1.本技术涉及无底热敏纸标签的技术领域,尤其是涉及一种无底热敏纸标签用速干型柔印机。
背景技术:
2.热敏标签由于涂覆有热敏变色层,故可在受热部位显色而形成图案;热敏标签因具有印刷方便,印刷设备成本低的优点而被广泛使用。无底热敏纸标签是指没有底纸的热敏标签;传统的热敏标签通常包括粘合在一起的热敏标签纸和底纸;当使用时,将底纸撕去就可以将热敏标签纸贴合到目标位置上了,但是当被撕下后底纸就失去了价值而被丢弃,不仅增加了垃圾也浪费了资源。而无底热敏纸标签由于不具有底纸,就可以大大节省资源并减少垃圾的产生。无底热敏纸标签通常包括热敏标签纸以及设置在其两侧表面的热熔胶层和防粘硅油层。热熔胶层在常温时不具有粘性而在经加热或紫外处理后具有粘性,从而赋予了无底热敏纸标签粘附的功能;防粘硅油层可以减少当无底热敏纸标签料带卷成卷时相邻两层粘在一起的情况,便于无底热敏纸标签的使用。
3.相关技术中,通过柔印技术在热敏标签纸上设置防粘硅油层,即通过网纹辊将防粘硅油转移到柔印版辊的柔性版上;之后柔印版辊再通过转动将柔性版上的防粘硅油涂覆在热敏标签纸上。由于柔印技术具有适印介质广泛,涂层厚实且一致,并且生产成本低等优点,因此可以提高无底热敏纸标签的质量并降低成本。
4.然而,由于防粘硅油中含有大量水分,当无底热敏纸标签通过柔性版而涂覆上防粘硅油后,防粘硅油的水分不会马上蒸发,即无底热敏纸标签表面不会马上干燥。故在之后的输送中,无底热敏纸标签表面在接触张紧辊、导向辊等部件时,防粘硅油往往会蹭到这些辊上,导致防粘硅油的损失;这不仅影响了防粘硅油层的质量,也导致了不必要的浪费,同时还弄脏了张紧辊、导向辊等部件。
技术实现要素:
5.为了加快无底热敏纸标签表面干燥,促进防粘硅油层的形成,减少防粘硅油的损失,本技术提供了一种无底热敏纸标签用速干型柔印机。
6.本技术提供的一种无底热敏纸标签用速干型柔印机,采用如下技术方案:
7.无底热敏纸标签用速干型柔印机,包括机架以及设置在所述机架上的承印辊、柔印版辊、网纹辊、传料胶辊、料槽以及烘干部;
8.所述承印辊与所述柔印版辊之间存在供无底热敏纸标签料带通过的间隙;所述柔印版辊还与所述网纹辊相切,所述传料胶辊部分设置在所述料槽中并与所述料槽中的防粘硅油相接触,所述传料胶辊还与所述网纹辊相切;
9.所述烘干部位于所述承印辊的后端工位。
10.通过采用上述技术方案,传料胶辊通过转动将料槽中的防粘硅油带出并转移到网纹辊上,网纹辊进一步将防粘硅油转移到柔印版辊的柔性版上并最终涂覆在位于承印辊与
柔印版辊之间的无底热敏纸标签料带上。烘干部的设置加速了防粘硅油中水分的蒸发,从而加快了无底热敏纸标签表面的干燥,促进了防粘硅油层的形成,进而减少了防粘硅油刮蹭到其他部件上的可能性,减少了防粘硅油的损失;因此,可以保证防粘硅油层的质量,减少浪费。
11.可选的,所述承印辊和所述柔印版辊之间的距离可调。
12.通过采用上述技术方案,不仅可以适应不同厚度的无底热敏纸标签料带,提高了本柔印机的适用性。而且还可以调节承印辊与柔印版辊对无底热敏纸标签料带的夹紧压力,从而控制了防粘硅油在无底热敏纸标签料带上的上料量。
13.可选的,所述承印辊通过线性推动机构连接在所述机架上,通过所述线性推动机构的驱动使所述承印辊做朝向或远离所述柔印版辊的运动。
14.可选的,所述承印辊的两端均设置与所述机架连接的电缸。
15.通过采用上述技术方案,电缸可以精确控制承印辊和柔印版辊之间的距离。
16.可选的,所述料槽中的防粘硅油含有有色油墨。
17.通过采用上述技术方案,赋予了防粘硅油层颜色,从而可以清晰分辨无底热敏纸标签具有防粘硅油层的一面。
18.可选的,所述烘干部具有供所述无底热敏纸标签料带通过的加热狭缝,所述加热狭缝内壁上设置加热丝。
19.通过采用上述技术方案,可以有效地对无底热敏纸标签料带进行加热,加快无底热敏纸标签表面的干燥速度。
20.可选的,还包括收卷辊,所述收卷辊位于所述烘干部的后端工位。
21.可选的,还包括张紧辊,所述张紧辊设置多个,位于所述收卷辊与所述烘干部之间。
22.通过采用上述技术方案,可对无底热敏纸标签料带进行张紧,保证收卷的效果。
23.综上所述,本技术至少包括以下有益技术效果之一:
24.1.本技术通过烘干部的设置促进了防粘硅油内水分的脱出,加速了无底热敏纸标签表面的干燥,加快了防粘硅油层的形成,从而减少了防粘硅油由于刮蹭到张紧辊等部件而导致其损失的可能性,保证了防粘硅油层的质量,减少了浪费。
25.2.本技术的承印辊和柔印版辊之间的距离可调,不仅可以适应各种厚度的无底热敏纸标签料带;而且可以控制承印辊与柔印版辊对无底热敏纸标签料带的夹紧压力,从而可以灵活调节防粘硅油在无底热敏纸标签料带上的上料量,以制作更符合要求的无底热敏纸标签。
26.3.本技术通过在防粘硅油中混入有色油墨,从而可以很方便地分辨出无底热敏纸标签设置防粘硅油层的一面。
附图说明
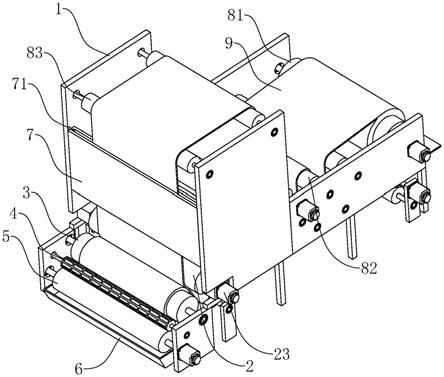
27.图1是本技术实施例的无底热敏纸标签用速干型柔印机的立体示意图。
28.图2是本技术实施例的无底热敏纸标签用速干型柔印机另一个角度的立体示意图。
29.图3是图2的a处的放大图。
30.图4是本技术实施例的无底热敏纸标签用速干型柔印机再一个角度的立体示意图。
31.附图标记说明:1、机架;2、承印辊;21、电缸;22、安装块;23、驱动电机;3、柔印版辊;4、网纹辊;5、传料胶辊;6、料槽;7、烘干部;71、加热狭缝;81、收卷辊;82、张紧辊;83、导向辊;84、输送对辊;9、无底热敏纸标签料带。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.本技术实施例公开了一种无底热敏纸标签用速干型柔印机,用于采用柔印的方式在无底热敏纸标签料带9上涂覆防粘硅油层,防止卷绕成一卷的无底热敏纸标签料带9的相邻两层粘在一起。参照图1,无底热敏纸标签用速干型柔印机包括机架1以及设置在机架1上的承印辊2、柔印版辊3、网纹辊4、传料胶辊5、料槽6、烘干部7、收卷辊81以及张紧辊82。
34.参照图2和图3,承印辊2两端各连接有一个设置在机架1上的安装块22,承印辊2通过这两个安装块22横向(定义无底热敏纸标签料带9输送方向的水平分向为纵向,与纵向处于同一水平面且相互垂直的方向为横向)安装在机架1上。具体的,承印辊2的每一端均与对应的安装块22通过轴承转动连接;并且其中一个安装块22的外侧(以两安装块22之间为内侧,相对另一侧为外侧)安装有驱动电机23,该驱动电机23的输出端穿过安装块22而与承印辊2的端部连接;从而,通过驱动电机23的驱动,可使承印辊2转动。
35.参照图3,每个安装块22均通过一个水平设置的电缸21设置在机架1上。具体的,电缸21的活塞杆端与安装块2连接,电缸21的本体固接在机架1上。通过两电缸21活塞杆的同步顶出或收回可以精确驱动安装块22,进而精确驱动承印辊2沿纵向运动。
36.需要说明的是,在其他一些实施方式中,电缸21还可以被气缸、线性模组或其他丝杠、滑轨机构所取代,这些具有线性推动功能的机构同样可以实现驱动承印辊2沿纵向运动的目的。
37.参照图1,柔印版辊3横向安装在机架1上,且通过柔印版辊3两端套设的轴承使柔印版辊3可以绕其轴向(即横向)转动。柔印版辊3位于承印辊2的侧下方,两者之间存在供无底热敏纸标签料带9通过的间隙,且通过电缸21的驱动,驱动承印辊2可以进行朝向或远离柔印版辊3的运动,从而可以调节柔印版辊3和承印辊2之间的距离(即间隙的尺寸);不仅可以适应各厚度的无底热敏纸标签料带9的通过,也可以根据实际需要给予无底热敏纸标签料带9不同的夹紧压力。
38.参照图1,与柔印版辊3类似的,网纹辊4通过轴承可转动地横向设置在机架1上,且位于柔印版辊3的侧下方并与柔印版辊3相切;传料胶辊5通过轴承可转动地横向设置在机架1上,且位于网纹辊4的侧下方并与网纹辊4相切,同时传料胶辊5为主动辊,受电机驱动而可以自主转动。
39.参照图1,料槽6呈纵长形结构,其横向安装在机架1上,并位于传料胶辊5的正下方。具体的,料槽6内放置防粘硅油,传料胶辊5与料槽6在尺寸上匹配,使传料胶辊5部分位于料槽6内并浸在防粘硅油中。当传料胶辊5转动时,可将防粘硅油带动起来,并将防粘硅油传递给网纹辊4,网纹辊4可以进一步将防粘硅油转移到柔印版辊3的柔性版上并最终涂覆在通过间隙的无底热敏纸标签料带9上。
40.在本实施方式中,防粘硅油混有浅蓝色水性油墨。浅蓝色水性油墨可赋予防粘硅油层颜色,从而可以更方便地分辨无底热敏纸标签具有防粘硅油层的一面。
41.参照图1,烘干部7位于承印辊2的后端工位,为一竖直设置的长方体结构;烘干部7安装在机架1上。烘干部7具有加热狭缝71,该狭缝为竖直设置,且该狭缝沿烘干部7长度方向(竖直方向)将烘干部7贯通;无底热敏纸标签料带9可在驱动下穿过该狭缝。加热狭缝71的内壁设置加热丝,可对穿过该狭缝的无底热敏纸标签料带9进行加热,从而促进防粘硅油中水分的蒸发,进而加快了无底热敏纸标签表面的干燥,促进了防粘硅油层的形成。
42.参照图1和图2,烘干部7的后端工位依次设置有导向辊83、输送对辊84、张紧辊82和收卷辊81;其中:张紧辊82设置多个且分别通过对应的轴承可转动的横向安装在机架1上,多个张紧辊82沿纵向上下交错排列。收卷辊81为主动辊,其通过电机和轴承横向安装在机架1上。导向辊83通过轴承可转动的横向安装在机架1上,输送对辊84通过电机和轴承可转动的横向安装在机架1上。导向辊83和输送对辊84相配合,用于将经过烘干部7的无底热敏纸标签料带9引向张紧辊82。
43.类似的,参照图4,在承印辊2的前端工位也设置有导向辊83和输送对辊84,用于将无底热敏纸标签料带9导入本柔印机。
44.本实施例无底热敏纸标签用速干型柔印机的实施原理:
45.(1)通过导向辊83的导向,已在一侧表面涂覆了热熔胶的无底热敏纸标签料带9进入本柔印机并贴到承印辊2上,无底热敏纸标签料带9未涂覆热熔胶的一侧表面朝外设置。
46.(2)传料胶辊5启动,将位于料槽6中的防粘硅油(含浅蓝色油墨)带动起来,并传递给网纹辊4;网纹辊4转动并将防粘硅油进一步转移到柔印版辊3的柔性版上;带有防粘硅油的柔性版在柔印版辊3的转动下,涂覆在位于间隙中的无底热敏纸标签料带9上。承印辊2起到承托无底热敏纸标签料带9的作用,并通过承印辊2的主动转动而将涂覆了防粘硅油的无底热敏纸标签料带9向烘干部7输送。通过电缸21的驱动可以调节承印辊2和柔印版辊3之间的距离,不仅可以适应各种厚度的无底热敏纸标签料带9,也可以调节向无底热敏纸标签料带9施加的夹紧压力,从而调节防粘硅油在无底热敏纸标签料带9上的上料量,制作更符合要求的无底热敏纸标签。
47.(3)无底热敏纸标签料带9在通过加热狭缝71时被加热,加速了防粘硅油中水分等的脱除,从而加快了底热敏纸标签料带9的干燥,进而加快了防粘硅油层的形成,减少了后续由于与张紧辊82等的接触、刮蹭而导致防粘硅油损失的问题,也减少了对张紧辊82等的沾污。
48.(4)经过加热干燥后的底热敏纸标签料带9在导向辊84和输送对辊85的作用下,通过张紧辊82张紧后被收卷辊81收卷。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。