1.本发明涉及贴标技术领域,具体涉及一种将不同标签纸上的多排标签同时进行贴标生产的生产工艺。
背景技术:
2.现有技术的贴标机在进行贴标生产时,只进行单排标签的贴标生产,如果产品上需要多排标签,需要多台贴标机来协同完成,工作效率低,设备投入大;或在同一标签纸上设置多排的标签,缺点是当产品上的多排标签之间的间距不同时,标签纸需要单独设计,另外当多排标签的间隔距离较远时,会大量浪费标签纸。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的旨在提供一种可解决不在同一标签纸上的多排标签的转印贴标生产,节省材料,提高工作效率的多排贴标生产工艺。
4.本发明是通过以下技术方案来实施的:多排贴标生产工艺,其特征在于:贴标生产时,多条标签带左右并排同时放料,标签带经前牵引辊、底纸剥离、贴标转印轮和后牵引辊后由收卷轴进行收卷,前牵引辊旁设有多只前压轮来对应压紧多条标签带,后牵引辊旁设有多只后压轮来对应压紧多条标签带;标签带在进入转印位置前,有多个检测探头分别检测多条标签带的位置信息,如果有标签带的位置信息滞后,则对应该标签带的前压轮压紧该标签带、后压轮松开该标签带,其余前后压轮则相反,前牵引辊作伺服牵引动作,后牵引辊不动作,位置滞后的标签带被向前送料,直至检测探头检测到该标签带的位置信息,等多个检测探头同时检测到多条标签带的位置信息后,即所有标签带的位置信息都相同后, plc控制贴标转印轮进行转印动作,将标签带上的标签转印至基材的表面,基材从标签带的下方经过,这时所有前后压轮对标签带进行压紧,前后伺服电机进行伺服转动,来完成多排标签的贴标生产。
5.采用上述技术方案后,在一台贴标机上就可进行多排标签的贴标生产,而且每条标签带是由独立的标签纸进行放料,每排标签纸之间的距离可任意调整,因此以合理方案解决了不在同一标签纸上的多排标签的转印贴标生产,既提高工作效率,又能够节省标签纸材料。贴标生产时,多条标签带分别由不同标签料卷进行放料,同时以转印方式进行贴标生产,生产过程中通过多个检测探头随时检测多条标签带的位置信息,实时调整各前后压轮对前后牵引辊的压紧状态,配合前后牵引辊的牵引动作,从而轻松实现各标签带在进入转印前的位置信息准确同一,进而完成不同标签纸上的多排标签的贴标生产。
6.本发明实现多排贴标生产的另一种技术方案是:多排贴标生产工艺,其特征在于:贴标生产时,多条标签带左右并排同时放料,标签带经前牵引辊、底纸剥离、贴标转印轮和后牵引辊后由收卷轴进行收卷,前牵引辊旁设有多只前压轮来对应压紧多条标签带,后牵引辊旁设有多只后压轮来对应压紧多条标签带;标签带在进入转印位置前,有多个检测探头分别检测多条标签带的位置信息,如果有标签
带的位置信息滞后,则对应该标签带的前压轮松开该标签带、后压轮压紧该标签带,其余前后压轮则相反,后牵引辊作伺服牵引动作,前牵引辊不动作,位置滞后的标签带被向前送料,直至检测探头检测到该标签带的位置信息,等多个检测探头同时检测到多条标签带的位置信息后,即所有标签带的位置信息都相同后,plc控制贴标转印轮进行转印动作,将标签带上的标签转印至基材的表面,基材从标签带的下方经过,这时所有前后压轮对标签带进行压紧,前后伺服电机进行伺服转动,来完成多排标签的贴标生产。
7.作为优选,贴标转印轮的外圆面设有转印凸起将标签带上的标签转印至基材的表面,贴标转印轮由转印伺服电机驱动作间歇转动。
8.作为优选,每个前压轮、每个后压轮的动作均由各自气缸进行推动, plc控制气缸动作。
附图说明
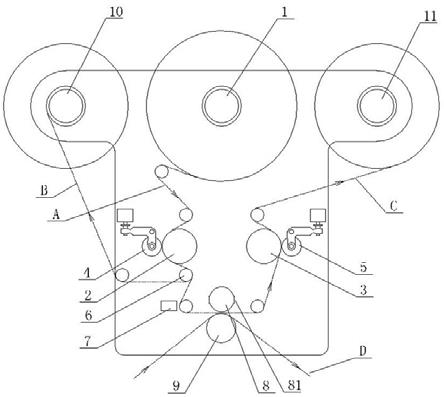
9.本发明有以下附图:图1为实施本发明贴标工艺的贴标机头的结构示意图,图2为本发明在进行正常贴标工作时各压轮的动作状态图,图3为标签带a2位置信息滞后时各压轮的动作状态图一,图4为标签带a2位置信息滞后时各压轮的动作状态图二。
具体实施方式
10.如图所示,实施本发明的贴标机头,包括前牵引辊2、底纸剥离辊6、贴标转印轮8和后牵引辊3,放料轴1由放料电机驱动,放料轴为气涨轴,放料轴上可以左右并排放上四卷标签料,四卷标签料可以放出四条标签带,收卷轴11由收卷电机驱动,收卷轴为气涨轴,收卷轴上可以左右并排放上四组收卷纸筒,底纸收卷轴10由底纸收卷电机驱动,底纸收卷轴为气涨轴,前牵引辊2由前牵引伺服电机独立驱动,后牵引辊3由后牵引伺服电机独立驱动,贴标转印轮8由转印伺服电机独立驱动,贴标转印轮8工作时由plc控制作间歇转动,贴标转印轮8的外圆面设有两处圆周错开180度的转印凸起81(当然贴标转印轮也可以为表面光滑的压印轮,由气缸推动作上下动作来进行标签的转印),贴标转印轮8的下方设有底辊9;前牵引辊2的旁侧左右并排设有四只前压轮4(分别为41、42、43、44)来对应四条标签带a(分别为a1、a2、a3、a4),后牵引辊3的旁侧设有四只后压轮5(分别为51、52、53、54)来对应四条标签带a1、a2、a3、a4,每个前压轮、每个后压轮的动作均由各自气缸进行推动,标签带a在进入转印位置前,有左右并排设置的四个检测探头7来分别检测四条标签带a1、a2、a3、a4的位置信息,检测探头输出信号给plc, plc控制前牵引伺服电机、后牵引伺服电机、转印伺服电机和各气缸的动作。
11.本发明的多排贴标生产工艺,在进行贴标的正常生产时,放料电机、收卷电机和底纸收卷电机连续工作,四条标签带a1、a2、a3、a4左右并排从放料轴1上同时进行放料,标签带经前牵引辊2、底纸剥离辊6、贴标转印轮8和后牵引辊3后由收卷轴11进行收卷,此时四只前压轮41、42、43、44将四条标签带a1、a2、a3、a4各自压紧在前牵引辊2上,四只后压轮51、52、53、54将四条标签带a1、a2、a3、a4各自压紧在后牵引辊3上(见图2所示状态),前牵引辊2、后牵引辊3作标签带的伺服牵引动作;标签带a经底纸剥离辊6后产生的底纸b由底纸收卷
轴10进行收卷,标签带上的标签被转印到基材d表面后的废纸带c由收卷轴11进行收卷;标签带在进入转印位置前,四个检测探头7分别检测四条标签带a1、a2、a3、a4的位置信息,如果四个检测探头检测到的位置信息相同,则发出信号给plc,plc控制转印伺服电机驱动进行转动半圈,贴标转印轮外圆面的转印凸起81将标签带a1、a2、a3、a4上的标签转印至基材d的表面,基材d从标签带a的下方经过;如果有标签带(比如标签带a2)的位置信息滞后(位置信息滞后的原因一般是由累积误差导致或开始生产时无法有效对准),则前压轮42保持对标签带a2的压紧,而后压轮52松开对标签带a2的压紧,同时前压轮41、43、44松开标签带a1、a3、a4,后压轮51、53、54依然保持压紧标签带a1、a3、a4(见图3所示状态),前牵引辊2继续作伺服牵引动作,后牵引辊3停止动作,位置滞后的标签带a2被向前送料,直至检测探头检测到标签带a2的位置信息,此过程由于标签带a1、a3、a4只能在前牵引辊2表面打滑,所以位置信息准确的标签带a1、a3、a4不进行送料动作,等四个检测探头同时检测到四条标签带的位置信息后,即所有四条标签带的位置信息都相同后,发出信号给plc,plc控制 plc控制贴标转印轮8进行转动,这时所有前后压轮恢复对所有标签带a1、a2、a3、a4的压紧,前后伺服电机进行伺服转动,来配合完成四排标签的贴标生产。工作过程中,当标签带的张力要超过设定值时,放料轴、收卷轴和底纸收卷轴上的纸管与气涨轴之间都会产生打滑,以保证正常贴标生产。
12.本发明的多排贴标生产工艺,在贴标生产过程中,如果有标签带(比如标签带a2)的位置信息滞后,可以另外采用的方法是:让前压轮42松开对标签带a2的压紧,而后压轮52保持对标签带a2的压紧,同时后压轮51、53、54松开标签带a1、a3、a4,前压轮41、43、44依然保持压紧标签带a1、a3、a4(见图4所示状态),后牵引辊3继续作伺服牵引动作,前牵引辊2停止动作,位置滞后的标签带a2被向前送料,直至检测探头检测到标签带a2的位置信息,此过程由于标签带a1、a3、a4只能在后牵引辊3表面打滑,所以位置信息准确的标签带a1、a3、a4不进行送料动作,等四个检测探头同时检测到四条标签带的位置信息后,即所有四条标签带的位置信息都相同后,发出信号给plc,plc控制 plc控制贴标转印轮8进行转动,这时所有前后压轮恢复对所有标签带a1、a2、a3、a4的压紧,前后伺服电机进行伺服转动,来配合完成四排标签的贴标生产。