1.本发明涉及绕卷设备领域,特别涉及一种料盘卷料结构及使用该结构的收料机。
背景技术:
2.卷料加工生产线的收料部分,把原材料通过机械方式收卷成卷料,广泛运用在纸卷,布卷,塑料卷,金属卷材加工生产线上。
3.目前常见的收料机为半自动收卷机,在输送卷带过程中存在卷带传输速度不稳定,且不便于观测机械手上料卷带料的情况;且卷带料在空盘收卷完成后,再通过人工对料盘进行贴胶封头,不能全自动化进行收卷贴胶作业,费时费力,导致料盘收卷效率低下。故需要提供一种料盘卷料结构及使用该结构的收料机来解决上述技术问题。
技术实现要素:
4.本发明提供一种料盘卷料结构及使用该结构的收料机,以解决现有技术中的料盘卷料结构不能全自动化进行收卷贴胶作业的问题。
5.为解决上述技术问题,本发明的技术方案为:一种料盘卷料结构,其包括:
6.料盘收卷机构,其包括用于夹持料盘并驱动所述料盘转动的第九夹盘组件;
7.卷带输送机构,设置在所述料盘收卷机构一侧,用于将卷带上料到所诉料盘收卷机构;以及
8.尾胶料输送机构,设置在所述卷带输送机构以及所述料盘收卷机构之间,所述尾胶料输送机构用于将尾胶贴附在所述卷带上;
9.其中,所述卷带输送机构包括第七导轨组件,所述第七导轨组件包括第七输送段以及第七检测段,所述第七输送段与第七检测段远离所述料盘收卷机构一端连接;所述检测段顶端设置有第一缓存空间,所述第一缓存空间用于收容未上料的卷带。
10.本发明中,所述卷带输送机构包括:
11.第七基座;
12.第七储料装置,设置在所述第七基座上,用于储存卷带料;
13.第七机械手,与第七基座连接,且设置在第七储料装置一端,用于输送出卷带料;以及
14.第七输送装置,设置在所述第七储料装置以及所述第七机械手之间,所述第七输送装置与所述第七基座连接,所述七输送装置将卷带料从所述第七储料装置输送到所述七机械手;
15.其中,所述第七输送装置包括所述第七导轨组件,所述第七输送段与第七检测段远离所述第七机械手一端连接。
16.本发明中,所述第七输送装置还包括第七驱动组件,所述第七驱动组件设置在所述第七导轨组件以及所述第七出料装置之间,所述第七驱动组件包括:
17.棘轮,用于传输卷带;
18.第七驱动电机,与所述第七基座连接,且所述第七驱动电机与所述棘轮连接,所述第七驱动电机驱动所述棘轮转动;
19.第七滚轮,活动设置在所述棘轮的周边,所述卷带穿设在所述滚轮与所述棘轮之间;以及
20.第七滚轮驱动件,与所述第七基座连接,所述第七滚轮驱动件通过第七转杆与所述滚轮转动连接;
21.其中,所述第七滚轮与所述棘轮相对转动,从而传输卷带料。
22.本发明中,所述第七机械手包括:
23.第七输送杆组件,所述第七输送杆组件内设置有卷带输送通道,所述第七输送杆组件一端与所述第七基座转动连接;以及
24.第七推动组件,设置在所述第七基座上,且所述第七推动组件与所述第七输送杆组件活动连接,所述第七输送驱动件驱动所述第七输送杆组件转动;
25.其中,所述第七推动组件包括:
26.摆臂上顶板,设置在所述第七输送杆组件下方,所述摆臂上顶板与所述第七输送杆组件活动连接;以及
27.摆臂上顶气缸,所述摆臂上顶板通过摆臂上顶气缸与所述第七基座连接,所述摆臂上顶气缸驱动所述摆臂上顶板推动所述第七输送杆组件,使得所述第七输送杆组件相对所述第七基座转动。
28.本发明中,所述第七基座上设置有摆臂轴承座,所述第七输送杆组件通过摆臂安装轴与所述摆臂轴承座连接;所述第七输送杆组件包括:
29.驱动端,设置在所述第七输送杆组件一端,所述驱动端一侧所述摆臂安装轴转动连接;以及
30.出料端,设置在所述第七输送杆组件另一端,所述出料端一端设置有对接头;
31.其中,所述驱动端设置有摆臂条形孔,所述摆臂条形孔长边所在直线与所述第七输送杆组件长边所在直线平行,所述摆臂安装轴活动插接在所述摆臂条形孔内。
32.本发明中,所述尾胶料输送机构包括:
33.第八基座;
34.放胶盘装置,设置在所述第八基座上,用于放置尾胶胶盘;以及,
35.贴胶装置,与所述第八基座连接,且位于所述放胶盘装置一侧,用于将尾胶料输送到对应的贴胶机构上,其包括:
36.第八夹头,用于夹持尾胶料,所述第八夹头上设有第一翻折槽,
37.第八z轴组,与所述第八基座连接,所述第八z轴组与所述第八夹头连接,所述第八z轴组驱动所述第八夹头相对卷带料运动;
38.推胶组件,设置在所述放胶盘装置以及所述第八夹头之间,用于将胶带输送到贴胶装置上;以及
39.切胶组件,设置在所述推胶组件远离所述放胶盘装置一端,所述切胶组件与所述第八基座上用于剪切尾胶料;
40.其中,所述推胶组件包括第八推胶板以及第八推胶气缸,所述第八推胶板通过第八推胶气缸与所述第八基座连接,且所述第八推胶气缸驱动所述第八推胶板与所述第一翻
折槽活动连接。
41.本发明中,所述第八夹头包括:
42.尾胶导向板,与所述第八z轴连接,所述第一翻折槽设置在所述尾胶导向板上;
43.第八压头,与所述尾胶导向板活动连接,所述第八压头与所述尾胶导向板之间相对运动,从而夹持尾胶带;以及
44.第八气缸,设置在所述尾胶导向板上,且所述第八气缸与所述第八压头连接,所述第八气缸驱动所述第八压头相对所述尾胶导向板运动。
45.本发明中,所述尾胶导向板包括:
46.第八导向部,与所述第八z轴组连接,
47.第八夹持部,与所述第八压头活动连接,所述第八夹持部与所述第八压头相对运动从而夹持尾胶料,以及
48.第八粘贴部,顶端与所述第八导向部底端连接,所述第八粘贴部一侧与所述第八夹持部连接;
49.其中,所述第八粘贴部底端设置有贴胶导向面,所述贴胶导向面靠近所述第八粘贴部一端与所述第八导向部的距离逐渐增大。
50.本发明中,所述料盘收卷机构包括:
51.第九基座;
52.第九输送平台,与所述第九基座连接,所述第九输送平台包括所述第九夹盘组件以及第九x轴组,所述第九夹盘组件通过第九x轴组与所述第九基座连接,所述第九x轴组驱动所述第九夹盘组件沿x轴方向运动;以及
53.第九定位装置,设置在所述第九输送平台另一侧,所述第九定位装置与所述第九夹盘组件活动连接,所述第九定位组件用于限定料盘的位置;
54.其中,所述第九定位装置包括第九定位滚轮,所述第九定位滚轮相对所述第九夹盘组件运动,从而夹持料盘。
55.本发明还提供一种收料机,其包括如上所述的料盘卷料结构。
56.本发明相较于现有技术,其有益效果为:本发明的料盘卷料结构及使用该结构的收料机中,料盘卷料结构包括料盘收卷机构、卷带输送机构以及尾胶料输送机构,其中料盘收卷机构包括用于夹持料盘并驱动料盘转动的第九夹盘组件;料盘收卷机构将料盘夹持并驱动料盘转动收卷。卷带输送机构设置在料盘收卷机构一侧,用于将卷带上料到料盘收卷机构;尾胶料输送机构设置在卷带输送机构以及料盘收卷机构之间,尾胶料输送机构用于将尾胶贴附在卷带上,从而实现料盘的全自动化收卷作业,提升了料盘收卷作业中的生产效率。
57.其中,卷带输送机构包括第七导轨组件,第七导轨组件包括第七输送段以及第七检测段,第七输送段与第七检测段远离第七机械手一端连接;第七检测段顶端设置有第一缓存空间,第一缓存空间用于收容未上料的卷带。在第七导轨组件上设置有第一缓存空间,可判断第七机械手上料状况,结构实用性强。
58.此外,本发明中的料盘收卷机构中还设置有辅助收卷装置,辅助收卷装置对收卷的料带进行滚压,提升为料盘成品质量,结构实用性强。
附图说明
59.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面对实施例中所需要使用的附图作简单的介绍,下面描述中的附图仅为本发明的部分实施例相应的附图。
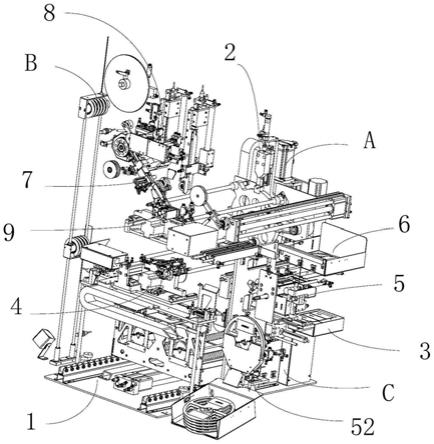
60.图1为本发明的优选实施例的整体结构立体图一。图2为本发明的优选实施例的整体结构立体图二。图3为本发明的优选实施例的料盘输送结构的整体结构视图。图4为本发明的优选实施例的中转机构侧视图。图5为本发明的优选实施例的料盘卷料结构整体图。图6为本发明的优选实施例的料盘卷料结构主视图。图7为本发明的优选实施例的卷带输送机构结构示意图。图8为本发明的优选实施例的卷带输送机构立体图。图9为本发明的优选实施例的第七导轨组件结构示意图。图10为本发明的优选实施例的第七导轨组件截面图。图11为本发明的优选实施例的第七输送杆组件立体图。图12为本发明的优选实施例的第七输送杆部件上料状态结构示意图。图13为本发明的优选实施例的第七输送杆部件初始状态结构示意图。图14为本发明的优选实施例的尾胶料输送机构示意图。图15为本发明的优选实施例的第一种上尾料状态结构示意图。图16为本发明的优选实施例的推胶组件结构示意图。图17为本发明的优选实施例的切胶组件结构示意图。图18为本发明的优选实施例的第八压头结构示意图。图19为本发明的优选实施例的第八夹头立体图。图20为本发明的优选实施例的第二种上尾料状态结构示意图。图21为本发明的优选实施例的第二种上尾料状态结构立体图。图22为本发明的优选实施例的料盘收卷机构结构示意图。图23为本发明的优选实施例的第九定位装置使用状态结构示意图。图24为本发明的优选实施例的辅助收卷装置使用状态图。图25为本发明的优选实施例的第九夹盘组件结构示意图。
具体实施方式
61.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
62.在图中,结构相似的单元是以相同标号表示。本发明术语中的“第一”“第二”等词仅作为描述目的,而不能理解为指示或暗示相对的重要性,以及不作为对先后顺序的限制。
63.请参照图1、图2、图5和图8,如下为本发明提供的一种能解决以上技术问题的料盘输送结构及使用该结构的收料机的优选实施例。
64.本发明提供的料盘输送结构及使用该结构的收料机的优选实施例中,一种收卷机,其包括料盘输送结构a、料盘卷料结构b以及料盘贴标结构c;其中料盘输送结构a包括料盘组输送机构以及中转机构。本实施例中的料盘组输送机构1用于输送有若干料盘排列形成的料盘组上料到中转机构2,以及从中转机构2下料成品的满料盘料盘组;中转机构2转动输送到料盘卷料结构b以及料盘贴标结构c。
65.料盘卷料结构b包括料盘收卷机构9、卷带输送机构7以及尾胶料输送机构8,其中料盘收卷机构9包括用于夹持料盘并驱动料盘转动的第九夹盘组件921;料盘收卷机构9将料盘夹持并驱动料盘转动收卷。卷带输送机构7设置在料盘收卷机构9一侧,用于将卷带上料到料盘收卷机构9;尾胶料输送机构8设置在卷带输送机构9以及料盘收卷机构7之间,尾胶料输送机构8用于将尾胶贴附在卷带上。其中,卷带输送机构7包括第七导轨组件741,第
七导轨组件741包括第七输送段741a以及第七检测段741b,第七输送段741a与第七检测段741b远离第七机械手73一端连接;第七检测段741b顶端设置有第一缓存空间741c,第一缓存空间741c用于收容未上料的卷带。在第七导轨组件741上设置有第一缓存空间741c,可判断第七机械手73上料状况,结构实用性强。
66.结合图3和图4,对本发明中的料盘输送结构a进行详细阐述:
67.中转机构2用于输送卷料用料盘;本实施例中的中转机构2优选在料盘组输送机构1、料盘贴标结构c以及料盘卷料结构b之间输送料盘;中转机构2包括第一基座21、转动装置22、第一推动组件23以及第一定位组件24;其中第一基座21设置在料盘组输送机构1一侧,第一基座21包括第一连接座212;转动装置22与第一基座21上的第一连接座212连接。转动装置22包括转动圆盘223、第一驱动组件222以及插接杆部件221,插接杆部件221用于插接料盘;转动圆盘223与第一连接座212一端转动连接,第一驱动组件222设置在第一连接座212上,第一驱动组件222与转动圆盘223传动连接;第一驱动组件222与转动圆盘223连接。
68.插接杆部件221与转动圆盘223另一端连接,插接杆部件221与料盘插接,第一驱动组件222驱动转动圆盘223转动,沿垂直于转动圆盘223所在平面的投影,插接杆部件221的投影位于转动圆盘223的偏心处。本实施例中的插接杆部件221一端与转动圆盘223连接,插接杆部件221所在直线与转动圆盘223所在平面垂直,且插接杆部件221位于转动圆盘223的非中心处。本实施例中以插接杆部件221的长边所在直线为x轴。本实施例中的第一驱动组件222驱动转动圆盘223带动插接杆部件221进行转动操作,从而便于插接杆部件221带动料盘在对应设备的料盘组输送机构1、料盘贴标结构c以及料盘卷料结构b之间进行输送。
69.对本实施中的中转结构2进行详细阐述:
70.本实施例中的中转结构2包括第一基座21、插接杆部件221、转动圆盘223、第一驱动组件222、第一定位组件24、以及第一推动组件23。
71.对本实施例中的转动圆盘223结构进行阐述:本实施例中的转动圆盘223周侧设置有定位凹槽2232a,定位凹槽2232a设置有若干组,若干定位凹槽2232a环绕转动圆盘223周边设置;若干组定位凹槽2232a分别对应多个工作位,尤其是多个工作位中的料盘上料位、料盘收卷位、料盘贴标位以及料盘下料位。
72.对本实施例中的插接杆部件结构进行阐述:本发明中的插接杆部件221可设置一组,对单个料盘进行上下料进行输送。此外,本发明中的插接杆部件221还可设置有若干组,若干插接杆部件221沿转动圆盘223周边环绕设置,优选的本实施例的若干插接杆部件221沿转动圆盘223周边呈环形阵列。定稿将插接杆部件221设置有若干组,提升了中转机构2的传送料盘的效率。
73.插接杆部件221包括第一空盘挂杆221a以及第一满盘挂杆221b,第一空盘挂杆221a用于插接空料盘,第一满盘挂杆221b用于插接满料料盘;本实施例中的插接杆部件221设置有两组,两组插接杆部件221排列方向长边所在直线与第一输送平台所在平面平行。
74.本实施例中的料盘箱11内设置有两个料盘收容腔,两个料盘收容腔排列方向与插接杆部件221长边在第一输送平台上的投影垂直。两组插接杆部件221中的第一空盘挂杆221a所在平面,与两组插接杆部件221中的第一满盘挂杆221b所在平面相互平行;优选的,本实施例中得两组第一空盘挂杆221a以及两组第一满盘挂杆221b等间距设置。提升料盘输送结构a结构的实用性。本发明中设置有两组插接杆部件221,使得两组料盘可连续上料,提
升了设备的生产效率,减少两个料盘组的上下料更换时间。
75.此外,本实施例中的料盘上料位、料盘收卷位、料盘贴标位以及料盘下料位中,料盘上料位以及料盘收卷位优选处于同一个位置,可通过同一个料盘箱11放置空料盘以及满料盘,提升结构使用的紧凑性以及实用性。本实施例中得料盘箱11沿x轴两端设置有第一导向缺口111,第一导向缺口111开口端朝上,提升插接杆部件221上下料盘的稳定性。
76.对本实施例中得第一推动组件23结构进行阐述:
77.本实施例中的第一推动组件23设置在转动圆盘223侧边,第一推动组件23沿插接杆部件221的长边方向推动料盘;从而使得料盘在中转机构2可进行上下料。此外,本发明中的第一推动组件23设置有若干组,优选本实施例中对应料盘卷料结构b中的料盘收卷机构9以及料盘贴标结构c中的第四运输平台4的位置分别设置有一组第一推动组件23。
78.以其中一组第一推动组件的结构进行阐述:本实施例中的第一推动组件23包括第一推板231、以及第一x轴组232;其中第一推板231用于与料盘侧边抵接;第一x轴组232设置在转动圆盘223侧边,第一推板231与第一x轴组232连接,第一x轴组232长边所在直线与插接杆部件221长边所在直线平行,第一x轴组232驱动第一推板231沿x轴方向运动。
79.本实施例的转动圆盘223与第一连接座212之间设置有避让间隙;当第一推板231位于初始位,第一推板231位于转动圆盘223以及第一连接座212之间的避让间隙内;结构设计紧凑,转动装置22在输送插接杆部件221的过程中,第一推板231收容在避让间隙内,节省了第一推动组件23应用在设备中的空间。转动圆盘223转动到对应的下料位置时,第一推板231沿第一x轴组232运动,从而推动料盘沿插接杆部件221滑动下料。进一步的,本实施例中的转动圆盘223周侧设置有第一凸部2231b;第一凸部2231b连接插接杆部件221。第一推板231上设置有与第一凸部2231b对应的第一避让孔231a;在第一推板231推动插接杆部件221时,第一避让孔231a活动套设在第一凸部2231b以及插接杆部件221周边,提升了第一推板231推动料盘结构稳定性。本实施例中的第一推动组件23也可优先采取与第一基座21上下滑动连接。
80.对本实施例中的第一定位组件24结构进行详细阐述:
81.中转机构2还包括第一定位组件24,第一定位组件24与第一基座21上的第一连接座212连接,第一定位组件24用于限定转动圆盘223的转动位置。本实施例中的第一定位组件24包括第一定位块241以及第一定位驱动件242,第一定位驱动件242与第一基座21固定连接,且第一定位块241与第一定位驱动件242连接;第一定位驱动件242驱动第一定位块241相对转动圆盘223运动,第一定位块241与定位凹槽2232a插接,从而限定转动圆盘223的位置。
82.本实施例中的第一定位驱动件242为第一定位气缸与滑轨配合,从而对第一定位块241进行驱动,提升了转动圆盘223在输送料盘过程中的稳定性。
83.对本实施例中的第一基座21结构进行详细阐述:
84.本实施例中,第一基座21包括第一连接座212以及第一z轴组211;其中第一连接座212与转动装置22连接;第一z轴组211与第一连接座212连接,第一z轴组211驱动第一连接座212沿竖直方向上下运动,从而使得第一连接座212带动插接杆部件221可上下滑动,提升了中转机构的取料范围。
85.结合图2,对本发明中的料盘贴标结构c进行阐述:
86.料盘贴标结构c包括第四输送平台4、标签输送单元3、抽检单元6、调度装置5以及翻转机构52;其中第四输送平台4用于输送料盘,第四输送平台4包括用于夹持料盘的第四夹盘组件;标签输送单元3设置在第四输送平台4一侧下方,用于输送标签料;抽检单元6设置在第四输送平台4以及标签输送单元3上方,用于收集料盘;调度装置5设置在第四输送平台4、标签输送单元3以及抽检单元6之间,调度装置5用于将标签料上料到第四夹盘组件41以及将贴标后的料盘输送到抽检单元6。翻转机构52设置在第四输送平台4以及调度装置5之间,翻转机构52用于翻转料盘,保证料盘的贴标区域对准调度装置5。
87.其中,调度装置5包括第四基座、第四旋转轴、第四转动驱动件、料盘机械手以及贴标机械手;其中第四旋转轴一端与第四基座转动连接;第四转动驱动件设置在第四基座上,且第四转动驱动件与第四旋转轴连接,第四转动驱动件用于驱动第四旋转轴转动。料盘机械手与第四旋转轴一侧连接,料盘机械手将料盘从第四夹盘组件41输送到抽检单元6;贴标机械手与第四旋转轴另一侧连接,贴标机械手将标签料从标签输送单元3输送到抽检单元6。
88.结合图5-图25,对本发明中的料盘卷料结构b进行详细阐述:
89.结合图5-图13,如下对本实施例中的卷带输送机构进行详细阐述:
90.卷带输送机构7包括第七基座71、第七储料装置72、第七机械手73以及第七输送装置74;其中,第七储料装置72设置在第七基座71上,用于储存卷带料;第七机械手73与第七基座71连接,且设置在第七储料装置72一端,用于向对应的收料机构输送出卷带料;第七输送装置74设置在第七储料装置72以及第七机械手73之间,第七输送装置74与第七基座71连接,第七输送装置74将卷带料从第七储料装置72输送到第七机械手73。其中,第七输送装置74包括第七导轨组件741,第七导轨组件741包括第七输送段741a以及第七检测段741b。在第七导轨组件741上设置有第一缓存空间741c,可判断第七机械手73上料状况;当第一缓存空间741c内没有积料,则第七机械手73上卷料成功;若第一缓存空间741c内存在积料,则第七机械手73上的卷料未上料完成,卷料堆积在卷带输送机构;此结构设计精简巧妙,通过第一缓存空间741c可直白观测到第七机械手73的上料情况,结构实用性强。
91.结合图9和图10,对本实施例中的第七导轨组件741结构进行详细阐述:
92.本实施例中的第七导轨组件741包括第七底板7411以及第七盖板7412,第七盖板7412固定在第七底板7411上方,第七盖板7412的长度小于第七底板7411的长度,第七底板7411顶面与第七盖板7412侧边以及第七机械手73之间形成第一缓存空间741c,第七导轨组件741结构便于装配,实用性强。
93.进一步的,第七导轨组件741上还设置有检测通孔7412a,第七输送装置74还包括卷带对射光纤7413,卷带对射光纤7413与第七导轨组件741连接,用于检测进料导轨上卷带的行程,提升卷带输送过程中的精准性。
94.此外,第七输送装置74还包括第七驱动组件742,第七驱动组件742设置在第七导轨组件741以及第七储料装置72之间,第七驱动组件742包括棘轮7421、第七驱动电机7422、第七滚轮7423以及第七滚轮驱动件7424;棘轮7421用于主动传输卷带;第七驱动电机7422与第七基座71连接,且第七驱动电机7422与棘轮7421连接,第七驱动电机7422驱动棘轮7421转动。第七滚轮7423活动设置在棘轮7421的周边,卷带穿设在第七滚轮7423与棘轮7421之间,第七滚轮7423从动滚压卷带输送;第七滚轮驱动件7424与第七基座71连接,第七
滚轮驱动件7424通过第七转杆7425与滚轮转动连接。第七滚轮7423与棘轮7421相对转动,从而传输卷带料。第七驱动组件742设置在第七导轨组件741以及第七储料装置72间,且通过两个滚轮驱动传送,使卷料的输送速度更稳定。
95.进一步的,本实施例中的第七转杆7425靠近棘轮7421一侧设置有第七弹性件7424,第七弹性件7424将第七转杆7425与第七基座71连接。第七弹性件弹性拉动第七转杆7425往靠近棘轮7421转动,从而使得第七滚轮7423可以抵接并挤压棘轮7421上的卷带,提升第七驱动组件724输送卷带料的稳定性。
96.本实施例中的第七输送装置74还包括第七气剪744以及固定第七气剪驱动件745;第七气剪744通过第七气剪驱动件745与第七导轨组件741连接,第七气剪驱动件745驱动第七气剪744进行剪切作业。在第七输送装置74中设置第七气剪744,提升卷带料输送的稳定性,相较于在第七机械手73的出料端731b剪切卷料以及在储料装置的出料端731b剪切卷料,便于物料的输送,避免卷带剪切断裂导致的设备有反应用力,有损耗的情况。
97.进一步的,第七导轨组件741上设置有气剪限位腔741d,第七气剪744收容在气剪限位腔741d内,且第七导轨组件741通过第七固定板743与气剪组件连接。第七气剪744收容在气剪限位腔741d内,第七导轨组件741两端分别对剪切后卷带料两端进行限位,提升了卷带料剪切作业的稳定性。
98.第七固定板743上设置有第七固定槽,第七固定槽长边所在直线垂直于第七导轨组件741长边所在直线,第七固定板743与第七导轨组件741通过第七固定槽可调节连接,使得第七气剪744剪切卷带料的位置可调节,适配于剪切多种尺寸的卷带料,提升了第七输送装置74中结构的实用性。
99.进一步的,本实施例中第七输送装置74还包括切刀保护板746以及切刀保护气缸747;其中切刀保护板746活动设置在第七导轨组件741上方,且切刀保护板746对应设置在第一缓存空间741c位置;切刀保护气缸747与第七基座71连接,切刀保护气缸747与切刀保护板746连接,切刀保护气缸747驱动切刀保护板746相对第七导轨组件741运动。优选的本实施例中的切刀保护板746初始位置设置在第七盖板7412的一端,且位于第七底板7411的一端上方。
100.本实施例中的切刀保护气缸747用于驱动切刀保护板746按压剪切后的卷带料,提升卷带料输送过程中的稳定性。切刀保护气缸747驱动切刀保护板746的运动轨迹所在直线可平行于第七底板7411坐在平面;也可垂直于第七底板7411所在平面,结构适配性强。
101.结合图11-13,如下对本实施例中的第七机械手73结构进行详细阐述:
102.第七机械手73用于上料卷带;其包括第七输送杆组件731以及第七推动组件732;其中第七输送杆组件731内设置有卷带输送通道,第七输送杆组件731一端与第七基座71转动连接;第七推动组件732设置在第七基座71上,且第七推动组件732与第七输送杆组件731活动连接,第七输送驱动件驱动第七输送杆组件731转动。
103.第七基座71上设置有摆臂轴承座7323,第七输送杆组件731通过摆臂安装轴7324与摆臂轴承座7323连接;第七输送杆组件731包括驱动端731a以及出料端731b,驱动端731a设置在第七输送杆组件731一端,驱动端731a一侧摆臂安装轴7324转动连接。出料端731b设置在第七输送杆组件731另一端,出料端731b一端设置有插接头7312a。其中,驱动端731a设置有摆臂条形孔7311a,摆臂条形孔7311a长边所在直线与第七输送杆组件731长边所在直
线平行,摆臂安装轴7324活动插接在摆臂条形孔7311a内。
104.当第七输送杆组件731的插接头7312a与料盘13上的对接槽131插接时,摆臂安装轴7324与摆臂条形孔7311a远离插接头7312a一端侧壁接触限位;当第七输送杆组件731收料时,通过摆臂上顶气缸7322驱动摆臂上顶板7321推动第七输送杆组件731,在第七输送杆组件731的自身重力作用下,摆臂安装轴7324与摆臂条形孔7311a靠近插接头7312a一端侧壁接触限位。当第七输送杆组件731在料盘13的转动输出卷带料过程中,随着料盘13上卷带的直径不断增加,摆臂安装轴7324在摆臂条形孔7311a活动连接。此结构设计精简巧妙,摆臂安装轴7324在摆臂条形孔7311a活动连接,且摆臂条形孔7311a限定了第七输送杆组件731的运动范围,提升了使用过程中的稳定性;相较于直接通过电机驱动送料的结构,不易损坏。
105.本发明中,摆臂条形孔7311a设置有若干组,若干摆臂条形孔7311a排列方向与第七输送杆组件731长边所在直线平行。设置有若干摆臂条形孔7311a与摆臂安装轴7324活动连接,使得第七输送杆组件731的输送范围可调节。本发明中,卷带输送通道内设置有第七调节片7313,第七调节片7313与第七输送杆组件731顶端可调节连接。第七调节片7313用于调节卷带输送通道的高度。
106.其中,第七推动组件732包括摆臂上顶板7321、摆臂上顶气缸7322、第七定位块7315、摆臂下顶板7325以及摆臂下顶气缸7326。摆臂上顶板7321设置在第七输送杆组件731下方,摆臂上顶板7321与第七输送杆组件731活动连接;摆臂上顶气缸7322,摆臂上顶板7321通过摆臂上顶气缸7322与第七基座71连接,摆臂上顶气缸7322驱动摆臂上顶板7321推动第七输送杆组件731,使得第七输送杆组件731相对第七基座71转动。
107.第七推动组件732还包括第七定位块7315、摆臂下顶板7325以及摆臂下顶气缸7326。第七定位块7315与第七输送杆组件731远离摆臂上顶板7321一端连接;摆臂下顶板7325设置在第七输送杆组件731上方,且与第七定位块7315活动连接;摆臂下顶气缸7326与第七基座71连接,摆臂下顶气缸7326与摆臂下顶板7325连接,摆臂下顶气缸7326驱动摆臂下顶板7325与第七定位块7315活动连接。设置有摆臂下顶板7325与第七定位块7315抵接,从而将第七输送杆组件731进行收纳,提升第七机械手73待机状态结构的稳定性。
108.本实施例中,输送杆组件底端还设置有缓冲件7327,缓冲件7327通过摆臂调节件7328与第七基座71可调节连接。缓冲件7327用于对卷料状态中的第七输送杆组件731进行限位支撑,提升机械手结构的稳定性。进一步的,摆臂调节件7328沿缓冲件7327长边方向可调节连接,使得第七输送杆组件731下料位置的高度可调节,提升了结构的实用性。
109.对本实施例中的第七输送杆组件731结构进行详细阐述:
110.本发明中,第七输送杆组件731包括摆臂上板7311、摆臂下板7312以及摆臂连接片7314;摆臂上板7311一侧与第七基座71转动连接;摆臂下板7312设置在摆臂上板7311底端,摆臂上板7311以及摆臂下板7312之间相对形成卷带输送通道,插接头7312a设置在摆臂下板7312一端;摆臂连接片7314设置有两组,两组摆臂连接片7314分别设置在摆臂下板7312两侧,且摆臂连接片7314将摆臂上板7311以及摆臂下板7312连接。进一步的,两组摆臂连接片7314远离插接头7312a一端均设置有导料板7314a,两组导料板7314a远离插接头7312a一端的距离逐渐增大,便于卷带料的导向输送,提升了第七机械手73使用过程中的稳定性。摆臂上板7311以及摆臂下板7312远离插接头7312a一端设置有导料进口,便于第七机械手73
的进料导向。进一步的,本实施例中的摆臂上板7311设置有第七曲面,第七曲面提升第七机械手73弯折胶带的稳定性。
111.结合图14-图21,对本实施例中的尾胶料输送机构8结构进行详细阐述:
112.本实施例中的尾胶料输送机构8用于将尾胶贴附在卷带料上;优选的本实施例中的尾胶料输送机构8将尾胶料粘贴在卷带输送机构7中的第七气剪744以及第七机械手73的之间位置。
113.尾胶料输送机构8包括第八基座81、放胶盘装置82以及贴胶装置;其中放胶盘装置82设置在第八基座81上,放胶盘装置82用于放置尾胶胶盘;贴胶装置与第八基座81连接,贴胶装置位于放胶盘装置82一侧,贴胶装置用于将尾胶料输送到对应的贴胶机构上。本实施例中的贴胶装置包括第八夹头83、第八z轴组86、推胶组件84以及切胶组件85;其中第八夹头83用于夹持尾胶料,第八夹头83上设有第一翻折槽831a,第八z轴组86与第八基座81连接,第八z轴组86与第八夹头83连接,第八z轴组86驱动第八夹头83相对卷带料运动;推胶组件84置在放胶盘装置82以及第八夹头83之间,用于将胶带输送到贴胶装置上;切胶组件85与第八基座81上用于剪切尾胶料,切胶组件85设置在推胶组件84远离放胶盘装置82一侧。
114.其中,贴胶装置包括推胶组件84包括第八推胶板841以及第八推胶气缸842,第八推胶板841通过第八推胶气缸842与第八基座81连接,且第八推胶气缸842驱动第八推胶板841与第一翻折槽831a活动连接。设置有第八推胶板841便于将尾胶带进行翻折,提升收料机收卷料的实用性。
115.进一步的,本实施例中的贴胶装置还包括贴胶顶块87,贴胶顶块87设置在第八夹头83下方,且与第八基座81连接,贴胶顶块87用于支撑卷带料。贴胶顶块87对卷带料进行支撑,提升贴胶装置粘贴尾胶的稳定性。
116.对本实施例中的推胶组件84结构进行详细阐述:
117.本实施例中,推胶组件84还包括尾胶导向轮843、张紧轮844以及张紧气缸845;其中尾胶导向轮843设置在放胶盘装置82以及第八推胶板841之间,且尾胶导向轮843与第八基座81连接,尾胶导向轮843用于导向尾胶带。张紧轮844设置在尾胶导向轮843与第八推胶板841之间,用于张紧尾胶带。张紧气缸845固定在第八基座81上,且张紧气缸845与张紧轮844连接,张紧气缸845驱动张紧轮844相对推胶组件84运动,从而张紧尾胶料;从而提升第八推胶板841粘贴尾胶料的稳定性。
118.本实施例中,第八推胶板841靠近第八夹头83一段还设置有导向缺口841b,导向缺口841b与第八避让槽841a连通,导向缺口841b用于导向尾胶料。
119.对本实施例中的切胶组件85结构进行详细阐述:
120.切胶组件85靠近贴胶顶块87之间还设置有尾胶限位块861851,尾胶限位块861851用于导向剪切后的尾胶;保证剪切后需要粘贴的尾胶料在输送过程中的稳定性。本实施例中的切胶组件85包括切刀852以及切刀驱动件853,切刀852通过切刀驱动件853与第八基座81连接,且切刀驱动件853与切刀852连接,切刀驱动件853驱动切刀852相对第八夹头83运动,从而将第八夹头83上夹持的胶带进行剪切。进一步的,本实施例中的第八基座81上设置有同步连接座811,本实施例中的同步连接座811顶端与推胶组件连接,同步连接座811的底端与切胶组件连接;同步连接座811通过第八延伸杆812与第八基座81连接。此外,同步连接座811沿垂直于底板夹头运动轨迹方向设置有若干第八连接孔,第八延伸杆812与若干第八
连接孔可调节连接。
121.结合图20,对本实施例中的第八夹头83结构进行详细阐述:
122.第八夹头83包括尾胶导向板831、第八压头832以及第八气缸833;其中尾胶导向板831与第八z轴连接,第一翻折槽831a设置在尾胶导向板831上;第八压头832与尾胶导向板831活动连接,第八压头832与尾胶导向板831之间相对运动,从而夹持尾胶带;第八气缸833设置在尾胶导向板831上,且第八气缸833与第八压头832连接,第八气缸833驱动第八压头832相对尾胶导向板831运动。进一步的,尾胶导向板831还设置有压板槽831b,压板槽831b与第一翻折槽831a连通,第一翻折槽831a所在平面与压板槽831b所在平面交叉,第八压头832与压板槽831b活动连接,从而挤压第一翻折槽831a内的尾胶带,第八推胶板841上设置有第八避让槽,第八避让槽用于避位第八压头832。
123.本实施例中的第八推胶板841靠近第八夹头83一侧还设置有导向缺口841b,导向缺口841b与第八避让槽841a连通。导向缺口841b开口端截面宽度逐渐增大,便于导向尾胶。进一步的,第八基座81上连接有顶胶气缸88,顶胶气缸88与贴胶顶块87底端连接,顶胶气缸88驱动贴胶顶块87相对第八夹头83运动。
124.对本实施例中的尾胶导向板831结构进行详细阐述:尾胶导向板831包括第八导向部8311、第八夹持部8313以及第八粘贴部8312;其中第八导向部8311与第八z轴组86连接。第八夹持部8313与第八压头832活动连接,第八夹持部8313与第八压头832相对运动从而夹持尾胶料。第八粘贴部8312顶端与第八导向部8311底端连接,第八粘贴部8312一侧与第八夹持部8313连接。
125.其中,第八粘贴部8312底端设置有贴胶导向面831f,贴胶导向面831f靠近第八粘贴部8312一端与第八导向部8311的距离逐渐增大。贴胶导向面831f便于导向尾胶料输送的稳定性,避免尾胶折断,结构实用性强。
126.进一步的,本实施例中的贴胶导向面831f所在平面与贴胶顶板所在平面平行。本实施例中的贴胶平板所在直线与第八z轴组86所在直线的夹角介于20
°
~90
°
之间,优选设置40
°
角,倾斜设置的贴胶平板,提升尾胶粘贴的稳定性。本实施例中的推胶组件84设置在第八夹头83一侧,第八夹持部8313靠近推胶组件84一侧设置有第一翻折槽831a,第一翻折槽831a与推胶组件84活动连接,第八夹持部8313顶端设置有压板槽831b,压板槽831b与第一翻折槽831a连通,第八压头832与压板槽831b活动连接,从而挤压第一翻折槽831a内的尾胶带。
127.进一步的,本实施例中的第八导向部8311靠近推胶组件84一侧还设置有第二翻折空间831d,第八夹头831运动轨迹上依次包括粘贴位、第一推料位以及第二推料位;粘贴位到第一推料位的距离、以及第一推料位到第二推料位的距离相等。在第八夹头83导向上料的过程中,推胶组件84可以限定尾胶料上料的长度,提升尾胶料输送的稳定性。
128.本实施例中,第八导向部8311侧壁还设置有尾胶导向槽831e。尾胶导向槽831e用于导向输送过程中的尾胶料,提升尾胶分段结构输送尾料的稳定性,本实施例中的尾胶导向槽831e内还设置有吸气孔,吸气孔联通有微型吸气组件,进一步提升了第八夹头83家夹持输送尾胶料的稳定性。
129.第八压头832在第一翻折槽831a所在的投影位于与第一翻折槽831a的中部,推胶组件包括第八推胶板841,第八推胶板841上设置有第八避让槽841a,第八避让槽841a用于
避位第八压头832。压板槽831b与第一翻折槽831a的中部连通,提升结构折叠胶带的稳定性;且便于叠胶作业结束后的第八推胶板841复位。
130.本实施例中的切胶组件85设置在推胶组件84下方,第八粘贴部8312底端设置有第一剪切空间。第八导向部8311靠近切胶组件85一侧还设置有第二剪切槽831c,第二剪切槽831c位于第二翻折空间831d下方。第八机械手设置有第一剪切空间以及第二剪切槽831c,可满足不同使用贴尾胶长度的剪切作业,结构实用性强。
131.对本实施例中的第八压头832结构进行详细阐述:
132.本实施例中,第八压头832包括第八插接部832a以及第八限位部832b;其中第八插接部832a与压板槽831b活动连接;第八限位部832b与第八插接部832a顶端连接,且第八限位部832b与第八气缸833连接。其中,第八插接部832a截面宽度大于第八限位部832b截面宽度,压板槽831b截面宽度介于第八插接部832a截面宽度以及第八限位部832b截面宽度之间。通过第八插接部832a挤压固定胶带,第八限位部832b限定第八压头832的位置,防止第八压头832过度驱动挤压,提升结构使用过程中的稳定性。
133.此外,本实施例中的第八z轴组86包括第八z轴滑轨以及第八滑块862,第八夹头83通过第八滑块862与第八z轴滑轨滑动连接,第八滑块862侧边还连接有第八定位块。第八z轴滑轨底端还设置有第八限位块861,优选的第八限位块861固定在本实施例中的第八基座81上,第八定位块与第八限位块861顶面接触,从而限定第八夹头83的位置,提升第八夹头83输送尾胶料过程中的稳定性。本实施例中的第八限位块861上还设置有第八感应光纤89,第八感应光纤89用于检测第八夹头83的运动行程,提升结构上料的精准性以及稳定性。
134.本发明中的尾胶料输送机构8工作原理:
135.结合图16-20,如下对本实施例中的尾胶料输送机构的第一种上尾胶料方法进行阐述:
136.一、推胶组件84给第八夹头83上尾胶料。
137.首先,放胶盘装置82放置尾胶料,尾胶料头部通过第八推胶板841进行推胶。当第八夹头83上的第一翻折槽831a位于推胶组件84一侧时,此时第八夹头83位于第一推料位。第八推胶气缸842驱动第八推胶板841相对第一翻折槽831a运动,从而将尾胶料头部输送到第一夹头内,使得尾胶头部形成翻折端部。此时,尾胶导向轮843对尾胶料进行导向,张紧气缸845驱动上紧轮向上运动,从而对胶带进行张紧,提升推胶组件84推送尾胶料的稳定性。
138.本实施例中的第八夹头83底端设置有贴胶导向面831f,便于导向尾胶料输送的稳定性,避免尾胶折断,结构实用性强。
139.其次,第八气缸833驱动第八压头832下压,第八压头832与第一翻折槽831a将尾胶料的翻折端部进行夹持。
140.二、第八夹头83进行贴胶操作。
141.首先,第八z轴组86在第八z轴气缸驱动第八滑块862带动第八夹头83往贴胶顶块87方向运动,其中尾胶导向板831的第八导向部8311侧边设置有尾胶导向槽831e,尾胶导向槽831e提升尾胶料在输送过程中的稳定性。
142.其次,第八夹头83输送到位,第八夹头83的第八夹持部8313位于贴胶顶块87一侧,尤其位于贴胶顶块87输出卷带料一端的侧边。此时第八夹头83从第一推料位运动到上料位。顶胶气缸88驱动贴胶顶块87相对于贴胶导向面831f运动,从而将尾胶料的粘贴部位于
卷带料进行粘贴,提升尾胶料上料的稳定性。
143.然后,顶胶气缸88驱动贴胶顶块87复位,第八夹头83上尾胶导向槽831e以及贴胶导向面831f对尾胶料进行导向输送。
144.三、第八夹头83复位,剪切尾料。
145.当输出的尾胶料达到设定长度,第八夹头83在第八z轴组86的驱动下复位,直至第八夹头83上的第一翻折槽831a位于推胶组件84一。
146.其次,第八推胶气缸842驱动第八推胶板841相对第一翻折槽831a运动,从而将尾胶料头部输送到第一夹头内,从而形成下一个尾胶段的翻折端部。第八气缸833驱动第八压头832下压,第八压头832与第一翻折槽831a将尾胶料的翻折端部进行夹持。
147.然后,切刀驱动件853驱动切刀852相对第一剪切空间运动,从而对尾胶料进行剪切。剪切后的尾胶料通过尾胶限位块861851进行导向输送,结构稳定性强。
148.这样即完成了本优选实施例的收料机用尾胶料输送机构的第一种上尾胶料的过程。
149.结合图22和图23,如下对本实施例中的收料机用尾胶料输送机构的第二种上尾胶料方法进行阐述:
150.一、推胶组件84给第八夹头83上尾胶料。
151.首先,放胶盘装置82放置尾胶料,尾胶料头部通过第八推胶板841进行推胶。
152.当第八夹头83上的第一翻折槽831a位于推胶组件84一侧时,第八夹头83位于第一推料位,第八推胶气缸842驱动第八推胶板841相对第一翻折槽831a运动,从而将尾胶料头部输送到第一夹头内,使得尾胶头部形成翻折端部。此时,尾胶导向轮843对尾胶料进行导向,张紧气缸845驱动上紧轮向上运动,从而对胶带进行张紧,提升推胶组件84推送尾胶料的稳定性。
153.本实施例中的第八夹头83底端设置有贴胶导向面831f,便于导向尾胶料输送的稳定性,避免尾胶折断,结构实用性强。
154.其次,第八气缸833驱动第八压头832下压,第八压头832与第一翻折槽831a将尾胶料的翻折端部进行夹持。
155.二、第八夹头83进行贴胶操作。
156.首先,第八z轴组86在第八z轴气缸驱动第八滑块862带动第八夹头83往贴胶顶块87方向运动,其中尾胶导向板831的第八导向部8311侧边设置有尾胶导向槽831e,尾胶导向槽831e提升尾胶料在输送过程中的稳定性。
157.其次,第八夹头83输送到位,第八夹头83的第八夹持部8313位于贴胶顶块87一侧,尤其位于贴胶顶块87输出卷带料一端的侧边。此时第八夹头83从第一推料位运动到上料位。第八推胶板841相对第二翻翻折空间,切刀852对应第二剪切槽831c。
158.然后,顶胶气缸88驱动贴胶顶块87相对于贴胶导向面831f运动,从而将尾胶料的粘贴部位于卷带料进行粘贴,提升尾胶料上料的稳定性。然后,顶胶气缸88驱动贴胶顶块87复位,尾胶料岁卷带料进行输送,第八夹头83上尾胶导向槽831e以及贴胶导向面831f对尾胶料进行导向输送尾胶料,提升结构的实用性。
159.三、剪切尾料,上下一段尾胶料。
160.当输出的尾胶料达到设定长度,第八推胶气缸842驱动第八推胶板841相对第二翻
折空间831d运动,从而夹持下一段尾胶料头部;然后切刀驱动件853驱动切刀852相对第二剪切槽831c运动,剪切尾胶料。
161.剪切后的尾胶料在第八夹头83的尾胶导向槽831e以及尾胶限位块861851的导向下进行输送。
162.其次,第八夹头83在第八z轴组86的驱动下复位,使得第八夹头83上的第一翻折槽831a位于推胶组件84一侧。进行下一轮尾胶料上料作业。
163.第八推胶气缸842驱动第八推胶板841相对第一翻折槽831a运动,从而将尾胶料头部输送到第一夹头内,使得下一段的尾胶头部形成翻折端部。其次,第八气缸833驱动第八压头832下压,第八压头832与第一翻折槽831a将尾胶料的翻折端部进行夹持。此时第八夹头831处于第二推料位。优选的,本实施例中的第八夹头831运动轨迹上的上料位以及第二推料位重叠。
164.这样即完成了本优选实施例的收料机用尾胶料输送机构8的第二种上尾胶料的过程。本实施例中的收料机用尾胶料输送机构8的第二种上尾胶料的方式优选设置与上设定长度的尾胶料结构,优选尾胶料长度为第一翻折槽831a到第二翻折空间831d的距离。
165.结合图14-25,如下对本发明中的料盘收卷机构9结构进行详细阐述:
166.料盘收卷机构9;其包括第九基座、第九输送平台92以及第九定位装置93;其中第九输送平台92与第九基座连接,第九输送平台92包括第九x轴组922以及第九夹盘组件921,第九夹盘组件921通过第九x轴组922与第九基座连接,第九x轴组922驱动第九夹盘组件921沿x轴方向运动。第九定位装置93设置在第九输送平台92另一侧,第九定位装置93与第九夹盘组件921活动连接,第九定位组件用于限定料盘13的位置。
167.本实施例中的料盘收卷机构还包括辅助收卷装置94,辅助收卷装置94包括滚胶轮941、滚胶杆组件942以及滚胶驱动组件943;其中滚胶轮941用于滚压料盘13上的卷带料;滚胶杆组件942一端与滚胶轮941转动连接,滚胶杆组件942另另一端通过第九轴承座与第九基座转动连接。滚胶驱动组件943设置在第九基座上,且滚胶驱动组件943与滚胶杆组件942连接,滚胶驱动组件943驱动滚胶杆组件942带动滚胶轮941绕第九轴承座转动。
168.对本发明中料盘收卷机构9的其他结构进行详细阐述:
169.第九定位装置93包括第九定位滚轮931以及第九定位驱动件932,第九定位滚轮931通过第九定位驱动件932与第九基座连接,第九定位驱动件932驱动第九定位滚轮931相对第九夹盘组件921运动,从而夹持料盘13。
170.本实施例中的第九定位驱动件932包括第九定位延伸杆933、第九滑轨以及第九气缸,第九定位延伸杆933底端与第九定位滚轮931转动连接,第九定位延伸杆933顶端与第九滑轨滑动连接,第九气缸设置第九基座上,且第九气缸与第九定位延伸杆933连接,第九气缸驱动第九定位延伸杆933沿第九滑轨滑动。
171.对本发明中辅助收卷装置94进行详细阐述:
172.进一步的,滚胶驱动组件943包括第九定位轮9431、第九顶板9432以及九顶板气缸;其中第九定位轮9431与滚胶杆组件942连接;第九顶板9432设置在第九定位轮9431下方,与第九定位轮9431活动连接;第九顶板气缸9433第九顶板9432通过第九顶板气缸9433与第九基座连接,第九顶板气缸9433驱动第九顶板9432与第九定位轮9431活动连接。
173.当第九顶板9432位于第九定位轮9431底端,滚胶轮941在自身重力下与第九夹盘
组件921上的料盘13下压滚胶,提升料盘13绕卷的产品质量。当料盘13绕卷结束,第九顶板气缸9433驱动第九顶板9432带动第九定位轮9431远离第九夹盘组件921,从而抬起滚胶杆组件942,此结构设计精简巧妙,滚胶杆组件942942带动滚胶轮941可随卷带料的绕卷相互调节滚压,结构实用性强。
174.进一步的,第九定位轮9431设置在滚胶杆组件942远离第九夹盘组件921一侧,第九顶板气缸9433位于滚胶杆组件942远离第九夹盘组件921一侧,第九顶板9432位于第九定定位轮靠近第九夹盘组件921一侧。结构设计布局精简,实用性强。
175.进一步的,滚胶驱动组件943还包括第九弹性件9434,第九弹性件9434设置在滚胶杆组件942远离第九夹盘组件921一侧,第九弹性件9434一端与滚胶杆组件942连接,另一端与第九基座连接,第九弹性件9434驱动滚胶杆组件942往靠近第九夹盘组件921方向转动;从而使得滚胶轮941与第九夹盘组件921上夹持的料盘13抵接,提升料盘卷料的成品质量。
176.本发明中,滚胶杆组件942沿长边方向设置有若干第九轴承连接孔9421,第九滚胶轴承座9437与若干第二轴承连接孔通过第九轴承杆9438可调节连接。滚胶轮941绕第九滚胶轴承座9437的转动范围可调节,提升了机构的实用性。
177.本发明中,辅助收卷装置94还包括撑开板9435以及撑盘气缸9436;其中撑开板9435设置在第九夹盘组件921与以及滚胶轮941之间,用于撑开夹持在第九夹盘组件921上的料盘13;本实施例中的撑开板底端设置有撑开导向部,撑开导向部的截面宽度靠近第九夹盘组件921一端逐渐减小。
178.撑盘气缸9436设置第九基座上,且与撑开板9435远离第九夹盘组件921一端连接,撑盘气缸9436驱动撑开板9435相对第九级夹盘组件运动。设置有撑开板9435撑开料盘13,便于滚压轮下压滚胶,提升辅助收卷装置94使用过程中的精准性。
179.对本实施例中的第九夹盘组件结构进行详细阐述:
180.第九夹盘组件921包括第九支撑座9211、第九夹头9212、第九推板9213以及第九推板气缸9214;其中第九支撑座9211与第九x轴组922连接;第九夹头9212与第九支撑座9211转动连接,第九夹头9212用于夹持料盘13;第九推板9213设置在第九夹头9212一侧,用于推送料盘13;第九推板气缸9214设置在第九支撑座9211上,且第九推板气缸9214与第九推板9213连接。
181.其中第九推板气缸9214驱动第九推板9213推动料盘13,第九推板9213运动轨迹所在直线第九x轴组922长边所在直线平行,便于输出绕卷好的料盘13,结构实用性强。
182.进一步的,本实施例中的料盘13上设置有定位通孔132;第九夹盘组件921还包括第九顶料件9215以及第九顶料气缸9216;其中第九顶料件9215与定位通孔132活动连接,第九顶料件9215用于限定料盘13转动方向上的位置;第九顶料气缸9216设置在第九支撑座9211上,且与第九顶料件9215连接,第九顶料气缸9216驱动第九顶料件9215与定位通孔132插接。从而限定料盘13的转动位置,便于料盘13进行上料盘13料的操作,提升了料盘收卷机构的实用性。进一步的,其中,第九支撑座9211上设置有第九固定孔9217,第九固定孔9217长边所在直线与第九x轴长边所在直线垂直,第九固定孔9217与第九顶料气缸9216可调节连接。第九顶料气缸9216通过第九调节板与第九支撑座9211连接;使得第九顶料件9215可适应对不同尺寸料盘13上定位孔的位置进行调节,提升了结构的实用性。优选的,本发明中的第七基座第八基座以及第九基座均为竖直设置在中转机构2一侧的支撑立板结构,设备
的整体结构图中未示出。
183.综上,虽然本发明已以优选实施例揭露如上,但上述优选实施例并非用以限制本发明,本领域的普通技术人员,在不脱离本发明的精神和范围内,均可作各种更动与润饰,因此本发明的保护范围以权利要求界定的范围为准。
184.明的保护范围以权利要求界定的范围为准。