1.本实用新型涉及一种治具,特别是涉及一种能运用于不同物件的吸取固定的真空吸取治具。
背景技术:
2.目前的电子装置多由各种零组件所构成。在对零组件加工制造的过程中,常会需要借由治具让制程能顺利进行。然而,一般的治具通常只能运用于特定规格型号的零组件,在使用上局限性较大,且针对不同零组件更换对应的治具需耗费相当的时间来进行。
技术实现要素:
3.本实用新型的目的在于提供一种能解决前述问题的真空吸取治具。
4.本实用新型真空吸取治具在一些实施态样中,包含基座及多个真空吸嘴。基座内部形成多个连通真空负压源的气体通道。真空吸嘴沿轴向穿设于基座并能与气体通道连通而产生真空吸力,且真空吸嘴能在基座沿轴向活动而在至少两个位置暂时定位。
5.在一些实施态样中,真空吸嘴分别包括弹性部件,弹性部件能提供用于驱动真空吸嘴在不同位置之间活动的弹性力。
6.在一些实施态样中,真空吸嘴分别包括通气孔,当真空吸嘴在两个位置中的第一位置,通气孔连通气体通道,当真空吸嘴在两个位置中的第二位置,通气孔未连通气体通道。
7.在一些实施态样中,当真空吸嘴在第一位置,通气孔位于基座内,当真空吸嘴在第二位置,通气孔位于基座外。
8.在一些实施态样中,真空吸嘴凸出于基座外,且真空吸嘴在第一位置及第二位置的凸出长度相异。
9.在一些实施态样中,基座内部还形成多个连通气体通道并与气体通道交错的贯孔,贯孔分别具有大孔径段及多个分别轴向连通大孔径段的两侧的小孔径段;真空吸嘴分别包括设置于大孔径段且具有穿槽的套管,及可轴向活动地插设于套管的穿槽处的管柱,管柱能与气体通道连通并能在小孔径段内沿轴向活动而在至少两个位置暂时定位。
10.在一些实施态样中,基座包括多个分别套设于真空吸嘴的外表面并且嵌设于气体通道与贯孔的连接处的壁面的气密环,气密环封闭真空吸嘴与气体通道、贯孔的壁面之间的间隙。
11.在一些实施态样中,套管还具有从穿槽的内壁凸伸的定位凸销,管柱的外表面形成供定位凸销伸入滑移的导引沟槽,当管柱在至少两个位置的不同位置暂时定位时,定位凸销分别卡抵于导引沟槽的相异位置。
12.在一些实施态样中,真空吸嘴分别包括设置于套管的穿槽且套接于管柱的弹性部件,弹性部件能提供用于驱动管柱在不同位置之间活动的弹性力。
13.在一些实施态样中,气体通道的至少一部分在基座的表面形成用于连通真空负压
源的开口,基座包括用于封闭开口的塞盖。
14.本实用新型的有益效果在于:借由真空吸嘴在至少两个位置切换,能够让真空吸取治具运用于不同物件的吸取固定,以便于进行加工制程,而且真空吸嘴的位置切换快速便捷,利于减少整体加工时间。
附图说明
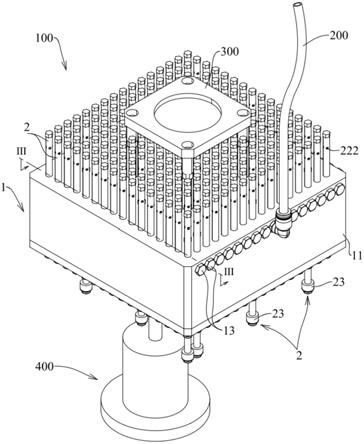
15.图1是一立体图,说明本实用新型真空吸取治具的一实施例配合一压顶部件使用的态样;
16.图2是对应于图1但视角不同的立体图;
17.图3是沿图1的iii-iii线的立体剖视图;
18.图4是一立体部分分解图,说明真空吸取治具的基座的实施态样;
19.图5是沿图4的v-v线的立体剖视图;
20.图6是沿图4的vi-vi线的立体剖视图;
21.图7是沿图4的vii-vii线的立体剖视图;
22.图8是一正视图,说明真空吸取治具的真空吸嘴的实施态样;
23.图9是一正视图,说明真空吸嘴的内部构造;
24.图10是类似于图9的视图,说明真空吸嘴不同于图9的作动后形态。
具体实施方式
25.下面结合附图及实施例对本实用新型进行详细说明。
26.参阅图1至图3,为本实用新型真空吸取治具100的一实施例。真空吸取治具100包含一基座1及多个穿设于基座1的真空吸嘴2,能与一或多个真空管路200连接而连通于真空负压源(图中未绘制),并能配合一连接部件300而连接于机器手臂(图中未绘制),以吸取、固持零组件(图中未绘制)进行加工制程。此外,真空吸取治具100能配合一压顶部件400使用,以变换真空吸取治具100的使用形态,此部分实施方式于后说明。
27.参阅图3至图7,基座1包括一主体11、多个气密环12及多个塞盖13。主体11例如可以是如图中的长方体形态但不以此为限,内部形成多个贯孔111及多个气体通道112。贯孔111连通于气体通道112且与气体通道112交错,在图中是以上下方向延伸且阵列并排的形态示例。贯孔111分别具有大孔径段113及多个分别轴向连通大孔径段113的两侧的小孔径段114,能供真空吸嘴2可轴向活动地穿设于内。气体通道112借由真空管路200连通于真空负压源,例如可以是如图5所示的交错连接为类似棋盘格的形态,并且在主体11的内部是连通于贯孔111的小孔径段114。此外,气体通道112的至少一部分在基座1的表面形成用于连通真空管路200或真空负压源的开口115,未使用的开口115可由塞盖13封闭,以维持气体通道112的气密性。气密环12例如为o形环(o-ring),分别套设于真空吸嘴2的外表面并嵌设于气体通道112及贯孔111的连接处的壁面,以封闭真空吸嘴2与气体通道112、贯孔111的壁面之间的间隙,有助于气密性的维持。
28.参阅图3、图8至图10,真空吸嘴2沿轴向穿设于基座1的贯孔111并能与气体通道112连通而产生真空吸力,且真空吸嘴2能在基座1沿轴向活动而在如图9、10所示的至少两个位置暂时定位。每一真空吸嘴2包括一套管21、一管柱22、一吸头23及一弹性部件24。套管
21固设于贯孔111的大孔径段113中,且具有一穿槽211及一从穿槽211的内壁凸伸的定位凸销212。管柱22可轴向活动地插设于套管21的穿槽211处,且形成一位于外表面以供定位凸销212伸入滑移的导引沟槽221及一通气孔222,导引沟槽221及通气孔222位于管柱22的不同侧,且通气孔222可连通于管柱22的内部中空空间。管柱22能借由通气孔222与气体通道112连通,并能在小孔径段114内沿轴向活动而在至少两个位置暂时定位。吸头23设置于管柱22的一端且例如为橡胶材质,并与管柱22的内部中空空间连通,以用于跟待吸取物件接触并从该处提供真空吸力。弹性部件24例如是压缩弹簧,设置于套管21的穿槽211中且套接于管柱22,能提供用于驱动管柱22沿轴向在不同位置活动的弹性力。
29.参阅图1至图3、图9、图10,以下说明借由真空吸取治具100吸附待吸取物件的实施方式。如图1及图2所示,本实施例中真空吸嘴2的管柱22是凸出于基座11外,并且可在如图10的第一位置及如图9的第二位置之间变换。当真空吸嘴2在第一位置时,通气孔222位于基座11内而连通气体通道112,如此管柱22的内部中空空间通过通气孔222连通于气体通道112而让管柱22连通于真空负压源,因此真空吸嘴2就能够提供真空吸力以吸附待吸取物件。当真空吸嘴2在第二位置时,通气孔222位于基座11外而未连通气体通道112,此时真空吸嘴2不具有真空吸力。
30.进一步来说,真空吸嘴2在第一位置及第二位置的凸出长度相异,具体来说在第一位置时,管柱22具有吸头23的一侧凸出于基座11的长度大于第二位置,因此真空吸嘴2位于第一位置时能够接触并吸附待吸取物件,位于第二位置时则无法接触到待吸取物件,透过对真空吸嘴2的位置切换,就能让真空吸取治具100吸附不同规格、型态的待吸取物件。在需要切换真空吸嘴2的位置时,可由机器手臂将真空吸取治具100移动至适当位置,让待切换位置的真空吸嘴2对准压顶部件400的顶端。随后,可由机器手臂带动真空吸取治具100朝压顶部件400移动,让待切换位置的真空吸嘴2的吸头23与底侧的压顶部件400接触。若要将真空吸嘴2的管柱22从图9的第二位置切换为图10的第一位置,可将真空吸嘴2压抵在压顶部件400上,让管柱22在小孔径段114中相对于套管21及基座11小幅度向上移动一段距离,如此就能将定位凸销212脱离导引沟槽221底部的环状卡固段223,后续压缩状的弹性部件24会提供弹性力而驱动管柱22下移并让定位凸销212沿导引沟槽221向上滑移至导引沟槽221的顶端,如此就能够变换为第一位置并且完成暂时定位。相应的,若要将真空吸嘴2从图10的第一位置切换为图9的第二位置,则需要将将真空吸嘴2持续压抵在压顶部件400上,使管柱22相对于套管21及基座11持续向上移动,期间定位凸销212会从导引沟槽221的顶端逐渐滑移至底部的环状卡固段223,至定位凸销212卡抵于环状卡固段223为止,就能完成管柱22的暂时定位。如此一来,当管柱22在不同位置时,定位凸销212会分别卡抵于导引沟槽221的相异位置而产生暂时定位的效果,且根据待吸取物件的规格所需,操作人员可设定机器手臂自动进行真空吸取治具100的各个真空吸嘴2的位置切换,让切换为第一位置而凸出长度较长的真空吸嘴2能提供真空吸引力以吸附待吸取物件,切换为第二位置而凸出长度脚短的真空吸嘴2则未与气体通道112连通,如此可确保位于第一位置的真空吸嘴2能够具有足够强度的真空吸引力。要说明的是,上述说明虽以真空吸嘴2在第一位置及第二位置的两个位置变换作为说明,但在实施上可根据需要配置为更多的暂时定位位置,不以两个位置的实施方式为限。
31.综合上述,本实用新型真空吸取治具100借由真空吸嘴2的至少两个位置切换,能
够让真空吸取治具100运用于不同物件的吸取固定,以便于进行加工制程,而且真空吸嘴2的位置切换快速便捷,利于减少整体加工时间,因此确实能达成本实用新型的目的。