1.本发明涉及绕卷设备领域,特别涉及一种兼容式料盘输送结构及使用该结构的收料机。
背景技术:
2.卷料加工生产线的收料部分,把原材料通过机械方式收卷成卷料,广泛运用在纸卷,布卷,塑料卷,金属卷材加工生产线上。
3.目前常见的收料机在输送料盘时,多采用线体式上下料,料盘在每个工位之间的传送采用皮带线传送的方式,但是这样的方式占用设备中的面积较大,人工作业区域多、各工序间周转搬运的次数多,自动化程度较低,而且对于不同尺寸料盘的兼容性较差,需对上下料机构的部分结构件进行整体更换才可实现兼容,操作繁琐复杂。故需要提供一种兼容式料盘输送结构及使用该结构的收料机来解决上述技术问题。
技术实现要素:
4.本发明提供一种兼容式料盘输送结构及使用该结构的收料机,以解决现有技术中的收料机在输送料盘时,物料输送结构繁琐,且对于不同尺寸料盘的兼容性较差。为解决上述技术问题,本发明的技术方案为:一种兼容式料盘输送结构,其包括:
5.料盘组输送机构,用于输送料盘;以及
6.中转机构,用于在所述料盘组输送机构以及对应的料盘卷料结构、以及兼容式料盘贴标结构间传输料盘;
7.其中,所述料盘组输送机构包括第一输送平台以及滑动设置在所述第一输送平台上的料盘箱,以所述料盘箱滑动方向为x轴方向,所述料盘箱内设置有
8.第一收纳腔,用于放置第一料盘;
9.间隔套杆,设置在所述料盘箱内,所述间隔套杆长边所在直线均与所述x轴方向平行,所述间隔套杆将所述第一收纳腔分隔成至少一个第二收纳腔,所述第二收纳腔用于放置第二料盘,
10.所述第一料盘截面直径大于所述第二料盘截面直径,所述间隔套杆与所述料盘箱可拆卸连接。
11.本发明中,所述中转机构包括:
12.第一基座,其包括第一连接座;
13.插接杆部件,用于插接第一料盘或第二料盘,以及
14.转动圆盘,转动设置在所述第一连接座上,所述插接杆部件一端与所述转动圆盘连接,所述插接杆部件在所述转动圆盘所在的投影位于所述转动圆盘的偏心处。
15.本发明中,所述料盘箱对应所述第一收纳腔的中心位置设置有第一导向缺口,所述料盘箱对应所述第二收纳腔的中心位置设置有第二导向缺口;
16.沿所述转动圆盘的转动方向,所述插接杆部件的运动轨迹上依次环绕设置有第一
进料位、第二进料位,所述第二进料位位于所述第一进料位一侧;当所述插接杆部件位于所述第一进料位,所述插接杆部件与所述第一导向缺口插接;当所述插接杆部件位于所述第二进料位,所述插接杆部件与所述第二导向缺口插接。
17.本发明中,所述插接杆部件包括:
18.第一挂杆组,与所述第一料盘或第二料盘插接;以及
19.第二挂杆组,与所述第二料盘插接;
20.沿所述转动圆盘所在平面的投影,所述第一挂杆组到所述转动圆盘中心处的距离、与所述第二挂杆组到所述转动圆盘中心处的距离相等。
21.本发明中,所述第一挂杆组包括:
22.第一空盘挂杆,用于放置空料的第一料盘或第二料盘,以及
23.第一满盘挂杆,用于放置满料的第一料盘或第二料盘;
24.所述第二挂杆组包括:
25.第二空盘挂杆,用于放置空料的第二料盘,以及
26.第二满盘挂杆,用于放置满料的第二料盘;
27.其中,所述第一空盘挂杆以及所述第二空盘挂杆所在平面,与所述第一满盘挂杆以及所述第二满盘挂杆所在平面相互平行;且所述第一空盘挂杆到所述第二空盘挂杆的距离,与所述第一满盘挂杆到所述第二满盘挂杆的距离相等。
28.本发明中,所述中转机构还包括第一定位组件,所述转动圆盘上设置有定位凹槽,所述第一定位组件包括:
29.第一定位块,与所述转动圆盘相对运动,所述第一定位块与所述定位凹槽结构相对;以及
30.第一定位驱动件,设置在所述第一连接座上,所述第一定位驱动件驱动所述第一定位块相对所述转动圆盘运动;
31.当所述第一定位块与所述定位凹槽插接,从而限定所述转动圆盘的位置。
32.本发明中,所述中转机构还包括第二定位组件,所述第二定位装置与所述定位凹槽活动连接;
33.当所述插接杆部件位于第一进料位,所述第一定位组件与所述定位凹槽插接;当所述插接杆部件位于第二进料位,所述第二定位组件与所述定位凹槽插接。
34.本发明中,所述第一定位组件长边所在直线与所述第二定位组件长边所在直线之间的夹角为22.5
°
的倍数。
35.本发明中,所述中转机构还包括第一推动组件,所述第一推动组件设置在所述转动圆盘侧边,所述第一推动组件沿所述插接杆部件的长边方向推动料盘。
36.本发明还提供一种收料机,其包括如上所述的兼容式料盘输送结构。
37.本发明相较于现有技术,其有益效果为:本发明的兼容式料盘输送结构及使用该结构的收料机,兼容式料盘输送结构包括料盘组输送机构以及中转机构,料盘组输送机构用于输送料盘;中转机构用于传输料盘组输送机构中的料盘到对应的贴标机构;料盘箱内设置有用于放置第一料盘的第一收纳腔,且料盘箱内可拆卸连接有间隔套杆;间隔套杆将第一收纳腔分隔成至少一个第二收纳腔,第二收纳腔用于放置第二料盘,从而使得料盘箱可对适用大料盘或小料盘的兼容性作业,结构实用性强。
38.中转机构包括插接杆部件、第一基座、转动圆盘以及第一驱动组件。中转机构通过转动圆盘驱动插接杆部件绕转动圆盘中心处转动,从而依次到上料、收卷工作位以及下料等作业,从而实现料盘收卷作业的自动化生产,不仅降低了企业的用工成本,而且大大提升的料盘收卷作业中料盘的输送效率。
39.另外,本发明的兼容式料盘输送结构及使用该装置的收料机通用性强,料盘单独收卷作业、单独贴标作业、两种作业的组合、多种生产流程的料盘作业设备均可适用,且可通过增加上料单元,生产多重组合的料盘满料。本发明中通过插接杆部插接料盘组进行输送,使得料盘组批量输送,提升了料盘的输送效率,减少带料在各工序间周转搬运的次数,优化各工序间的流转流程。
附图说明
40.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面对实施例中所需要使用的附图作简单的介绍,下面描述中的附图仅为本发明的部分实施例相应的附图。
41.图1为本发明的优选实施例的整体结构立体图一。图2为本发明的优选实施例的整体结构立体图二。图3为本发明的优选实施例的兼容式料盘输送结构的整体结构视图。图4为本发明的优选实施例的中转机构位于第一进料位的结构示意图。图5为本发明的优选实施例的中转机构位于第二进料位的结构示意图。图6为本发明的优选实施例的第一定位组件以及第二定位组件结构视图。图7为本发明的优选实施例的第一连接座结构示意图。图8为本发明的优选实施例的兼容式料盘贴标结构整体示意图。图9为本发明的优选实施例的兼容式料盘贴标结构侧视图。图10为本发明的优选实施例的调度装置上料状态结构图。图11为本发明的优选实施例的调度装置后视图。图12为本发明的优选实施例的料盘机械手立体图。图13为本发明的优选实施例的调度装置下料状态结构图。图14为本发明的优选实施例的调度装置下料状态后视图。图15为本发明的优选实施例的第四输送平台结构示意图。图16为本发明的优选实施例的第四夹盘组件结构示意图。图17为本发明的优选实施例的翻转机上料状态结构示意图。图18为本发明的优选实施例的翻转机下料状态结构示意图。图19为本发明的优选实施例的调度装置下翻转后的料盘状态结构视图。图20为本发明的优选实施例的翻转机构整体示意图。图21为本发明的优选实施例的接料盒立体图。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.在图中,结构相似的单元是以相同标号表示。本发明术语中的“第一”“第二”等词仅作为描述目的,而不能理解为指示或暗示相对的重要性,以及不作为对先后顺序的限制。请参照图1、图2和图3,如下为本发明提供的一种能解决以上技术问题的兼容式料盘输送结构及使用该结构的收料机的优选实施例。
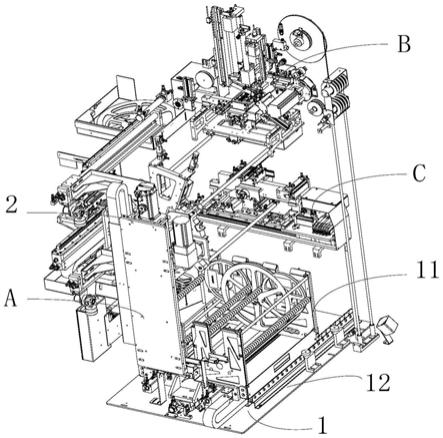
44.本发明提供的兼容式料盘输送结构及使用该结构的收料机的优选实施例为:一种本发明提供的兼容式收料机用兼容式料盘输送结构的应用在一种收料机中,该收料机包括
兼容式料盘输送结构a、料盘卷料结构b以及兼容式料盘贴标结构c;其中兼容式料盘输送结构a包括料盘组输送机构以及中转机构。本实施例中的料盘组输送机构1用于输送有若干料盘排列形成的料盘组上料到中转机构2,以及从中转机构2下料成品的满料盘料盘组;中转机构2转动输送到料盘卷料结构b以及兼容式料盘贴标结构c。
45.本发明中兼容式料盘输送结构a包括:料盘组输送机构以及中转机构;料盘组输送机构用于输送料盘组;中转机构2用于输送卷料用料盘;本实施例中的中转机构2优选在料盘组输送机构1、兼容式料盘贴标结构c以及料盘卷料结构b之间输送料盘;
46.其中,料盘组输送机构包括第一输送平台12以及滑动设置在第一输送平台12上的料盘箱11,以料盘箱11滑动方向为x轴方向。本发明中的料盘箱11内设置有用于放置第一料盘的第一收纳腔。料盘箱11内设置有间隔套杆113;间隔套杆113长边所在直线均与x轴方向平行,间隔套杆113将第一收纳腔分隔成至少一个第二收纳腔,第二收纳腔用于放置第二料盘。本发明中的第一料盘截面直径大于第二料盘截面直径,间隔套杆113与料盘箱11可拆卸连接。从而使得料盘箱11可对适用大料盘或小料盘的兼容性作业,结构实用性强。
47.结合图4-图7,对本发明中的料盘组输送机构进行详细阐述:
48.本实施例中的料盘箱11内部设置有铝合金挡杆以及间隔套杆113;铝合金挡杆设置有两组,两组铝合金挡杆相对设置在料盘箱11内部两侧,两组铝合金挡板长边所在直线均与x轴方向平行,且两组铝合金挡杆之间形成第一收纳腔,第一收纳腔用于放置第一料盘。间隔套杆113可拆卸连接在料盘箱11内,间隔套位于两组铝合金挡杆之间,且间隔套杆113长边所在直线与铝合金挡杆114长边所在直线平行,间隔套杆113与至少一组铝合金挡杆114之间形成第二收纳腔,第二收纳腔用于放置第二料盘,本实施例子中优选设置有两个第二收纳腔;使得料盘可多批量输送,提升了收料机作业中料盘的输送效率。
49.进一步的,本实施例中的料盘箱11内设置有多个用于装配两组铝合金挡杆114的第一安装孔,两组铝合金挡杆114之间的距离可调,从而使得第一收纳腔以及第二收纳腔的尺寸可调,进一步提升了兼容式料盘输送结构的适配性,结构实用性强。
50.本发明中,料盘箱11对应第一收纳腔的中心位置设置有第一导向缺口111,料盘箱11对应第二收纳腔的中心位置设置有第二导向缺口112,便于中转机构的输送料盘。
51.对本发明中的中转结构进行详细阐述:
52.本发明中,中转机构2用于输送卷料用料盘;本实施例中的中转机构2优选在料盘组输送机构1、兼容式料盘贴标结构c以及料盘卷料结构b之间输送料盘;中转机构2包括第一基座2121、转动装置22、第一推动组件23、第一定位组件24以及第二定位组件25;其中第一基座2121设置在料盘组输送机构1一侧,第一基座2121包括第一连接座212;转动装置22与第一基座2121上的第一连接座212连接。转动装置22包括转动圆盘223、第一驱动组件222以及插接杆部件221,插接杆部件221用于插接料盘;转动圆盘223与第一连接座212一端转动连接,第一驱动组件222设置在第一连接座212上,第一驱动组件222与转动圆盘223传动连接;第一驱动组件222与转动圆盘223连接。
53.插接杆部件221与转动圆盘223另一端连接,插接杆部件221与料盘插接,第一驱动组件222驱动转动圆盘223转动,沿垂直于转动圆盘223所在平面的投影,插接杆部件221的投影位于转动圆盘223的偏心处。
54.本实施例中的插接杆部件221一端与转动圆盘223连接,插接杆部件221所在直线
与转动圆盘223所在平面垂直,且插接杆部件221位于转动圆盘223的非中心处。本实施例中以插接杆部件221的长边所在直线为x轴。
55.本实施例中的第一驱动组件222驱动转动圆盘223带动插接杆部件221进行转动操作,从而便于插接杆部件221带动料盘在对应设备的料盘组输送机构1、兼容式料盘贴标结构c以及料盘卷料结构b之间进行输送。
56.对本发明中的插接杆部件结构进行阐述:
57.料盘箱11对应第一收纳腔的中心位置设置有第一导向缺口111,料盘箱11对应第二收纳腔的中心位置设置有第二导向缺口112,第一导向缺口111的开口端以及第二导向缺口112的开口端均朝上,提升插接杆部件上下料盘的稳定性。沿转动圆盘的转动方向,插接杆部件的运动轨迹上依次环绕设置有第一进料位、第二进料位,第二进料位位于第一进料位一侧;当插接杆部件位于第一进料位,插接杆部件与第一导向缺口111插接;当插接杆部件位于第二进料位,插接杆部件与第二导向缺口112插接。
58.插接杆部件设置有若干组,若干组插接杆部件包括第一挂杆组以及第二挂杆组;第一挂杆组与第一料盘或第二料盘插接;第二挂杆组与第二料盘插接。沿转动圆盘所在平面的投影,第一挂杆组到转动圆盘中心处的距离、与第二挂杆组到转动圆盘中心处的距离相等。
59.当兼容式料盘输送结构输送大尺寸的第一料盘时,可对一组第一料盘进行输送;当当兼容式料盘输送结构输送小尺寸的第二料盘时,可对两组第二料盘进行输送。结构设计紧凑,充分利用转动圆盘的占用空间,结构实用性强。
60.进一步的,第一挂杆组包括第一空盘挂杆221a以及第一满盘挂杆221b;第一空盘挂杆221a用于放置空料的第一料盘或第二料盘,第一满盘挂杆221b用于放置满料的第一料盘或第二料盘。第二挂杆组包括第二空盘挂杆221c以及第二满盘挂杆221d;第二空盘挂杆221c用于放置空料的第二料盘,第二满盘挂杆221d用于放置满料的第二料盘。
61.其中,第一空盘挂杆221a以及第二空盘挂杆221c所在平面,与第一满盘挂杆221b以及第二满盘挂杆221d所在平面相互平行;且第一空盘挂杆221a到第二空盘挂杆221c的距离,与第一满盘挂杆221b到第二满盘挂杆221d的距离相等。此结构使得两组第一料盘可连续上料,提升了设备的生产效率,减少两个料盘组的上下料更换时间。
62.此外,本实施例中的输送第一料盘的第一进料位以及输送第一料盘为第一出料位置为同一个位置;输送第二料盘的第二进料位以及输送第一料盘为第二出料位置为同一个位置;可通过同一个料盘箱11放置空料盘以及满料盘,提升结构使用的紧凑性以及实用性。
63.对本实施例中的第一定位组件以及第二定位组件结构进行详细阐述:
64.本实施例中的转动圆盘223周侧设置有定位凹槽2232a,定位凹槽2232a设置有若干组,若干定位凹槽2232a环绕转动圆盘223周边设置;若干组定位凹槽2232a分别对应多个工作位,尤其是多个工作位中的料盘上料位、料盘收卷位、料盘贴标位以及料盘下料位。中转机构2还包括第一定位组件24,第一定位组件24与第一基座21上的第一连接座212连接,第一定位组件24用于限定转动圆盘223的转动位置。本实施例中的第一定位组件24包括第一定位块241以及第一定位驱动件242,第一定位驱动件242与第一基座21固定连接,且第一定位块241与第一定位驱动件242连接;第一定位驱动件242驱动第一定位块241相对转动圆盘223运动,第一定位块241与定位凹槽2232a插接,从而限定转动圆盘223的位置。
65.本实施例中的第一定位驱动件242为第一定位气缸2422与第一滑轨2421配合,从而对第一定位块241进行驱动。当转动圆盘223运动到工作位时,第一定位驱动件242驱动第一定位块241往靠近转动圆盘223运动,直至第一定位块241与转动圆盘223上的定位凹槽2232a插接;从而提升转动圆盘223输送料盘的稳定性,保证设备中转机构整体的精准上下料,结构实用性强。当转动圆盘223需要转动输送料盘时,第一定位驱动件242驱动第一定位块241远离转动圆盘223。结构设计精简,提升了转动圆盘223在输送料盘过程中的稳定性。
66.中转机构2还包括第二定位组件25,第二定位组件25与定位凹槽2232a活动连接;当插接杆部件221位于第一进料位,第一定位组件24与定位凹槽插接;当插接杆部件221位于第二进料位,第二定位组件25与定位凹槽2232a插接。设置有两组定位组件对两组插接杆部件的进料位分别限定,提升结构使用过程中的稳定性,且便于转动圆盘带动插接杆部件输送到多个工作位,进一步提升了结构的实用性。本实施例中的第二定位组件25包括第二定位块251以及第二定位驱动件252,第二定位驱动件252与第一基座21固定连接,且第二定位块251与第二定位驱动件252连接;第二定位驱动件252驱动第二定位块251相对转动圆盘223运动,第二定位块251与定位凹槽2232a插接,从而限定转动圆盘223的位置。
67.本实施例中的第二定位驱动件252为第二定位气缸2522与第二滑轨2521配合,从而对第二定位块251进行驱动。优选的,本实施例中得两组第一空盘挂杆221a以及两组第一满盘挂杆221b等间距设置。提升兼容式料盘输送结构的实用性。本发明中设置有两组插接杆部件221,使得两组料盘可连续上料,提升了设备的生产效率,减少两个料盘组的上下料更换时间。
68.本实施例中,当中转机构2输送料盘到料盘收卷位以及料盘贴标位,第一定位组件24、第二定位组件25中可对应设置其中一组进行定位,也可两组定位组件同时对转动圆盘进行定位。结构可领过实用,第一定位组件24长边所在直线与第二定位组件25长边所在直线之间的夹角为22.5
°
的倍数。
69.对本实施例中的转动圆盘223结构进行阐述:
70.本实施例中的转动圆盘223周侧设置有定位凹槽2232a,定位凹槽2232a设置有若干组,若干定位凹槽2232a环绕转动圆盘223周边设置;若干组定位凹槽2232a分别对应多个工作位,尤其是多个工作位中的料盘上料位、料盘收卷位、料盘贴标位以及料盘下料位。
71.结合图4、图5以及图6,对本实施例中的转动装置22结构进行详细阐述:
72.本实施例中的转动圆盘223包括第一连接板2231以及第一连接块2232;转动圆盘223包括第一连接板2231以及第一连接块2232;第一连接板2231与第一基座21转动连接,定位凹槽2232a设置在第一连接块2232上,且第一连接块2232与第一连接板2231可拆卸连接。本实施例中的第一连接块2232与第一连接板2231通过螺栓可拆卸连接,转动圆盘223与第一连接块2232之间可拆卸更换,提升了结构的实用性,便于使用者对磨损的第一连接块2232进行更换修理,结构实用性强。进一步的,第一连接板2231对应第一连接块2232的位置设置有第一嵌槽2231a,第一连接块2232远离定位凹槽2232a一端收容在第一嵌槽2231a内,提升了第一连接板2231与第一连接块2232连接的稳定性。
73.本实施例中与第一定位块241进行插接的定位凹槽2232a截面为三角形结构,且定位凹槽2232a远离转动圆盘223中心一端的截面宽度逐渐增大。本实施例中的第一定位块241与定位凹槽2232a的结构适配,第一定位块241靠近定位凹槽2232a一端截面宽度逐渐减
小;锥形结构的第一定位块241与定位凹槽2232a槽插接,结构更契合、稳定,不易晃动。
74.本实施例中,第一驱动组件222包括第一转动电机以及第一传动带,第一转动电机通过第一传动带与转动圆盘223传动连接。此外,本实施例中的转动装置22还包括微型光电传感器,微型光电传感器设置在第一基座21上,用于检测转动圆盘223中心轴的转速;提升转动装置22输送料盘过程中的精准性。
75.对本实施例中得第一推动组件23结构进行阐述:
76.本实施例中的第一推动组件23设置在转动圆盘223侧边,第一推动组件23沿插接杆部件221的长边方向推动料盘;从而使得料盘在中转机构2可进行上下料。此外,本发明中的第一推动组件23设置有若干组,优选本实施例中对应料盘卷料结构b中的料盘收卷机构9以及兼容式料盘贴标结构c中的第四运输平台4的位置分别设置有一组第一推动组件23。
77.以其中一组第一推动组件的结构进行阐述:
78.本实施例中的第一推动组件23包括第一推板231、以及第一x轴组232;其中第一推板231用于与料盘侧边抵接;第一x轴组232设置在转动圆盘223侧边,第一推板231与第一x轴组232连接,第一x轴组232长边所在直线与插接杆部件221长边所在直线平行,第一x轴组232驱动第一推板231沿x轴方向运动。
79.本实施例的转动圆盘223与第一连接座212之间设置有避让间隙;当第一推板231位于初始位,第一推板231位于转动圆盘223以及第一连接座212之间的避让间隙内;结构设计紧凑,转动装置22在输送插接杆部件221的过程中,第一推板231收容在避让间隙内,节省了第一推动组件23应用在设备中的空间。转动圆盘223转动到对应的下料位置时,第一推板231沿第一x轴组232运动,从而推动料盘沿插接杆部件221滑动下料。进一步的,本实施例中的转动圆盘223周侧设置有第一凸部2231b;第一凸部2231b连接插接杆部件221。第一推板231上设置有与第一凸部2231b对应的第一避让孔2231a;在第一推板231推动插接杆部件221时,第一避让孔2231a活动套设在第一凸部2231b以及插接杆部件221周边,提升了第一推板231推动料盘结构稳定性。
80.如下为本实用第一推动组件23的第二种实施方式;
81.本实施例中的第一推动组件23还包括第一竖轴组;其中第一竖轴组与第一x轴组232一端连接,第一x轴组232长边所在直线与第一竖轴组长边所在直线垂直,第一竖轴组驱动第一x轴组232带动第一推板231相对插接杆部件221运动。优选的,本实施例中的第二竖轴所在直线与第一x轴组232所在直线垂直,第二竖轴驱动第一x轴组232带动第一推板231靠近或远离插接杆部件221,避免第一推板231干扰转动装置22的转动输送料盘。
82.本实施例中的第二竖轴所在长边所在直线与第一z轴组211长边所在平行。但本实施例中的第二竖轴不仅限于此实施例中的布局方式。此外,本实施例中的第一推动组件23中的第二竖轴可沿z轴方向上下输送第一推板231,也了增设有y轴方向的输送轴组与第二竖轴连接,从而提升第一推板231的运动范围。本实施例中的第一推动组件23也可优先采取与第一基座21上下滑动连接。
83.对本实施例中的第一基座21结构进行详细阐述:
84.本实施例中,第一基座21包括第一连接座212以及第一z轴组211;其中第一连接座212与转动装置22连接;第一z轴组211与第一连接座212连接,第一z轴组211驱动第一连接座212沿竖直方向上下运动,从而使得第一连接座212带动插接杆部件221可上下滑动,提升
了中转机构的取料范围。
85.第一连接座212包括第一固定板2121、电机固定板2122二次定位固定板2123以及;其中第一固定板2121一侧与第一z轴组211连接,第一固定板2121另一侧与转动圆盘223转动连接;第一转动电机通过电机固定板2122与第一固定板2121连接,本实施例中的电极固定板上设置有第一条形孔2122a,第一条形孔2122a与第一固定板2121可调节连接,从而使得电机与转动转盘中心轴的间距可调节,可适配不同尺寸的第一驱动组件222,提升了第一连接座212结构的实用性。
86.本实施例中的二次定位固定板2123与第一定位组件24以及第二定位组件25连接;第一固定板2121上还设置有若干用于连接二次定位固定板2123的第一安装孔,若干第一安装孔环绕设置在第一固定板2121周边,提升了第一定位组件24以及第二定位组件25安装的适配性,提升插接杆部件221在上下料过程中的稳定。进一步的,第一定位组件24长边所在直线与第二定位组件25长边所在直线之间的夹角为22.5
°
倍数;本实施中优选采用22.5
°
夹角。
87.如下为本发明第一基座21的第二种实施方式:
88.第一基座21还包括第一y轴组,第一y轴组与第一z轴组211连接,第一y轴组长边所在直线与第一z轴组211长边所在直线以及插接杆部件221所在直线相互垂直。此结构使得在上述只设置第一x轴组232的第一基座21基础上,增设第一y轴组,提升了转动装置22的输送范围。
89.本优选实施例的兼容式料盘输送结构a输送第一料盘的工作原理:
90.一、中转机构2从料盘组输送机构1上料料盘。
91.将料盘箱11中的间隔套杆113拆除,保证料盘箱11内设置有第一收纳腔。
92.转动装置22在第一z轴组211的驱动下位于料盘组输送机构1一侧,此时两组插接杆部件中的第一空盘挂杆位第一进料位;其次沿第一输送平台12推动料盘箱11,使得料盘箱12内的第一料盘与转动装置22的插接杆部件221插接。
93.此时,对准后的转动圆盘223通过第一定位组件24中的第一定位驱动件242驱动第一定位块241与定位凹槽2232a插接,从而限定转动圆盘223的位置。本实施例中通过首先第一定位块241的插接转动圆盘223的定位凹槽2232a,避免转动电机长期驱动转动圆盘223导致的转动误差,进一步提升转动圆盘223转动的精准性,以及结构使用的稳定性。
94.二、在各加工机构之间输送第一料盘。
95.首先,第一基座21上的第一z轴组211驱动转动装置22中的转动圆盘223带动插接杆部件221向上滑动,往兼容式料盘贴标结构c以及料盘卷料结构b进行大方向输送。其次,通过第一驱动组件222中的第一转动电机驱动转动圆盘223转动,使得插接杆部件221与加工机构(本发明中优选设置为兼容式料盘贴标结构c以及料盘卷料结构b)的出料位/上料位进行对准。对准后的转动圆盘223通过第一定位组件24中的第一定位块241与定位凹槽2232a插接,从而限定转动圆盘223的位置;或者第二定位组件25与定位凹槽2232a插接。从而提升转动圆盘223转动的精准性,以及结构使用的稳定性。
96.三、转动圆盘223固定后,第一推动组件23推动插接杆部件221上的料盘下料。转动圆盘223固定后,沿第一x轴组232延伸方向上的投影,转动圆盘223上的第一凸部2231b收容在第一推板231上的第一避让孔2231a;此时第一x轴组232驱动第一推板231往靠近插接杆
部件221方向输送;从而使得第一x轴组232驱动第一推板231沿x轴推动料盘下料。
97.四、中转机构2下料满料盘。
98.在加工机构(本发明中优选设置为兼容式料盘贴标结构c以及料盘卷料结构b)完后料盘的贴标作业以及收卷作业后,将满料的料盘推送到插接杆部件221的第一满盘挂杆221b上。
99.其次,转动装置22在转动圆盘223带动插接杆部件221中的第一满盘挂杆221b转动到第一下料位置;第一驱动组件222中的第一转动电机驱动转动圆盘223转动,使得插接杆部件221的第一满盘挂杆运动到下料位,使得第一满盘挂杆可下降输送到与料盘箱11内。
100.然后,第一z轴组211的驱动转动装置22下降,使得转动圆盘223位于料盘组输送机构1一侧;插接杆部件221带动料盘移动到料盘箱11内。沿x轴方向从第一输送平台12上抽出料盘箱11,使得料盘箱11内的料盘与转动装置22的插接杆部件221的第一满盘挂杆221b分离,则中转机构2完成下料。
101.这样即完成了本优选实施例的兼容式料盘输送结构a输送第一料盘的工作过程。
102.本优选实施例的兼容式料盘输送结构a输送第二料盘的工作原理:
103.一、中转机构2从料盘组输送机构1上料料盘。
104.将料盘箱11中装配间隔套杆113,从而将料盘箱11内的第一收纳腔拆分成两个第二收纳腔;然后将两个空的第二料盘组分别放入两个第二收纳腔内。
105.转动装置22在第一z轴组211的驱动下位于料盘组输送机构1一侧,此时两组插接杆部件中的第一空盘挂杆221a以及第二空盘挂杆221c均位于第一进料位;其次沿第一输送平台12推动料盘箱11,使得料盘箱12内的两组第一料盘分别与插接杆部件221中的第一空盘挂杆221a以及第二空盘挂杆221c均插接。此时,对准后的转动圆盘223通过第二定位组件25中的第二定位驱动件252驱动第二定位块251与定位凹槽2232a插接,从而限定转动圆盘223的位置;避免转动电机长期驱动转动圆盘223导致的转动误差,进一步提升转动圆盘223转动的精准性,以及结构使用的稳定性。
106.二、在各加工机构之间输送第二料盘。
107.首先,第一基座21上的第一z轴组211驱动转动装置22中的转动圆盘223带动插接杆部件221向上滑动,往兼容式料盘贴标结构c以及料盘卷料结构b进行大方向输送。
108.其次,通过第一驱动组件222中的第一转动电机驱动转动圆盘223转动,使得插接杆部件221与加工机构(本发明中优选设置为兼容式料盘贴标结构c以及料盘卷料结构b)的出料位/上料位进行对准。对准后的转动圆盘223通过第一定位组件24中的第一定位块241与定位凹槽2232a插接,从而限定转动圆盘223的位置;或者第二定位组件25与定位凹槽2232a插接。从而提升转动圆盘223转动的精准性,以及结构使用的稳定性。
109.三、转动圆盘223固定后,第一推动组件23推动插接杆部件221上的料盘下料。
110.转动圆盘223固定后,沿第一x轴组232延伸方向上的投影,转动圆盘223上的第一凸部2231b收容在第一推板231上的第一避让孔2231a;此时第一x轴组232驱动第一推板231往靠近插接杆部件221方向输送;从而使得第一x轴组232驱动第一推板231沿x轴推动料盘下料。
111.四、中转机构2下料满料盘。
112.在加工机构(本发明中优选设置为兼容式料盘贴标结构c以及料盘卷料结构b)完
后料盘的贴标作业以及收卷作业后,将满料的料盘推送到插接杆部件221的第一满盘挂杆221b以及第二满盘挂杆221d上。
113.其次,转动装置22在转动圆盘223带动插接杆部件221转动到第一下料位置;第一驱动组件222中的第一转动电机驱动转动圆盘223转动,使得插接杆部件221的第一满盘挂杆221b以及第二满盘挂杆221d与第二导向缺口对饮,便于第一满盘挂杆221b以及第二满盘挂杆221d下降输送到与料盘箱11内。
114.然后,第一z轴组211的驱动转动装置22下降,使得转动圆盘223位于料盘组输送机构1一侧;插接杆部件221中的第一满盘挂杆221b以及第二满盘挂杆221d带动两组满料的第二料盘移动到料盘箱11内。然后沿x轴方向从第一输送平台12上抽出料盘箱11,使得料盘箱11内的料盘与转动装置22的插接杆部件221的第一满盘挂杆221b以及第二满盘挂杆221d分离,则中转机构2完成下料。
115.这样即完成了本优选实施例的兼容式料盘输送结构a输送第二料盘的工作过程。
116.结合图8-图21,对本发明中的兼容式料盘贴标结构c进行阐述:
117.兼容式料盘贴标结构c包括第四输送平台4、标签输送单元3、抽检单元6、调度装置5、第六x轴组65以及翻转机构52;其中第四输送平台4用于输送料盘,第四输送平台4包括用于夹持料盘的第四夹盘组件41;标签输送单元3设置在第四输送平台4一侧下方,用于输送标签料;抽检单元6设置在第四输送平台4以及标签输送单元3上方,用于收集料盘;调度装置5设置在第四输送平台4、标签输送单元3以及抽检单元6之间,调度装置5用于将标签料上料到第四夹盘组件41以及将贴标后的料盘输送到抽检单元6。
118.翻转机构52设置在第四输送平台4以及调度装置5之间,翻转机构52用于翻转料盘,保证料盘13的贴标区域对准调度装置5。第六x轴组65设置在调度装置5一侧,第六x轴组65与调度装置5连接,第六x轴组65驱动调度装置5沿x轴方向运动,从而调节调度装置5到标签料输送机构3、第四输送平台4以及抽检机构6的位置,便于对不同尺寸的料盘进行作业。
119.其中,调度装置5包括第四基座51、第四旋转轴59、第四转动驱动件53、料盘机械手54以及贴标机械手55;其中第四基座51与第六x轴组65连接。第四旋转轴59一端与第四基座51转动连接;第四转动驱动件53设置在第四基座51上,且第四转动驱动件53与第四旋转轴59连接,第四转动驱动件53用于驱动第四旋转轴59转动。料盘机械手54与第四旋转轴59一侧连接,料盘机械手54将料盘从第四夹盘组件41输送到抽检单元6;贴标机械手55与第四旋转轴59另一侧连接,贴标机械手55将标签料从标签输送单元3输送到抽检单元6。本实施例中的兼容式收料机用料盘抽检机构通过设置有第六x轴组65沿x轴方向输送调度装置5,满足不同料盘的抽检过程中的输送,提升结构的实用性。
120.对本实施例中的兼容式料盘贴标结构c进行详细阐述:
121.沿第四旋转轴59的转动方向上,料盘机械手54的运动轨迹上包括料盘抽检上料位以及料盘抽检下料位,贴标机械手55的运动轨迹上包括标签上料位以及标签下料位;其中,当料盘机械手54位于料盘抽检上料位时,贴标机械手55位于标签上料位;当料盘机械手54位于料盘抽检下料位时,贴标机械手55位于标签下料位。调度装置5可同时输送料盘机械手54以及贴标机械手55进行作业,提升结构的紧凑性,省时省力。
122.进一步的,沿第四基座51所在平面的投影,料盘抽检上料位与标签下料位重叠,料盘机械手54所在平面与标签机械手所在平面垂直。本实施例中的优选将机械手的转动角度
设定为九十度,便于料盘的上下料,以及标签料的取料。
123.对本实施例中的抽检单元6进行详细阐述:
124.抽检单元6包括抽检出料盒61、第四推盘件62以及第四推盘气缸63,抽检出料盒61用于放置待抽检的料盘;第四推盘件62设置在抽检出料盒61侧边,当料盘机械手54位于料盘抽检下料位时,料盘机械手54位于第四推盘件62以及抽检出料盒61之间;第四推盘件62与第四推盘气缸63连接,第四推盘气缸63驱动第四推盘件62往靠近抽检出料盒61方向推动料盘。提升了集成式贴标机的抽检料盘的输送行程,结构实用性强。
125.对本实施例中的第六x轴组65结构进行详细阐述:
126.本实施例中的第六x轴组65包括第六x轴滑轨651、第六滑板652以及第六滑动驱动件;其中第六x轴滑轨651设置在第六基座51一侧;第六滑板652滑动设置在第六x轴滑轨651上,且第四基座51与第六滑板652连接;第六滑动驱动件与设备中的第二支撑立板连接,且第六滑动驱动件与第六滑板652连接,第六滑动驱动件驱动第六滑板652相对第六输送平台运动;提升了料盘机械手54夹取料盘的输送行程,提升了结构使用的稳定性。
127.进一步的,本实施例中的抽检出料盒61位于第四输送平台上方,第四顶板542在运动轨迹上包括位于抽检出料盒61侧边的下料位,第四基座51上还设置有第四推盘件62以及第四推盘气缸54,第四推盘件62通过第四推盘气缸54与第四基座51连接,第四推盘气缸54驱动第四推盘件62的运动方向,平行于位于下料位第四顶板542所在平面。第四推盘气缸54驱动第四推盘件62将第四顶料板上的料盘水平推送到抽检出料盒61位,提升料盘下料的稳定性。且对应不同尺寸的料盘,第四顶板542与第四插接杆541的位置可调节;从而避免料盘在推送过程中易掉落。
128.结合图8-图14,对本实施例中的第四转动驱动件53结构进行详细阐述:
129.本实施例中,第四转动驱动件53包括导向联杆531、鱼眼接头532以及第四转轴气缸533;导向联杆531一端与第四旋转轴59靠近第四基座51一端连接,导向联杆531所在直线与第四基座51所在平面平行;鱼眼接头532与导向联杆531另一端转动连接;第四转轴气缸533设置在第四基座51上,且第四转轴气缸533与鱼眼接头532转动,第四转轴气缸533驱动鱼眼接头532与导向联杆531转动。本实施例中优选采用第四转轴气缸533的推动行程,从而控制第四旋转轴59的转动,提升了调度装置的精准性;鱼眼接头532直线驱动转动,结构转动更精准,避免了旋转电机长期循环转动易产生偏转误差的问题,结构实用性强。进一步的,第四基座51上设置有第四调整块534,导向联杆531与第四调整块534接触,从而限定第四旋转轴541的转动范围,提升了调度装置5在转动过程中的稳定性。
130.对本实施例中的贴标机械手55结构进行阐述:
131.贴标机械手55包括吸盘551、吸气部件552以及第四吸盘气缸553;其中吸盘551包括第四固定部5511以及第四延伸部5512,第四延伸部5512与第四固定部5511一端连接,第四固定部5511设置有吸气孔;吸气部件552与第四固定部5511顶端连接,且吸气部件552与吸气孔连通;第四吸盘气缸553第四吸盘气缸553通过第四连接板554与第四旋转轴59连接,第四吸盘气缸553与第四延伸部5512连接;第四吸盘气缸553驱动吸盘551沿轴向运动,吸盘551的运动方向所在直线与贴标机械手55转动平面相互平行。
132.第四吸盘气缸553驱动吸盘551沿轴向运动,吸盘551的运动方向所在直线与贴标机械手55转动平面相互平行;第四吸盘气缸553用于调节吸盘551与标签输送单元3、以及调
节吸盘551与第四夹盘组件41之间的距离;使得吸盘551绕调度装置转动的半径可调,提升了贴标机械手55的运动范围,结构实用性强。进一步的,本实施中的调度装置5设置在对应的标签输送单元3上方;第四延伸部5512设置有第四延伸孔5512a,第四吸盘气缸553输出端与第四延伸孔5512a可调节连接,使得吸盘551与吸附标签以及粘贴标签的位置可微调,提升了结构的实用性。
133.对本实施中的料盘机械手54结构进行详细阐述:
134.本发明中,料盘机械手54包括第四插接杆541、第四顶板542以及第四顶板气缸543;第四插接杆541用于插接料盘,第四插接杆541一端与第四旋转轴59侧壁连接;第四顶板542位于第四插接杆541侧边,第四插接杆541所在直线与第四顶板542所在平面垂直;第四顶板气缸543通过第四调节板与转动组件连接,第四顶板气缸543与第四顶板542连接,第四顶板气缸543驱动第四顶板542沿第四插接杆541长边所在直线滑动。
135.第四顶板542上设置有第四插接孔5421,第四顶板542通过第四插接孔5421套设在第四插接杆541上,提升第四顶板542推送料盘的稳定性。第四顶板气缸543通过第四调节板与转动组件连接,第四顶板气缸543与第四顶板542连接,第四顶板气缸543驱动第四顶板542沿第四插接杆541长边所在直线滑动。第四顶板542套设第四插接杆541上,提升了推板推动料盘的稳定性。
136.第四顶板542上为长条形结构,第四插接孔5421设置有若干组,若干第四插接孔5421沿第四顶板542的长边所在直线排列。进一步的,第四顶板542的位置可调节,输送小型号的料盘时优选采用中间的第四插接孔5421与第四插接杆541套接;输送大型号料盘时,优选采用侧边的第四插接孔5421与第四插接杆541套接,便于料盘的出料。
137.进一步的,料盘机械手54还包括第四固定板544,第四顶板气缸543通过第四固定板544与转动组件连接,第四固定板544上设置有第四固定孔,第四固定孔为长条结构,且第四固定孔长边所在直线与第四插接杆541长边平行,第四顶板气缸543与第四固定孔可调节连接,从而可进一步设定第四顶板542位于初始状态的位置,提升结构的实用性。
138.此外,本实施例中的第四顶板542侧边还固定有反射型光纤545,反射型光纤545用于检测第四顶板542相对与料盘的位置。设置有反射型光纤545,便于检测料板距离推板的位置,从而判断料盘上下料是否完成。
139.结合图15-16,对本实施例中的第四输送平台4结构进行详细阐述:
140.本实施例中的第四输送平台4包括用于夹取料盘的第四夹盘组件41,第四夹盘组件41包括第四支撑座411、第四夹头412、第四推板418以及第四推料气缸419;其中第四支撑座411设置在料盘机械手54侧边,第四夹头412与第四支撑座411连接,第四夹头412用于插接料盘,第四推板418通过第四推料气缸419固定在第四支撑座411上,第四推料气缸419驱动第四推板418沿平行于第四夹头412的长边方向运动。第四夹盘组件41在使用过程中通过第四夹头412夹取料盘,其中第四夹头412上设置有对接第四插接杆541的插接槽。第四夹头412与第四插接杆541对接,然后第四推料气缸419驱动第四推板418往第四插接杆541上推动料盘。第四输送平台4还包括第四x轴组42以及第四y轴组43,第四x轴组42长边、与第四夹盘组件41滑动连接。第四x轴组42用于驱动第四夹盘组件41相对料盘机械手54运动。
141.本实施例中的第四x轴组42长边与第四夹头412长边所在直线平行。第四y轴组43长边所在直线与第四x轴组42的长边所在直线垂直,第四y轴组43与第四x轴组42连接,第四
y轴组43驱动第四x轴组42带动第四夹盘组件41沿y轴方向运动。设置第四y轴组43驱动第四夹盘组件41,提升第四输送平台4的实用性,便于在对应的料盘上料机构进行上下料输送。进一步提升了第四输送平台4的输送行程范围,进一步充实了机构的实用性。
142.本发明的兼容式料盘贴标结构c的贴标作业的工作原理:
143.一、第四输送平台4输送料盘进料。
144.首先第四夹盘组件41在第四y轴组43的驱动下移动到料盘的上料位置,然后对应的中转机构将料盘上料到第四夹盘组件41上的第四夹头412上;第四夹盘组件41上的第四夹头412弹性夹持固定料盘。其次,第四输送平台4中的第四y轴组43驱动第四x轴组42滑动,使得第四x轴组42带动第四夹盘组件41沿第四y轴组43往贴标机械手55方向滑动,直至第四夹盘组件41位置与贴标机械手55对应。然后,第四x轴组42带动第四夹盘组件41沿x轴方向滑动,使得第四夹盘组件41中的第四夹头412与对准挂杆进行插接,则料盘沿第四y轴方向上贴标的运动到位,提升了料盘贴标的精准性。
145.二、第四夹盘组件41校准料盘
146.首先,第四夹盘组件41中的第四驱动件413驱动第四夹头412带动料盘转动;第四检测光纤44检测到料盘上的定位通孔后,第四定位气缸417驱动第四定位件416插接到定位通孔内,然后第四驱动件413继续驱动第四夹头412带动料盘转动,直至第四定位件416与定位通孔的侧壁抵接,第四夹头412停止转动。通过第四检测光纤44检测第四夹头412带动转盘上的贴标区域转动到与贴标机械手55对准;配合第四定位件416插接在定位通孔内,限定料盘的转动位置,从而提升料盘贴标的稳定性以及贴标位置的精准性。其次,第四夹盘组件41上的第四顶料气缸415驱动第四顶料件414对料盘贴标区域远离贴标机械手55一侧进行抵接支撑,提升贴标机构使用过程中的稳定性。
147.然后,贴标机械手55作业。吸盘551通过调度装置5中的第四转动驱动件53驱动转动,转动到标签上料位时,第四吸盘气缸553驱动吸盘551伸缩,从而进行取标以及贴标。吸盘551从标签输送单元3转动朝向第四夹盘组件41一侧,直至吸盘551与料盘的贴标区域对应,此时贴标机械手55转动到标签下料位。贴标机械手55通过第四吸盘气缸553驱动吸盘551带动标签抵接料盘的贴标区域,从而完成料盘贴标作业。
148.三、第四输送平台4输送贴标后的料盘进行下料。
149.贴标后的料盘通过第四输送平台4中的第四y轴组43以及第四x轴组42驱动第四夹盘组件41带动料盘运动,直至第四夹盘组件41运动到下料位置;然后第四推料气缸419驱动第四推板418沿x轴运动。第四推料气缸419驱动第四推板418抵接料盘,将料盘推出第四夹头412;料盘贴标下料作业完成,贴标机构复位。这样即完成了本优选实施例的收料机用贴标机构的贴标作业过程。
150.本发明的兼容式料盘贴标结构c的抽检输送的工作原理:
151.一、第四输送平台4输送料盘进料。
152.首先第四夹盘组件41在第四y轴的驱动下移动到料盘的上料位置,然后对应的中转机构将料盘上料到第四夹盘组件41上的第四夹头412上;第四夹盘组件41上的第四夹头412弹性夹持固定料盘。其次,第四输送平台4中的第四y轴组43驱动第四x轴组42滑动,使得第四x轴组42带动第四夹盘组件41沿第四y轴组43往贴标机械手55方向滑动,直至第四夹盘组件41位置与料盘机械手54上的第四插接杆541对应,此时第四插接杆541位于上料位。然
后,第四x轴组42带动第四夹盘组件41沿x轴方向滑动,使得第四夹盘组件41中的第四夹头412与第四插接杆541进行插接,则料盘沿第四y轴方向上贴标的运动到位,提升了料盘贴标的精准性。最后,第四夹盘组件41上的第四推料气缸419驱动第四推板418往第四插接杆541上推动料盘;将料盘上料到料盘机械手54的插接组件后,第四输送平台4归位。
153.二、料盘机械手54输送料盘
154.首先,第四插接杆541在调度装置驱动下转动,当料盘机械手54运动到料盘抽检下料位,第四插接杆541运动到抽检出料盒61一侧;料盘机械手54中的第四顶板气缸543驱动第四顶板542沿第四插接杆541长边向上运动,使得顶板推动料盘定在第四插接杆541上方。然后第四推盘气缸63驱动第四推盘件62的运动,将第四顶板542上的料盘推动到抽检出料盒61内。最后,抽检的料盘在抽检出料盒61待抽检,料盘机械手54复位。
155.这样即完成了本优选实施例的兼容式料盘贴标结构c的抽检作业过程。
156.优选的,本实施例中的贴标机械手55进行下一轮贴标作业时,料盘机械手54可将贴标后的料盘同步输送到抽检单元6,结构紧凑,实用性强,不仅减少了设备结构布局占用空间,而且使得料盘在生产过程中可抽检,提升了料盘在抽检过程中的出料效率。
157.对本实施例中的翻转机构52结构进行详细阐述:
158.翻转机构52设置在第四输送平台4一侧,用于将料盘进行翻转;调度装置5设置在翻转机构52一侧,用于将翻转后的料盘下料。其中,第四输送平台4包括第四夹盘组件41以及第四x轴组42,第四夹盘组件41以及第五机械手53相对设置在翻转机构52两侧,第四夹盘组件41用于夹持料盘,第四x轴组42长边、与第四夹盘组件41以及第五机械手53所在直线平行,第四x轴组42驱动第四夹盘组件41将料盘上料到翻转机构52。
159.本实施例中的翻转机构52包括第五接料盒521、第五连接座522以及第五转动电机523;其中第五接料盒521用于盛放料盘,第五接料盒521顶端设置有开口;第五接料盒521底端与第五连接座522转动连接;第五转动电机523固定在第五连接座522上,且第五转动电机523与第五接料盒521通过第五传动带传动连接,第五转动电机523驱动第五接料盒521转动,从而翻转料盘。
160.其中,接料盒521内部两侧均设置有第五定位件5211,两侧第五定位件5211之间形成用于限定料盘位置的第五开口;接料盒521侧壁至少对应其中一侧第五定位件5211的位置设置有第五调节孔5215,至少一侧第五定位件5211与第五调节孔5215可调节连接,从而调节第五开口的大小。接料盒上有第五调节孔5215,可调节第五定位件5211的位置,从而可限定不同尺寸的料盘的位置,提升接料盒521机构的实用性。
161.对本实施例中的接料盒521结构进行详细阐述:
162.对应本实施例中的兼容式料盘翻转机构,为提升其适用性,在接料盒521侧壁对应料盘的中心处设置有避让通孔5216,接料盒521两侧均设置有第五调节孔5215;两侧第五调节孔5215均以避让通孔5216为圆心呈环形阵列分布。接料盒521侧壁设置有避让通孔5216,满足插接上下料料盘的结构需求,使得料盘翻转结构既可以适用于夹取手抓取上下料盘,也可以通过插接夹头插接上下料盘。优选的本实施例中的接料盒上设置有避让通孔5216,避让通孔5216避让夹头,便于夹头夹取料盘。
163.本实施例中的接料盒521包括第五定位件5211、第一接料板5212以及第二接料板5214,第一接料板5212以及第二接料板5214相对设置在第五定位件5211两端,第二接料板
5214顶端设置有接料导向板5214a,接料导向板5214a远离第二接料板5214一端与第一接料板5212之间的距离逐渐增大。接料盒521顶端设置有接料导向板5214a,便于料盘导向放置在接料盒521内,提升结构的实用性。此外,第一接料板5212顶端可拆卸连接有加高挡板5213。接料盒上可拆卸连接有加高挡边,提升接料盒夹持料盘的稳定性。
164.结合图17-图21,对本实施例中的兼容式料盘翻转机构进行阐述:
165.本实施例中的兼容式料盘翻转机构还包括第五基座以及第五z轴组524;其中第五基座设置在接料盒521一侧,用于支撑兼容式料盘翻转机构的部件。第五z轴组524竖直设置在第五基座上,第五z轴组524与第五连接座522滑动连接,第五z轴组524驱动第五连接座522沿竖直方向滑动。本发明通过设置有z轴方向上的轴组输送第五连接座522带动接料盒521滑动,提升翻转机构的输送料盘的范围,提升了机构的实用性。
166.进一步的,第五基座与第五z轴组524之间还连接有第五x轴组526,第五x轴组526长边所在直线与第五z轴组524长边在直线相互垂直,第五x轴组526驱动第五z轴组524沿第五x轴组526长边所在直线滑动。设置有x轴方向的输送组件,可沿横向相对调整料盘翻转机构与输送平台之间的距离,进一步提升结构的实用性,便于输送不同型号尺寸的料盘。
167.优选的本实施例中的第五x轴组526以及第五z轴组524均为滑轨与气缸的组合,也可采用电机驱动等传动结构。如下以第五x轴组526结构进行阐述:第五x轴组526包括第五x轴滑轨5281以及第五x轴气缸5282;第五x轴滑轨5281设置在第五基座上,且与第五z轴组524滑动连接,第五x轴滑轨5281长边所在直线与第五z轴组524长边在直线相互垂直;第五x轴气缸5282固定在第五基座上,且第五x轴气缸5282与第五z轴组524连接,第五x轴组526气缸驱动第五z轴组524沿第五x轴滑轨5281,提升了兼容性翻转机构在输送过程中的稳定性。
168.本发明中,第五基座上设置有优力胶柱527,优力胶柱527设置在第五x轴组526端部,优力胶柱527用于限定第五z轴组524的位置。优选的,本实施例中的优力胶柱527设置有两组,且两组优力胶柱527相对设置在第五x轴组526长边两端,用于限定翻转机构在x轴方向输送的位置。
169.进一步的,力胶柱通过第五限位板528与第五基座连接,第五限位板528上设置第五腰型孔,第五腰型孔长边所在直线与第五x轴组526长边所在直线平行,第五限位板528通过第五腰型孔配合螺钉与第五基座可调节连接。有沿x轴向的第五腰型孔,从而使得优力胶柱527的位置可调节,便于设定接料盒521沿x轴方向运动的范围,使得结构适配性强。
170.进一步的,翻转机构52还包括第五z轴组524,第五z轴组524竖直设置在第四输送平台4以及第五机械手53之间;第五z轴驱动第五连接座522沿竖直方向运动,提升了翻转机构52结构的实用性,使得结构便于应用布局在设备上。
171.进一步的,翻转机构52还包括第五x轴组526,第五x轴组526与第五z轴组524连接,从而驱动第五z轴组524带动第五连接座522沿x轴方向运动,提升了翻转机构52结构的实用性,使得结构便于应用布局在设备上。此外,第五连接座522上还设置有第五接近传感器525,第五接近传感器525用于检测料盘相对于第五接料盒521的位置;提升翻转机构52取料的精准性。第四夹盘组件41上设置有第五检测光纤,第五检测光纤用于检测夹持在第四夹盘组件41上的方向。当第四夹盘组件41上的第五检测光纤通过光纤反射检测出料盘的贴标面的距离小于设定范围,便可检测出料盘的贴标面反方向放置,需要将料盘进行翻转。本实施例中的第五接料盒521两侧均设置有避让第四夹头412的避让通槽;便于第四夹盘组件41
进行上下料盘操作,结构实用性强。
172.本实施例中的接料盒521内部两侧均设置有第五定位件5211,两侧第五定位件5211之间形成用于限定料盘位置的第五开口;接料盒521侧壁的设置有第五调节孔5215。可调节第五定位件5211的位置,从而可限定不同尺寸的料盘的位置,提升接料盒521机构的实用性。
173.对本实施例中的收料机用翻转机构其他结构进行阐述:
174.第四输送平台4底端设置有废料回收盒54,且废料回收盒54位于第五接料盒521靠近第四输送平台一侧;废料盒用于放置废弃的料盘,提升翻转机构的实用性。本实施例中的第四夹盘组件41包括第四推板418以及第四推料气缸419;其中第四推板418活动套设在第四夹头412周边,用于推动料盘下料;第四推料气缸419固定在第五支撑座411上,且;第四推料气缸419与第四推板418连接,第四推料气缸419驱动第四推板418沿平行于第四夹头412长边方向运动。
175.本发明的兼容性翻转机构的工作原理:
176.一、翻转料盘。
177.当第四输送平台4将料盘输送到翻转机构的位置,然后接料盒521沿第五x轴组526件方向输送,直至料盘至第五接料盒521上方。第五接近传感器525感应检测到料盘到位后,第五z轴组524驱动第五连接座522向上滑动,使得料盘收容在第五接料盒521内。然后接料盒521沿第五x轴组526件向远离第四输送平台4一端滑动,在料盘在第五接料盒521的限位作用下与第四夹盘组件41的第四夹头412分离。第五连接座522沿着第五z轴组524向下滑动,从而带动第五接料盒521及第五接料盒521盛放的料盘远离其他工作区域。然后通过第五转动电机523驱动第五接料盒521进行转动,第五转动电机523驱动第五接料盒521带动料盘转动180度后,从而完成料盘的翻转操作。然后,第五连接座522沿着第五z轴组524向上滑动,输送翻转后的料盘到第四夹盘组件41一端。第五接料盒521在第五x轴组526向靠近第四夹盘组件41一侧滑动,料盘在第五接料盒521的限位作用下与第四夹盘组件41上的第四夹头412进行插接。此外,本实施例中的料盘机械手53中的第四顶板气缸533驱动第四顶板532进一步推动料盘,使得翻转后的料盘与第四夹头412插接到位。
178.最后,完成翻转后的料盘下料后,翻转机构复位。
179.二、收集废料。
180.本实施例中的贴标机构还设置有废料回收盒54,本实施例中的,通过第四夹盘组件41上的第四推板418将料盘从第四夹头412上推出后,料盘自然掉落到废料盘进行收集。此外,本实施例中的废料回收盒54设置在第四夹盘组件41与翻转装置之间,尤其设置在第四夹盘组件41与第五接料盒521之间,使得第四夹板将料盘从第四夹头412上推出后,第五接料盒521的外侧壁可以对掉落的料盘进行阻挡限位,提升料盘掉落在废料回收盒54内的精准性。
181.这样即完成了本优选实施例的兼容式料盘翻转机构的使用过程。
182.结合图2,对本发明中的料盘卷料结构b进行详细阐述:
183.料盘卷料结构b包括料盘收卷机构9、卷带输送机构7以及尾胶料输送机构8,其中料盘收卷机构9包括第九基座以及用于夹持料盘并驱动料盘转动的第九夹盘组件,第九夹盘组件固定在第九基座上;料盘收卷机构9将料盘夹持并驱动料盘转动收卷。卷带输送机构
7设置在料盘收卷机构9一侧,用于将卷带上料到料盘收卷机构9;尾胶料输送机构8设置在卷带输送机构9以及料盘收卷机构7之间,尾胶料输送机构8用于将尾胶贴附在卷带上。优选的,本发明中的第七基座第八基座以及第九基座均为竖直设置在中转机构2一侧的支撑立板结构,设备的整体结构图中未示出。
184.综上,虽然本发明已以优选实施例揭露如上,但上述优选实施例并非用以限制本发明,本领域的普通技术人员,在不脱离本发明的精神和范围内,均可作各种更动与润饰,因此本发明的保护范围以权利要求界定的范围为准。