1.本实用新型涉及自动化机械设备技术领域,具体为一种用于关节式定子铁芯料框自动化移载定位机构。
背景技术:
2.现有的关节式定子铁芯料框用于装载多个关节式定子铁芯段(通常是6段,即每框可以组成一个环形定子铁芯),如图1所示,料框内配有一块定位板,板上配有12个定位插销,每2个插销定位一个铁芯段;定位板上还配有两个定位孔,可以从料框底部用插销插入这两个定位孔来实现整个料框的定位;铁芯加工工艺一般包括冲压整形、绕线、注塑、激光焊接、浸漆固化等,在定子铁芯的冲压整形、绕线、注塑、焊接等加工工艺中,该料框用作各工位的工位器具和各工位之间的转运,该料框可以多层堆叠(一般不超过5层)。目前,在上述工艺设备中,均通过人工搬运料框的方式进行料框定位、上料和下料作业,每一个空料框重约7kg,每一个满料框重约16kg,工人工作强度大,且生产效率低。
技术实现要素:
3.本实用新型的目的在于提供一种用于关节式定子铁芯料框自动化移载定位机构,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种用于关节式定子铁芯料框自动化移载定位机构,包括移载装置和agv运输货架;所述agv运输货架包括搬运机器人,搬运机器人安装在移载装置的底部;所述移载装置包括移载框架组件、移载机构、料框托举旋转平台和中间框托举旋转平台,移载机构安装在移载框架组件上,料框托举旋转平台设置有两组,分别设置在移载框架组件的左右两侧,两组料框托举旋转平台的底端分别安装有左侧底脚和右侧底脚;两组所述料框托举旋转平台之间安装有中间框托举旋转平台,中间框托举旋转平台的底部安装有中间底脚;两个所述料框托举旋转平台和中间框托举旋转平台的结构一致;所述移载装置的底部设置有转运架,搬运机器人安装在转运架的底部;所述移载框架组件通过水平滑块连接有驱动框架,驱动框架的前侧安装有折臂移载器;
5.所述移载框架组件为横向移载的主框架机构,移载机构为纵向移载机构,左侧底脚为设备左侧支撑机构,右侧底脚为设备右侧支撑机构,中间底脚为设备中间支撑机构;所述料框托举旋转平台为左右两侧旋转去托举料框平台,中间框托举旋转平台为中间对开旋转去托举料框平台;所述移载装置的底部设置的转运架为料框的定位机构,用于叠放料框,搬运机器人为转运机构,折臂移载器为用于抓取料框的横向运动机构。
6.优选的,所述移载框架组件包括移载框架本体、水平滑块、水平导轨、气缸、齿轮和下部齿条,移载框架本体上安装有水平导轨,水平导轨上安装有多个水平滑块;所述下部齿条水平安装在水平导轨的顶端,下部齿条上啮合传动连接有齿轮,齿轮安装在滑座上,滑座与气缸连接。
7.优选的,所述驱动框架的后侧安装有与下部齿条、齿轮配合使用的上部齿条;所述
驱动框架的前侧安装有滚珠丝杠,滚珠丝杠的底端连接有伺服电机,折臂移载器通过丝杠螺母与滚珠丝杠连接;所述驱动框架组件的左右两侧均安装有纵向滑轨,纵向滑轨的内部安装有与折臂移载器连接的纵向滑块。
8.优选的,所述料框托举旋转平台包括立柱、轴承座、滚子轴承、限位块、料箱垫板、摆动气缸、摆动座和定位销,摆动气缸安装在立柱的顶端,摆动气缸的一侧安装有轴承座,轴承座上安装有限位块;所述摆动气缸上安装有料箱垫板,料箱垫板上设置有摆动座,摆动座上安装有滚子轴承,料箱垫板的前侧还安装有定位销。
9.优选的,所述中间框托举旋转平台的顶端安装有两个料箱垫板,两个料箱垫板分别设置在中间框托举旋转平台顶端的左右两侧。
10.优选的,所述左侧底脚、后侧底脚和中间底脚结构一致,左侧底脚和右侧底脚左右对称设置。
11.与现有技术相比,本实用新型的有益效果是:
12.本实用新型提供的一种用于关节式定子铁芯料框自动化移载定位机构,该发明主要用于为各铁芯加工工艺自动化设备(冲压整形、绕线、注塑、激光焊接等)提供对多层铁芯料框进行自动一次上料、逐层移载和精确定位、逐层叠放下料的自动化机构,且具备与agv对接能力,从而便于实现多层铁芯料框在不同工艺设备之间的流转,从而减少人工作业量,提升自动化水平,提高作业效率,有利于实现铁芯加工工艺车间的无人化。
附图说明
13.图1为本实用新型的设备处于原始状态时的整体结构示意图;
14.图2为本实用新型的设备对上料框进行竖直移栽时的整体结构示意图;
15.图3为本实用新型的设备对料框进行横向移载工位的整体结构示意图;
16.图4为本实用新型的设备对下料框进行竖直移栽时的整体结构示意图;
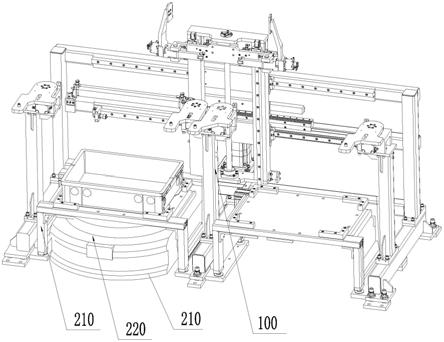
17.图5为本实用新型的agv运输货架的具体结构示意图;
18.图6为本实用新型的移载框架组件的具体结构示意图;
19.图7为本实用新型的移载机构的具体结构示意图;
20.图8为本实用新型的左侧底脚的具体结构示意图;
21.图9为本实用新型的右侧底脚的具体结构示意图;
22.图10为本实用新型的中间底脚的具体结构示意图;
23.图11为本实用新型的料框托举旋转平台的具体结构示意图;
24.图12为本实用新型的料框托举旋转平台的剖视图;
25.图13为本实用新型的中间框托举旋转平台的具体结构示意图。
26.图中:100、移载装置;110、移载框架组件;111、移载框架本体;112、水平滑块;113、水平导轨;114、气缸;115、齿轮;116、下部齿条;120、移载机构;121、驱动框架;122、折臂移载器;123、伺服电机;124、滚珠丝杠;125、丝杠螺母;126、纵向滑轨;127、纵向滑块;128、上部齿条;130、左侧底脚;140、右侧底脚;150、中间底脚;160、料框托举旋转平台;161、立柱;162、定位销;163、轴承座;164、限位块;165、料箱垫板;166、摆动气缸;167、摆动座;168、滚子轴承;170、中间框托举旋转平台;200、agv运输货架;210、转运架;220、搬运机器人。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.在本实用新型的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
30.请参阅图1-13,本实用新型提供一种技术方案:一种用于关节式定子铁芯料框自动化移载定位机构,包括移载装置100和agv运输货架200;agv运输货架200包括搬运机器人220,搬运机器人220安装在移载装置100的底部;移载装置100包括移载框架组件110、移载机构120、料框托举旋转平台160和中间框托举旋转平台170,移载机构120安装在移载框架组件110上,料框托举旋转平台160设置有两组,分别设置在移载框架组件110的左右两侧,两组料框托举旋转平台160的底端分别安装有左侧底脚130和右侧底脚140;两组料框托举旋转平台160之间安装有中间框托举旋转平台170,中间框托举旋转平台170的底部安装有中间底脚150;两个料框托举旋转平台160和中间框托举旋转平台170的结构一致;移载装置100的底部设置有转运架210,搬运机器人220安装在转运架210的底部;移载框架组件110通过水平滑块112连接有驱动框架121,驱动框架121的前侧安装有折臂移载器122。
31.进一步的,移载框架组件110包括移载框架本体111、水平滑块112、水平导轨113、气缸114、齿轮115和下部齿条116,移载框架本体(111)上安装有水平导轨113,水平导轨113上安装有多个水平滑块112;下部齿条116水平安装在水平导轨113的顶端,下部齿条116上啮合传动连接有齿轮115,齿轮115安装在滑座上,滑座与气缸114连接。
32.进一步的,驱动框架121的后侧安装有与下部齿条116、齿轮115配合使用的上部齿条128;驱动框架121的前侧安装有滚珠丝杠124,滚珠丝杠124的底端连接有伺服电机123,折臂移载器122通过丝杠螺母125与滚珠丝杠124连接;驱动框架121组件的左右两侧均安装有纵向滑轨126,纵向滑轨126的内部安装有与折臂移载器122连接的纵向滑块127。
33.进一步的,料框托举旋转平台160包括立柱161、轴承座163、滚子轴承168、限位块164、料箱垫板165、摆动气缸166、摆动座167和定位销162,摆动气缸166安装在立柱161的顶端,摆动气缸166的一侧安装有轴承座163,轴承座163上安装有限位块164;摆动气缸166上安装有料箱垫板165,料箱垫板165上设置有摆动座167,摆动座167上安装有滚子轴承168,料箱垫板165的前侧还安装有定位销162。
34.进一步的,中间框托举旋转平台170的顶端安装有两个料箱垫板165,两个料箱垫板165分别设置在中间框托举旋转平台170顶端的左右两侧。
35.进一步的,左侧底脚130、后侧底脚140和中间底脚150结构一致,左侧底脚130和右侧底脚140左右对称设置。
36.工作原理:移载框架组件110为横向移载的主框架机构,移载机构120为纵向移载机构,左侧底脚130为设备左侧支撑机构,右侧底脚140为设备右侧支撑机构,中间底脚150为设备中间支撑机构;料框托举旋转平台160为左右两侧旋转去托举料框平台,中间框托举旋转平台170为中间对开旋转去托举料框平台;移载装置100的底部设置的转运架210为料框的定位机构,用于叠放料框,搬运机器人220为转运机构,折臂移载器122为用于抓取料框的横向运动机构,折臂移载器122为抓取料框机构横向运动返回原点时需要避开料框则需要折臂避位,伺服电机123是配合滚珠丝杆124传动从而达到上下移载的目的,伺服传动定位精度高、反应迅速、等优点,其中折臂移载器122中的右折臂和左折臂需要实现的动作一样,但是右折臂和左折臂左右对称设置。
37.首先将待加工的料框托盘(最多叠放5层料框,每框必须放满6段铁芯)放入铁芯料框移载装置100的左侧上料位;将空托盘放入右侧下料位,上料位和下料位的运输均为agv运输,铁芯料框的移载装置100将待加工的料框按从上到下的顺序抓取一个,移载至移载装置100的定位台上,便于后期抓取工件,当下料车上的料框放满六个后,移载装置100将该料框移载码在下料位托盘上(最多码5个料框),然后从上料位的托盘上再移载一个料框至上料定位装置处定位,下料托盘上放满5框时,人工用叉车或agv运输货架200将下料托盘(五框已完成耐压检测)搬至存放位,将上料空托盘移至下料位,将新的待测料框托盘耐压检测放入上料位。
38.值得注意的是:整个装置通过控制器对其实现控制,由于控制器为常用设备,属于现有成熟技术,在此不再赘述其电性连接关系以及具体的电路结构。
39.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。