要对加工完毕后的齿轮进行封装打包等一系列操作后进行发货,目前仍采用分工序进行作业,导致齿轮工件加工周期较长,并且目前齿轮包装仅采塑封后进行装箱,对齿轮保护性较小,容易在运输过程中发生磕碰导致齿轮损坏报废。
技术实现要素:
4.本发明的目的在于提供一种用于汽车齿轮周转包装设备及方法,以至少解决现有技术的汽车齿轮加工过程中,需要对加工完毕后的齿轮进行封装打包等一系列操作后进行发货,目前仍采用分工序进行作业,导致齿轮工件加工周期较长,并且目前齿轮包装仅采塑封后进行装箱,对齿轮保护性较小,容易在运输过程中发生磕碰导致齿轮损坏报废的问题。
5.为实现上述目的,本发明提供如下技术方案:一种用于汽车齿轮周转包装设备,包括:
6.分类提升机;
7.塑封机,设置在所述分类提升机的右侧出料口对应位置处;
8.控制器,安装在所述塑封机的顶端,所述控制器分别与分类提升机和塑封机电性连接;
9.抓取机械臂,安装在所述塑封机顶端前侧出料口对应位置处,所述抓取机械臂和控制器电性连接;
10.装箱机,设置在所述塑封机的前侧,所述装箱机和控制器电性连接;
11.填充机构,设置在所述装箱机的左侧出料口对应位置处;
12.搬运机械臂,设置在所述填充机构的后侧,所述搬运机械臂和控制器电性连接;
13.封箱打签机,设置在所述填充机构的右侧,所述封箱打签机和控制器电性连接。
14.优选的,所述填充机构包括;外壳、x轴移动平台、y轴移动平台、底板、限位座、卡槽座、限位轮、填充组件和摊平组件;外壳沿左右方向设置在所述装箱机的左侧出料口对应位置处;x轴移动平台沿左右方向设置在外壳的顶端,所述x轴移动平台和控制器电性连接;y轴移动平台沿前后方向设置在所述x轴移动平台的移动端,所述y轴移动平台和控制器电性
连接;底板设置在所述y轴移动平台的移动端;所述限位座的数量为两个,两个所述限位座分别沿左右方向设置在底板的顶端前后两侧,前后两个所述限位座的顶端左右两侧分别开设有斜面卡槽;卡槽座设置在所述底板的上方;所述限位轮的数量为两组,每组所述限位轮的数量为两个,两组所述限位轮分别通过销轴转动连接在卡槽座的前后两侧左右两端,两组所述限位轮分别卡接在前后两个限位座的卡槽内腔;填充组件设置在所述外壳的后侧顶端;摊平组件设置在所述外壳的后侧且位于填充组件的下方。
15.优选的,所述填充机构还包括:挡板、第一插槽座、导轨杆、限位滑块、第一电机、主动齿轮和齿轮环;挡板设置在所述卡槽座的底端中心位置;第一插槽座安装在所述底板的顶端右侧中心位置;导轨杆插接在所述第一插槽座的内腔,所述导轨杆的形状为t形,所述导轨杆的左侧与挡板的右端相接触;限位滑块插接在所述导轨杆的内腔;第一电机设置在所述底板的顶端,所述第一电机和控制器电性连接;主动齿轮螺钉连接在所述第一电机的输出端;齿轮环通过销轴转动连接在所述底板的顶端,所述齿轮环和主动齿轮啮合,所述齿轮环的顶端外侧与限位滑块的底端通过销轴转动连接。
16.优选的,所述填充组件包括;填充组件安装板、存贮槽、第一电推杆、推板、第二插槽座、限位插杆、移动板、丝杠螺母、第二电机、第一皮带轮、丝杠螺杆、第二皮带轮和顶板;填充组件安装板沿左右方向设置在外壳的后侧顶端;存贮槽设置在所述填充组件安装板的顶端左侧;所述第一电推杆的数量为两个,两个所述第一电推杆分别设置在存贮槽的前后两侧,所述第一电推杆的伸缩端延伸进存贮槽的内侧,所述第一电推杆和控制器电性连接;所述推板的数量为两个,两个所述推板分别设置在前后两个第一电推杆的伸缩端;第二插槽座沿左右方向设置在所述填充组件安装板的顶端,所述第二插槽座延伸进存贮槽的内侧;所述限位插杆的数量为两个,两个所述限位插杆分别插接在第二插槽座的内腔前后两侧;移动板设置在前后两个限位插杆的右端;丝杠螺母通过轴承转动连接在移动板的内侧;第二电机设置在所述第二插槽座的内侧右端,所述第二电机和控制器电性连接;第一皮带轮螺钉连接在所述第二电机的输出端;丝杠螺杆通过轴承转动连接在所述第二插槽座的内腔,所述丝杠螺杆和丝杠螺母螺接;第二皮带轮螺钉连接在所述丝杠螺杆的右端,所述第二皮带轮和第一皮带轮通过皮带传动连接;顶板设置在前后两个限位插杆的左端。
17.优选的,所述填充组件还包括;第一安装座、第二电推杆、第一推板、第三电推杆、安装座、插槽块、插杆、第一导筒、第四电推杆和第二推板;第一安装座设置在所述填充组件安装板的左侧;所述第二电推杆的数量为若干个,若干个所述第二电推杆分别沿前后方向间隙内嵌在第一安装座的顶端,所述第二电推杆的伸缩端延伸进存贮槽的内侧;所述第一推板的数量为若干个,若干个所述第一推板分别设置在若干个第二电推杆的底端;所述第三电推杆的数量为两个,两个所述第三电推杆分别通过支架设置在第一安装座的内侧前后两端,所述第三电推杆和控制器电性连接;安装座沿前后方向设置在前后两个第一推板的移动端;所述插槽块的数量为两组,每组所述插槽块的数量为两个,两组所述第一安装座分别设置在第一安装座的内侧前后两端上下两侧;所述插杆的数量为两组,每组所述插杆的数量为两个,两组所述插杆分别设置在安装座的左侧前后两端上下两侧,两组所述插杆分别插接在前后两组插槽块的内腔;所述第一导筒的数量为若干个,若干个所述第一导筒分别沿前后方向间隙设置在安装座的右侧;所述第四电推杆的数量为若干个,若干个所述第四电推杆分别设置在若干个第一导筒的内腔顶端,所述第四电推杆和控制器电性连接;所
述第二推板的数量为若干个,若干个所述第二推板分别设置在若干个第四电推杆的伸缩端。
18.优选的,所述填充组件还包括;固定架、第五电推杆、限位杆、移动座和第二导筒;固定架通过支架设置在填充组件安装板的底端左侧;第五电推杆设置在所述固定架的左侧,所述第五电推杆和控制器电性连接;所述限位杆的数量为两组,每组所述限位杆的数量为两个,两组所述限位杆分别设置在固定架的左侧前后两端上下两侧;移动座套接在前后两组所述限位杆的外壁;所述第二导筒的数量为若干个,若干个所述第二导筒分别沿前后方向间隙设置在移动座的左侧。
19.优选的,所述摊平组件包括:摊平组件安装板、第一齿轮、第三电机、第二齿轮、连接杆和刮板;摊平组件安装板沿前后方向设置在所述外壳的后侧;第一齿轮通过销轴转动连接在所述摊平组件安装板的顶端前侧;第三电机设置在所述摊平组件安装板的底端后侧,所述第三电机的输出端延伸出摊平组件安装板的上表面,所述第三电机和控制器电性连接;第二齿轮螺钉连接在所述第三电机的输出端,所述第二齿轮和第一齿轮啮合;连接杆一端通过销轴转动连接在所述第一齿轮的顶端外侧;刮板通过销轴转动连接在所述摊平组件安装板的顶端后侧,所述连接杆的另一端与刮板的侧壁通过销轴转动连接。
20.上述装置的使用方法,包括以下步骤:
21.步骤1、使用时,工作人员预先将齿轮工件投放至分类提升机内,并控制控制器依次启动分类提升机、塑封机、抓取机械臂、装箱机和搬运机械臂依次启动,分类提升机将齿轮工件分类提升至指定位置,抓取机械臂将齿轮工件抓取并放置在塑封机内将其塑封,塑封完毕后的齿轮工件移动至装箱机内进行装箱,搬运机械臂将装箱机内部装箱后的工件移动至填充机构内的卡槽座内;
22.步骤2、工作人员预先向存贮槽内部排列放置填充物,控制控制器启动第一电推杆,使第一电推杆推动推板向内侧移动以将填充物夹持固定,工作人员控制塑封机依次启动x轴移动平台和y轴移动平台使其在底板的配合下驱动箱体移动至填充组件下方对应位置处依次进行移动,工作人员控制控制器依次启动第一电推杆、第三电推杆、第五电推杆、第二电机、第四电推杆和第二电推杆,第一电推杆驱动推板向外侧移动以解除对填充物的固定,第三电推杆通过自身缩短以在插杆的限位作用下,带动安装座向左侧移动,第五电推杆通过自身伸长并在限位杆的限位作用下推动移动座带动第二导筒向左侧移动,进而使第二导筒和第一导筒上下相通,第二电机驱动第一皮带轮转动,由于第二皮带轮和第一皮带轮通过皮带传动连接,促使第二皮带轮在第一皮带轮旋转力的作用下带动丝杠螺杆转动,并使丝杠螺母在丝杠螺杆旋转力的作用下驱动移动板在限位插杆的配合下,使顶板推动存贮槽内部填充物向左侧移动出存贮槽外侧并进入至第一导筒内,第四电推杆通过自身伸长推动第二推板向下移动,以使第二推板推动第一导筒内部填充物进入至第二导筒内,填充物沿第二导筒进入至箱体内,第二电推杆通过自身伸长推动第一推板向下移动,以使第一推板压紧后一排工件进行限位;
23.步骤3、工作人员控制控制器启动第一电机,第一电机驱动主动齿轮转动,由于主动齿轮和齿轮环啮合,促使齿轮环在主动齿轮的作用下驱动限位滑块周向转动,并使限位滑块在导轨杆内腔前后滑动,进而在第一插槽座的限位作用下,使导轨杆驱动导轨杆左右往复运动,以使导轨杆推动挡板带动卡槽座向左侧移动,并使限位轮沿限位座内部卡槽斜
面向上运动后,卡槽座在自身重力作用下沿斜面向下滑动,进而使卡槽座驱动箱体左右往复震动,使箱体内部填充物填平内部;
24.步骤4、x轴移动平台和y轴移动平台驱动底板带动装有齿轮工件及填充物的箱体移动至摊平组件下方,工作人员控制控制器依次启动第三电机、搬运机械臂和封箱打签机,第三电机驱动第二齿轮间歇性顺时针或逆时针方向转动,由于第一齿轮和第二齿轮啮合,促使第一齿轮在第二齿轮旋转力的作用下驱动连接杆一端周向转动,进而使连接杆驱动刮板以与摊平组件安装板销轴转动连接处为顶点向左侧或向右侧往复摆动,进而使刮板将箱体顶部填充物刮平,搬运机械臂将箱体搬运至封箱打签机内,封箱打签机将箱体进行封装打签。
25.与现有技术相比,本发明的有益效果是:该用于汽车齿轮周转包装设备及方法:
26.1、通过分类提升机将齿轮工件分类提升至指定位置,抓取机械臂将齿轮工件抓取并放置在塑封机内将其塑封,塑封完毕后的齿轮工件移动至装箱机内进行装箱,搬运机械臂将装箱机内部装箱后的工件移动至填充机构内的卡槽座内;
27.2、通过第一电推杆驱动推板向外侧移动以解除对填充物的固定,第三电推杆通过自身缩短带动安装座向左侧移动,第五电推杆自身伸长推动移动座带动第二导筒向左侧移动,进而使第二导筒和第一导筒上下相通,第二电机驱动第一皮带轮转动,第二皮带轮在第一皮带轮旋转力的作用下带动丝杠螺杆转动,并使丝杠螺母在丝杠螺杆旋转力的作用下驱动移动板在限位插杆的配合下,使顶板推动存贮槽内部填充物向左侧移动出存贮槽外侧并进入至第一导筒内,第四电推杆通过自身伸长推动第二推板向下移动,以使第二推板推动第一导筒内部填充物进入至第二导筒内,填充物沿第二导筒进入至箱体内,第二电推杆通过自身伸长推动第一推板向下移动,以使第一推板压紧后一排工件进行限位;
28.3.通过第一电机驱动主动齿轮转动,齿轮环在主动齿轮的作用下驱动限位滑块周向转动,并使限位滑块在导轨杆内腔前后滑动同时驱动导轨杆左右往复运动,以使导轨杆推动挡板带动卡槽座向左侧移动,并使限位轮沿限位座内部卡槽斜面向上运动后,卡槽座在自身重力作用下沿斜面向下滑动,进而使卡槽座驱动箱体左右往复震动,使箱体内部填充物填平内部;
29.4、通过第三电机驱动第二齿轮间歇性顺时针或逆时针方向转动,第一齿轮在第二齿轮旋转力的作用下驱动连接杆带动刮板以与摊平组件安装板销轴转动连接处为顶点向左侧或向右侧往复摆动,进而使刮板将箱体顶部填充物刮平,搬运机械臂将箱体搬运至封箱打签机内,封箱打签机将箱体进行封装打签;
30.从而可实现汽车齿轮加工过程中,加工成品工件分类、塑封、装箱、封装、打签一体化流水作业,缩短工件在不同工序间转运周期,提高生产效率,并且可对装箱后齿轮工件添加填充物进行保护,避免运输过程中损坏。
附图说明
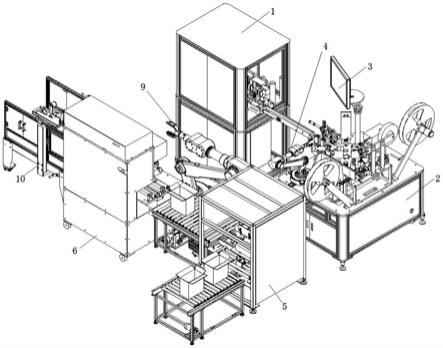
31.图1为本发明结构示意图;
32.图2为图1的填充机构爆炸图;
33.图3为图2的填充组件爆炸图;
34.图4为图2的摊平组件爆炸图。
35.图中:1、分类提升机,2、塑封机,3、控制器,4、抓取机械臂,5、装箱机,6、填充机构,61、外壳,62、x轴移动平台,63、y轴移动平台,64、底板,65、限位座,66、卡槽座,67、限位轮,68、挡板,69、第一插槽座,610、导轨杆,611、限位滑块,612、第一电机,613、主动齿轮,614、齿轮环,7、填充组件,71、填充组件安装板,72、存贮槽,73、第一电推杆,74、推板,75、限位插杆,76、移动板,77、丝杠螺母,78、第二电机,79、第一皮带轮,710、丝杠螺杆,711、第二皮带轮,712、顶板,713、第一安装座,714、第二电推杆,715、第一推板,716、第三电推杆,717、安装座,718、插槽块,719、插杆,720、第一导筒,721、第四电推杆,722、第二推板,723、固定架,724、第五电推杆,725、限位杆,726、移动座,727、第二导筒,728、第二插槽座,8、摊平组件,81、摊平组件安装板,82、第一齿轮,83、第三电机,84、第二齿轮,85、连接杆,86、刮板,9、搬运机械臂,10、封箱打签机。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.请参阅图1-4,本发明提供一种技术方案:一种用于汽车齿轮周转包装设备,包括:分类提升机1、塑封机2、控制器3、抓取机械臂4、装箱机5、填充机构6、搬运机械臂9和封箱打签机10,分类提升机1具体使用型号根据实际使用要求直接从市场上购买安装并使用的,分类提升机1由控制器3进行控制将齿轮工件分类提升至指定位置;塑封机2设置在分类提升机1的右侧出料口对应位置处,塑封机2具体使用型号根据实际使用要求直接从市场上购买安装并使用的,塑封机2由控制器3进行控制将齿轮工件进行塑封;控制器3安装在塑封机2的顶端,控制器3分别与分类提升机1和塑封机2电性连接,控制器3具体使用型号根据实际使用要求直接从市场上购买安装并使用的;抓取机械臂4安装在塑封机2顶端前侧出料口对应位置处,抓取机械臂4和控制器3电性连接,抓取机械臂4具体使用型号根据实际使用要求直接从市场上购买安装并使用的,抓取机械臂4由控制器3进行控制将齿轮工件抓取并放置在塑封机2内;装箱机5设置在塑封机2的前侧,装箱机5和控制器3电性连接,装箱机5具体使用型号根据实际使用要求直接从市场上购买安装并使用的,装箱机5由控制器3进行控制将工件装箱;填充机构6设置在装箱机5的左侧出料口对应位置处;搬运机械臂9设置在填充机构6的后侧,搬运机械臂9和控制器3电性连接,搬运机械臂9具体使用型号根据实际使用要求直接从市场上购买安装并使用的,搬运机械臂9由控制器3进行控制将箱体搬运至封箱打签机10内;封箱打签机10设置在填充机构6的右侧,封箱打签机10和控制器3电性连接,封箱打签机10具体使用型号根据实际使用要求直接从市场上购买安装并使用的,封箱打签机10由控制器3进行控制将箱体进行封装打签。
38.作为优选方案,更进一步的,填充机构6包括;外壳61、x轴移动平台62、y轴移动平台63、底板64、限位座65、卡槽座66、限位轮67、填充组件7、摊平组件8、挡板68、第一插槽座69、导轨杆610、限位滑块611、第一电机612、主动齿轮613和齿轮环614;外壳61沿左右方向设置在装箱机5的左侧出料口对应位置处;x轴移动平台62沿左右方向设置在外壳61的顶端,x轴移动平台62和控制器3电性连接,x轴移动平台62具体使用型号根据实际使用要求直
接从市场上购买安装并使用的,x轴移动平台62由控制器3进行控制驱动y轴移动平台63进行x轴方向上的移动;y轴移动平台63沿前后方向设置在x轴移动平台62的移动端,y轴移动平台63和控制器3电性连接,y轴移动平台63具体使用型号根据实际使用要求直接从市场上购买安装并使用的,y轴移动平台63由控制器3进行控制驱动底板64进行y轴方向上的移动;底板64设置在y轴移动平台63的移动端;限位座65的数量为两个,两个限位座65分别沿左右方向设置在底板64的顶端前后两侧,前后两个限位座65的顶端左右两侧分别开设有斜面卡槽;卡槽座66设置在底板64的上方;限位轮67的数量为两组,每组限位轮67的数量为两个,两组限位轮67分别通过销轴转动连接在卡槽座66的前后两侧左右两端,两组限位轮67分别卡接在前后两个限位座65的卡槽内腔,限位轮67沿限位座65内部卡槽斜面向上运动后,卡槽座66在自身重力作用下使限位轮67沿斜面向下滑动;填充组件7设置在外壳61的后侧顶端;摊平组件8设置在外壳61的后侧且位于填充组件7的下方;挡板68设置在卡槽座66的底端中心位置;第一插槽座69安装在底板64的顶端右侧中心位置;导轨杆610插接在第一插槽座69的内腔,导轨杆610的形状为t形,导轨杆610的左侧与挡板68的右端相接触;限位滑块611插接在导轨杆610的内腔,限位滑块611可在导轨杆610的内腔前后移动;第一电机612设置在底板64的顶端,第一电机612和控制器3电性连接,第一电机612具体使用型号根据实际使用要求直接从市场上购买安装并使用的,第一电机612由控制器3进行控制驱动主动齿轮613转动;主动齿轮613螺钉连接在第一电机612的输出端;齿轮环614通过销轴转动连接在底板64的顶端,齿轮环614和主动齿轮613啮合,齿轮环614的顶端外侧与限位滑块611的底端通过销轴转动连接,齿轮环614可在主动齿轮613的作用下驱动限位滑块611周向转动。
39.作为优选方案,更进一步的,填充组件7包括;填充组件安装板71、存贮槽72、第一电推杆73、推板74、第二插槽座728、限位插杆75、移动板76、丝杠螺母77、第二电机78、第一皮带轮79、丝杠螺杆710、第二皮带轮711、顶板712、第一安装座713、第二电推杆714、第一推板715、第三电推杆716、安装座717、插槽块718、插杆719、第一导筒720、第四电推杆721、第二推板722、固定架723、第五电推杆724、限位杆725、移动座726和第二导筒727;填充组件安装板71沿左右方向设置在外壳61的后侧顶端;存贮槽72设置在填充组件安装板71的顶端左侧;第一电推杆73的数量为两个,两个第一电推杆73分别设置在存贮槽72的前后两侧,第一电推杆73的伸缩端延伸进存贮槽72的内侧,第一电推杆73和控制器3电性连接,第一电推杆73具体使用型号根据实际使用要求直接从市场上购买安装并使用的,第一电推杆73由控制器3进行控制伸长缩短带动推板74向内侧或向外侧移动;推板74的数量为两个,两个推板74分别设置在前后两个第一电推杆73的伸缩端;第二插槽座728沿左右方向设置在填充组件安装板71的顶端,第二插槽座728延伸进存贮槽72的内侧;限位插杆75的数量为两个,两个限位插杆75分别插接在第二插槽座728的内腔前后两侧,限位插杆75可在第二插槽座728的内腔左右移动;移动板76设置在前后两个限位插杆75的右端;丝杠螺母77通过轴承转动连接在移动板76的内侧;第二电机78设置在第二插槽座728的内侧右端,第二电机78和控制器3电性连接,第二电机78具体使用型号根据实际使用要求直接从市场上购买安装并使用的,第二电机78由控制器3进行控制驱动第一皮带轮79顺时针或逆时针方向转动;第一皮带轮79螺钉连接在第二电机78的输出端;丝杠螺杆710通过轴承转动连接在第二插槽座728的内腔,丝杠螺杆710和丝杠螺母77螺接;第二皮带轮711螺钉连接在丝杠螺杆710的右端,第二皮带轮711和第一皮带轮79通过皮带传动连接,第二皮带轮711可在第一皮带轮79旋转力的
作用下带动丝杠螺杆710顺时针或逆时针方向转动;顶板712设置在前后两个限位插杆75的左端;第一安装座713设置在填充组件安装板71的左侧;第二电推杆714的数量为若干个,若干个第二电推杆714分别沿前后方向间隙内嵌在第一安装座713的顶端,第二电推杆714的伸缩端延伸进存贮槽72的内侧;第一推板715的数量为若干个,若干个第一推板715分别设置在若干个第二电推杆714的底端,第二电推杆714具体使用型号根据实际使用要求直接从市场上购买安装并使用的,第二电推杆714由控制器3进行控制带动第一推板715向上或向下移动;第三电推杆716的数量为两个,两个第三电推杆716分别通过支架设置在第一安装座713的内侧前后两端,第三电推杆716和控制器3电性连接,第三电推杆716具体使用型号根据实际使用要求直接从市场上购买安装并使用的,第三电推杆716由控制器3进行控制伸长缩短带动安装座717向左侧或向右侧移动;安装座717沿前后方向设置在前后两个第一推板715的移动端;插槽块718的数量为两组,每组插槽块718的数量为两个,两组第一安装座713分别设置在第一安装座713的内侧前后两端上下两侧;插杆719的数量为两组,每组插杆719的数量为两个,两组插杆719分别设置在安装座717的左侧前后两端上下两侧,两组插杆719分别插接在前后两组插槽块718的内腔;第一导筒720的数量为若干个,若干个第一导筒720分别沿前后方向间隙设置在安装座717的右侧;第四电推杆721的数量为若干个,若干个第四电推杆721分别设置在若干个第一导筒720的内腔顶端,第四电推杆721和控制器3电性连接门,第四电推杆721具体使用型号根据实际使用要求直接从市场上购买安装并使用的,第四电推杆721由控制器3进行控制带动第二推板722向上或向下移动;第二推板722的数量为若干个,若干个第二推板722分别设置在若干个第四电推杆721的伸缩端;固定架723通过支架设置在填充组件安装板71的底端左侧;第五电推杆724设置在固定架723的左侧,第五电推杆724和控制器3电性连接,第五电推杆724具体使用型号根据实际使用要求直接从市场上购买安装并使用的,第五电推杆724由控制器3进行控制带动移动座726向左侧或向右侧移动;限位杆725的数量为两组,每组限位杆725的数量为两个,两组限位杆725分别设置在固定架723的左侧前后两端上下两侧;移动座726套接在前后两组限位杆725的外壁;第二导筒727的数量为若干个,若干个第二导筒727分别沿前后方向间隙设置在移动座726的左侧。
40.作为优选方案,更进一步的,摊平组件8包括:摊平组件安装板81、第一齿轮82、第三电机83、第二齿轮84、连接杆85和刮板86;摊平组件安装板81沿前后方向设置在外壳61的后侧;第一齿轮82通过销轴转动连接在摊平组件安装板81的顶端前侧;第三电机83设置在摊平组件安装板81的底端后侧,第三电机83的输出端延伸出摊平组件安装板81的上表面,第三电机83和控制器3电性连接;第二齿轮84螺钉连接在第三电机83的输出端,第二齿轮84和第一齿轮82啮合;连接杆85一端通过销轴转动连接在第一齿轮82的顶端外侧;刮板86通过销轴转动连接在摊平组件安装板81的顶端后侧,连接杆85的另一端与刮板86的侧壁通过销轴转动连接。
41.一种用于汽车齿轮周转包装方法,包括以下步骤:
42.步骤1、使用时,工作人员预先将齿轮工件投放至分类提升机1内,并控制控制器3依次启动分类提升机1、塑封机2、抓取机械臂4、装箱机5和搬运机械臂9依次启动,分类提升机1将齿轮工件分类提升至指定位置,抓取机械臂4将齿轮工件抓取并放置在塑封机2内将其塑封,塑封完毕后的齿轮工件移动至装箱机5内进行装箱,搬运机械臂9将装箱机5内部装
箱后的工件移动至填充机构6内的卡槽座66内;
43.步骤2、工作人员预先向存贮槽72内部排列放置填充物,控制控制器3启动第一电推杆73,使第一电推杆73推动推板74向内侧移动以将填充物夹持固定,工作人员控制塑封机2依次启动x轴移动平台62和y轴移动平台63使其在底板64的配合下驱动箱体移动至填充组件7下方对应位置处依次进行移动,工作人员控制控制器3依次启动第一电推杆73、第三电推杆716、第五电推杆724、第二电机78、第四电推杆721和第二电推杆714,第一电推杆73驱动推板74向外侧移动以解除对填充物的固定,第三电推杆716通过自身缩短以在插杆719的限位作用下,带动安装座717向左侧移动,第五电推杆724通过自身伸长并在限位杆725的限位作用下推动移动座726带动第二导筒727向左侧移动,进而使第二导筒727和第一导筒720上下相通,第二电机78驱动第一皮带轮79转动,由于第二皮带轮711和第一皮带轮79通过皮带传动连接,促使第二皮带轮711在第一皮带轮79旋转力的作用下带动丝杠螺杆710转动,并使丝杠螺母77在丝杠螺杆710旋转力的作用下驱动移动板76在限位插杆75的配合下,使顶板712推动存贮槽72内部填充物向左侧移动出存贮槽72外侧并进入至第一导筒720内,第四电推杆721通过自身伸长推动第二推板722向下移动,以使第二推板722推动第一导筒720内部填充物进入至第二导筒727内,填充物沿第二导筒727进入至箱体内,第二电推杆714通过自身伸长推动第一推板715向下移动,以使第一推板715压紧后一排工件进行限位;
44.步骤3、工作人员控制控制器3启动第一电机612,第一电机612驱动主动齿轮613转动,由于主动齿轮613和齿轮环614啮合,促使齿轮环614在主动齿轮613的作用下驱动限位滑块611周向转动,并使限位滑块611在导轨杆610内腔前后滑动,进而在第一插槽座69的限位作用下,使导轨杆610驱动导轨杆610左右往复运动,以使导轨杆610推动挡板68带动卡槽座66向左侧移动,并使限位轮67沿限位座65内部卡槽斜面向上运动后,卡槽座66在自身重力作用下沿斜面向下滑动,进而使卡槽座66驱动箱体左右往复震动,使箱体内部填充物填平内部;
45.步骤4、x轴移动平台62和y轴移动平台63驱动底板64带动装有齿轮工件及填充物的箱体移动至摊平组件8下方,工作人员控制控制器3依次启动第三电机83、搬运机械臂9和封箱打签机10,第三电机83驱动第二齿轮84间歇性顺时针或逆时针方向转动,由于第一齿轮82和第二齿轮84啮合,促使第一齿轮82在第二齿轮84旋转力的作用下驱动连接杆85一端周向转动,进而使连接杆85驱动刮板86以与摊平组件安装板81销轴转动连接处为顶点向左侧或向右侧往复摆动,进而使刮板86将箱体顶部填充物刮平,搬运机械臂9将箱体搬运至封箱打签机10内,封箱打签机10将箱体进行封装打签。
46.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。