1.本实用新型涉及自动化设备技术领域,具体涉及一种血压仪部件成品出料机构。
背景技术:
2.随着国内医疗水平也在不断提升,医疗器械种类也在逐渐增多,现有一种血压仪需要进行零配件组装,其中包括电磁阀与硅胶管的组装工序,经过组装线组装完毕后需要整齐摆放到成品盒内,为此需要特别设计一种针对成品自动出料摆料的机构,提高血压仪在线组装效率,提高产能。
技术实现要素:
3.本实用新型目的:鉴于背景技术中的技术要求,我们设计一种血压仪部件成品出料机构,能够结合自动夹取组件将组装线上组装完毕的血压仪部件成品沿y轴方向夹取,并放置在成品盒内,通过载板搬运组件既要承担成品盒x轴方向滑移以定位血压仪部件成品的落盒位置,也要承担空载成品盒和满载成品盒的搬运,且利用气泵升降组件空载成品盒升降,完成叠料、出料需求,自动化程度高,提高了血压仪在线组装出料效率,实用方便。
4.为解决上述问题采取的技术方案是:
5.一种血压仪部件成品出料机构,包括固定在机架上的载板搬运组件、自动夹取组件以及固定在机架内侧的两组气泵升降组件,两组所述气泵升降组件上分别层层叠放有空载成品盒和满载成品盒。
6.所述载板搬运组件包括水平架设在机架上端面的滑块滑轨组件、搬运架、顶撑组件以及电缸滑台,所述搬运架与滑块固连,并在滑轨上沿着x轴方向水平滑移,所述搬运架对位两端设置有顶撑组件,所述顶撑组件包括导杆导套组件、顶撑板以及固定在顶撑板中部的顶撑气缸,
7.所述自动夹取组件固定在机架上端中部,包括沿y轴方向滑移的电缸滑台、固定在电缸滑台滑块上的升降气缸和滑块滑轨组件、升降板、夹取气缸以及夹爪,所述夹爪将y轴方向上的组装线上组装完毕的血压仪部件成品夹取后放置在空载的成品盒内,
8.所述气泵升降组件包括定位板、气泵、传动组件、丝杆副、升降载台和载板,所述气泵的旋转轴与丝杆副一端通过传动组件连接传递动力,丝杆副的丝杆滑块与升降载台尾部固连,升降载台尾部两侧还通过竖直滑块滑轨组件与定位板配合上下稳定升降。
9.进一步地,两所述顶撑板正对成品盒的对边,加力夹持住后由电缸滑台带动搬运。
10.进一步地,所述血压仪部件成品包括塑料接头、硅胶管和微孔阀。
11.进一步地,所述载板定位在升降载台上,所述载板上层层叠放有成品盒。
12.本实用新型的有益效果是:
13.该血压仪部件成品出料机构能够结合自动夹取组件将组装线上组装完毕的血压仪部件成品沿y轴方向夹取,并放置在成品盒内,通过载板搬运组件既要承担成品盒x轴方向滑移以定位血压仪部件成品的落盒位置,也要承担空载成品盒和满载成品盒的搬运,且
利用气泵升降组件空载成品盒升降,完成叠料、出料需求,自动化程度高,提高了血压仪在线组装出料效率,实用方便。
附图说明
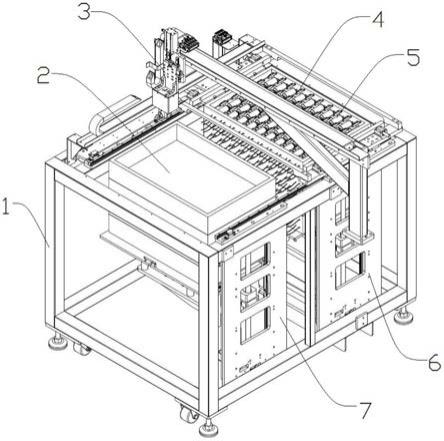
14.图1为本实施例血压仪部件成品出料机构的立体图;
15.图2为本实施例所述载板搬运组件、气泵升降组件的结构示意图;
16.图3为本实施例所述载板搬运组件、气泵升降组件的侧仰视图;
17.图4为本实施例所述血压仪部件成品的结构示意图;
18.其中,1-机架,2-空载成品盒,3-自动夹取组件,4-满载成品盒,5-血压仪部件成品,6-满载的气泵升降组件,7-空载的气泵升降组件,8-滑块滑轨组件,9-顶撑气缸,10-顶撑板,11-搬运架,12-导杆导套组件,13-丝杆滑块,14-丝杆副,15-定位板,16-升降载台,17-载板,18-气泵,19-传动组件,20-竖直滑块滑轨组件,21-塑料接头,22-硅胶管,23-微孔阀。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
20.请参阅图1-4,本实施例提出一种血压仪部件成品出料机构,包括固定在机架1上的载板搬运组件、自动夹取组件3以及固定在机架1内侧的两组气泵升降组件,两组所述气泵升降组件上分别层层叠放有空载成品盒3和满载成品盒4。
21.具体地说,所述载板搬运组件包括水平架设在机架1上端面的滑块滑轨组件8、搬运架11、顶撑组件以及电缸滑台(图纸未示出),所述搬运架11与滑块固连,并在滑轨上沿着x轴方向水平滑移,所述搬运架11对位两端设置有顶撑组件,所述顶撑组件包括导杆导套组件12、顶撑板10以及固定在顶撑板10中部的顶撑气缸9。
22.所述自动夹取组件3固定在机架1上端中部,包括沿y轴方向滑移的电缸滑台、固定在电缸滑台滑块上的升降气缸和滑块滑轨组件8、升降板、夹取气缸以及夹爪,所述夹爪将y轴方向上的组装线上组装完毕的血压仪部件成品5夹取后放置在空载的成品盒2内。
23.所述气泵升降组件包括定位板15、气泵18、传动组件19、丝杆副14、升降载台16和载板17,所述气泵18的旋转轴与丝杆副14一端通过传动组件19连接传递动力,丝杆副14的丝杆滑块13与升降载台16尾部固连,升降载台16尾部两侧还通过竖直滑块滑轨组件208与定位板15配合上下稳定升降。
24.进一步的实施方案是,两所述顶撑板10正对成品盒的对边,加力夹持住后由电缸滑台带动搬运。
25.进一步的实施方案是,所述血压仪部件成品5包括塑料接头21、硅胶管22和微孔阀23。
26.进一步的实施方案是,所述载板17定位在升降载台16上,所述载板17上层层叠放有成品盒。
27.工作过程是:当装载血压仪部件成品5的成品盒满载后,满载的气泵升降组件6带动载板向下移动,空出留给空载成品盒3装料,并且利用载板搬运组件夹取空载成品盒3后,
控制x轴方向的定位滑移,空载的气泵升降组件7向上抬升,以供应下一个空载成品盒,随后由自动夹取组件沿着y轴方向定位装料,完成装料至满载后重复上述动作过程。
28.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种血压仪部件成品出料机构,其特征在于:包括固定在机架上的载板搬运组件、自动夹取组件以及固定在机架内侧的两组气泵升降组件,两组所述气泵升降组件上分别层层叠放有装载组装完毕的血压仪部件成品的空载成品盒和满载成品盒。2.根据权利要求1所述的血压仪部件成品出料机构,其特征在于:所述载板搬运组件包括水平架设在机架上端面的滑块滑轨组件、搬运架、顶撑组件以及电缸滑台,所述搬运架与滑块固连,并在滑轨上沿着x轴方向水平滑移,所述搬运架对位两端设置有顶撑组件,所述顶撑组件包括导杆导套组件、顶撑板以及固定在顶撑板中部的顶撑气缸。3.根据权利要求1所述的血压仪部件成品出料机构,其特征在于:所述自动夹取组件固定在机架上端中部,包括沿y轴方向滑移的电缸滑台、固定在电缸滑台滑块上的升降气缸和滑块滑轨组件、升降板、夹取气缸以及夹爪,所述夹爪将y轴方向上的组装线上组装完毕的血压仪部件成品夹取后放置在空载的成品盒内。4.根据权利要求1所述的血压仪部件成品出料机构,其特征在于:所述气泵升降组件包括定位板、气泵、传动组件、丝杆副、升降载台和载板,所述气泵的旋转轴与丝杆副一端通过传动组件连接传递动力,丝杆副的丝杆滑块与升降载台尾部固连,升降载台尾部两侧还通过竖直滑块滑轨组件与定位板配合上下稳定升降。5.根据权利要求2所述的血压仪部件成品出料机构,其特征在于:两所述顶撑板正对成品盒的对边,加力夹持住后由电缸滑台带动搬运。6.根据权利要求1所述的血压仪部件成品出料机构,其特征在于:所述血压仪部件成品包括塑料接头、硅胶管和微孔阀。7.根据权利要求4所述的血压仪部件成品出料机构,其特征在于:所述载板定位在升降载台上,所述载板上层层叠放有成品盒。
技术总结
本实用新型公开了一种血压仪部件成品出料机构,包括固定在机架上的载板搬运组件、自动夹取组件以及两组气泵升降组件,两组气泵升降组件上分别层层叠放有空载成品盒和满载成品盒,载板搬运组件包括滑块滑轨组件、搬运架、顶撑组件以及电缸滑台,自动夹取组件固定在机架上端中部,气泵升降组件包括定位板、气泵、传动组件、丝杆副、升降载台和载板,该机构能够将组装线上组装完毕的血压仪部件成品夹取,并放置在成品盒内,通过载板搬运组件既要承担成品盒X轴方向滑移以定位血压仪部件成品的落盒位置,也要承担空载成品盒和满载成品盒的搬运,且利用气泵升降组件空载成品盒升降,完成叠料、出料需求,自动化程度高,提高了血压仪在线组装出料效率。组装出料效率。组装出料效率。
技术研发人员:张君武
受保护的技术使用者:昆山中立德智能科技有限公司
技术研发日:2021.07.26
技术公布日:2022/2/11