1.本发明涉及核酸采样管包装领域,具体涉及一种用于装托机的插管机构及插管方法。
背景技术:
2.新型冠状病毒感染导致的肺炎,传播快,其时间紧急。随着新冠肺炎的蔓延,全球越来越多的民众被病毒感染,核酸检测是唯一一种确定是否感染新冠的标准,核酸采样管是保存检测样品的容器,因此,市场需求大。开始之初,采样管装托均为人工将采样管一支支插入托盘中实现装托,人工对力度难以把控导致采样管固定程度存在良莠不齐现象,影响包装质量,装托后的产品整体也不美观,且人工装托存在工作量大,效率低,成本高问题。
技术实现要素:
3.本发明目的在于提供一种用于装托机的插管机构及插管方法,能够快速将采样管准确插入托盘中,实现采样管的快速批量装托,减少人工劳动量,且采装托质量高。
4.一种用于装托机的插管机构,包括机架,所述机架上设有2条对称设置的导轨,所述导轨上设有移动板,所述移动板上依次设有吸管提升机构、采样管预压机构、压管机构,所述导轨其中一条内设有与导轨互相平行的导向杆,另一条导轨内设有丝杆,所述机架上设有伺服电机,所述伺服电机设有联轴器与丝杆传动连接,所述移动板两端均设有传动模组,所述传动模组分别与丝杆和导向杆传动连接。
5.所述吸管提升机构包括气缸一和真空吸管模具,所述气缸一上设有呈“n”字形的旋转支架连接真空吸管模具。
6.所述旋转支架一端设有旋转机构与真空吸管模具传动连接。
7.所述真空吸管模具上设有等间距均匀分布的呈半圆柱形的凹槽。
8.所述预压机构包括气缸二,所示气缸二下设有预压横条。
9.所述压管机构包括气缸三和扶正挡条,所述气缸三下设有压管横条,所述压管横条一侧面的两端上设有套筒,所述扶正挡条设有连接杆套接在套筒上。
10.所述2条导轨上均设有原点定位传感器和拖链。
11.所述真空吸管模具、预压横条、压管横条、扶正挡条,互相平行设置。
12.一种基于上述的用于装托机的插管机构的插管方法,其特征在于,包括以下步骤:
13.s1.启动伺服采样管输送带和伺服托盘输送带分别将采样管和托盘输送带插管机构下,其采样管输送带以横躺排列式输送采样管,托盘上设置有数个均匀分布的置采样管竖立置放的孔位,伺服电机驱动移动板上的真空吸管模具移动到伺服采样管输送带上,气缸一启动,将真空吸管模具下降,真空泵启动在凹槽内产生负压吸取采样管,真空吸管模具上的呈半圆柱形的凹槽呈直线排列,实现批量直线排列吸附采样管;
14.s2.真空吸管模具上升,旋转机构带动真空吸管模具旋转90
°
,使采样管从水平方向旋转为竖直方向;
拖链;8
‑ꢀ
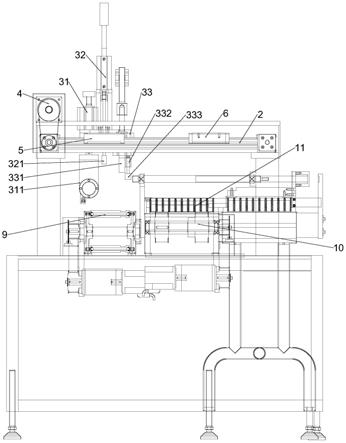
联轴器;9-伺服采样管输送带;10-伺服托盘输送带;11-托盘;31-气缸一;32-气缸二;33-气缸三;311-旋转支架;312-真空吸管模具;313-旋转机构;314-凹槽;321-预压横条;331-压管横条;332-套筒;333-扶正挡条。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
33.如图3所示,一种用于装托机的插管机构,包括机架1,机架1上设有2条对称设置的导轨2,导轨2上设有移动板3,移动板3上依次设有吸管提升机构、采样管预压机构、压管机构,吸管提升机构、采样管预压机构、压管机构分别可作上、下运动,所述导轨2其中一条内设有与导轨 2互相平行的导向杆,另一条导轨内设有丝杆,所述机架1上设有伺服电机4,所述伺服电机4设有联轴器8与丝杆传动连接,所述移动板3两端设有均传动模组5,所述传动模组5分别与丝杆和导向杆传动连接。
34.如图2所示,所述吸管提升机构包括气缸一31和真空吸管模具312,所述气缸一31上设有呈“n”字形的旋转支架311连接真空吸管模具312。旋转支架311一端设有旋转机构313与真空吸管模具312传动连接,通过旋转机构313带动真空吸管模具312作90
°
来回旋转运动。
35.其呈“n”字形的旋转支架311便于与真空吸管模具312两端连接,结构简单、实用。
36.其旋转机构313主要是一种轴旋转结构(附图中不作细化),是一种常用机械部件原理,其带动真空吸管模具312作作90
°
来回旋转运动,主要设计目的方便真空吸管模具312与输送装置或托盘插管之间进行承接运动,方便吸附采样管及插管,采样管的输送上料可以进行横躺排列式,可以方便输送装置输送,也便于输送装置结构设置,横躺排列式输送也防止采样管的破损。而当插入时,作90
°
旋转刚好可以插入托盘的竖直状态的要求,即实现使采样管从水平方向旋转为竖直方向。
37.真空吸管模具312上设有等间距均匀分布的呈半圆柱形的凹槽314,真空吸管模具312其内设有空腔,空腔与凹槽314相连通,外部设有连接口与空腔相通,真空吸管模具312通过连接口和气管与真空泵连接。同时其真空吸管模具312其旋转的高度以采样管的长度调整设置,方便预插入托盘,使用时,由呈半圆柱形的凹槽314吸附采样管,其内半径与采样管外径相适配,以一个凹槽吸附一采样管,真空吸管模具312上的呈半圆柱形的凹槽314呈直线排列,其凹槽314的间距与托盘上的置放孔间距相同,可实现一次运动实现批量采样管插入托盘,也可以根据托盘上的置放孔数量进行选取进行吸附采样管进行插管,非常方便灵活使用,提高机械的实用性及灵活性。
38.如图4、5所示,所述预压机构包括气缸二32,所示气缸二32下设有预压横条321。压管机构包括气缸三33和扶正挡条333,所述气缸三33下设有压管横条331,所述压管横条331一侧面的两端上设有套筒332,所述扶正挡条333设有连接杆套接在套筒332上,套筒332的底端与压管横条331底面的高度等于扶正挡条333的高度,对采样管压入托盘11时,扶正挡条333压在已装托完的采样管上,然后压管横条331将定位好的采样管下压到装托好的采样管同一高度,扶正挡条333用于定位压管横条333下压深度,使得采样管装托后都在同一高度上,装托后的采样管固定牢固,且整齐美观。
39.插管时,其预压模条321的向下压的运动与真空吸管模具312旋转到托盘上方的运动相紧密的,当吸附有采样管的真空吸管模具312旋转移动到托盘上方,由预压模条321的立即作向下压的运动,使采用管分别压入托盘的孔位内,半圆柱形的凹槽实现逐一采样管进行夹持并同时实现有效的预插扶位,实现采样管定位在托盘的孔位内。
40.如图3所示,移动板3从左到右依次设置真空吸管模具312、预压横条321、压管横条331、扶正挡条333,互相平行。所述2条导轨2上均设有原点定位传感器6和限位块,原点定位传感器6用于定位真空吸管模具312、预压横条321、压管横条331、扶正挡条333所在位置,使其能够精准对采样管吸取,预压,压管,扶正。如图2所示,导轨2上还设有拖链7能够对内置的电缆和气管起到牵引和保护作用。
41.工作原理:如图1所示,本发明设置与装托机的伺服采样管输送带9和伺服托盘输送带10上,三者呈“品”字形分布,伺服采样管输送带9和伺服托盘输送带10分别将采样管和托盘输送带插管机构下,其采样管输送带以横躺排列式输送采样管,托盘上设置有数个均匀分布的置采样管竖立置放的置放孔,伺服电机4驱动移动板3上的真空吸管模具312移动到伺服采样管输送带9上,气缸一31启动,将真空吸管模具312下降,真空泵启动在凹槽314内产生负压吸取采样管,真空吸管模具312上升,旋转机构313带动真空吸管模具312旋转90
°
,使采样管从水平方向旋转为竖直方向,伺服电机4启动,将真空吸管模具312从伺服采样管输送带9移动到伺服托盘输送带的托盘11孔位上,气缸二32启动,预压横条321下降,将真空吸管模具312上的采样管插入定位在托盘11的孔位中,伺服电机4再次启动将压管横条331移动到定位好的采样管上方,气缸三 33启动将压管横条331和扶正挡条333下降,扶正挡条333首先接触装托好的采样管,压管横条331继续下降,对定位好的采样管压入托盘11中,直到压管横条331上的套筒332触碰到扶正挡条333停止下压,其采样管稳压深入托盘的孔位内部,完成一批量采样管的插管,以此循环将托盘11全部孔位插好采样管,完成采样管的装托。
42.一种基于上述的用于装托机的插管机构的插管方法,其特征在于,包括以下步骤:
43.s1.启动伺服采样管输送带9和伺服托盘输送带10分别将采样管和托盘输送带插管机构下,其采样管输送带以横躺排列式输送采样管,托盘上设置有数个均匀分布的置采样管竖立置放的孔位,伺服电机4驱动移动板3上的真空吸管模具312移动到伺服采样管输送带9上,气缸一31启动,将真空吸管模具312下降,真空泵启动在凹槽314内产生负压吸取采样管,真空吸管模具 312上的呈半圆柱形的凹槽314呈直线排列,实现批量直线排列吸附采样管;
44.s2.真空吸管模具312上升,旋转机构313带动真空吸管模具312旋转90
°
,使采样管从水平方向旋转为竖直方向;
45.s3.伺服电机4启动,将真空吸管模具312从伺服采样管输送带9上部移动到伺服托盘输送带的托盘11上部(最好以临接触上部表面的位置,其设备设计时,真空吸管模具312其旋转的高度以采样管的长度调整设置),气缸二32启动,预压横条321下降,将真空吸管模具312上的采样管插入定位在托盘11的孔位中,预插入时,其预压模条321的向下压的运动与真空吸管模具312旋转移动到托盘上方的运动相紧密的,当吸附有采样管的真空吸管模具312旋转到托盘上方,由预压模条321的立即作向下压的运动,使采用管分别压入托盘的孔位内,半圆柱形的凹槽实现逐一采样管进行夹持并同时实现有效的预插扶位,实现采样管定位在托盘的孔位内,预插定位后,预压模条321与真空吸管模具312移动离开,回到伺服采样管输送带9上方吸附另一批量采样管;
46.s4.紧接伺服电机4再次启动将压管横条331移动到定位好的采样管上方,气缸三33启动将压管横条331和扶正挡条333下降,扶正挡条333首先接触装托好的采样管,压管横条331继续下降,对定位好的采样管压入托盘11中,直到压管横条331上的套筒332触碰到扶正挡条333停止下压,其采样管稳压深入托盘的孔位内部,完成一批量采样管的插管。
47.其重复步骤s3、s4,交替插采样管,完全整个托盘的插管后,托盘输送带输送托盘离开,完成整托插管。
48.本发明的结构通过伺服电机驱动丝杆使得真空吸管模具移动,再通过真空吸管模具上的半圆柱形的凹槽将采样管吸取,半圆柱形的凹槽实现逐一采样管进行夹持并实现有效的预插扶位,并准确移动到托盘孔位上方,旋转机构带动真空吸管模具旋转90
°
,再经过预压横条将采样管插入托盘孔位中,完成有效的预插及定位在托盘中,最后由压管横条将采样管完全插入托盘中,扶正挡条用于定位压管横条使得采样管整齐,且辅助有效完全插入托盘的孔位中,采样管均位于同一高度,完成一次批量采样管插入托盘中,如此往复持续运动完成大批量的采样管插入托盘。本发明自动批量将采样管插入托盘中,大大节省了人力,提高了生产效率,降低了企业的生产成本,具有良好的经济效益,同时装托后的采样管整齐的固定在托盘上,提高了包装质量。其基于结构的插管方法简单、实用、有效,保证采样管装托质量。
49.此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。