1.本技术涉及绕卷设备的领域,尤其是涉及具有智能测量功能的绕绳设备。
背景技术:
2.电梯通过曳引系统升降运行,曳引系统主要包括曳引机、钢丝绳、导向轮和反绳轮。制造电梯时,需要根据电梯实际行程截取一定长度的钢丝绳,截取钢丝绳时,通常以绕绳设备进行卷取,但是钢丝绳绕卷成捆后对绕绳设备的绕卷部位具有较大的抱紧力,使钢丝绳较为难以取下。
技术实现要素:
3.为了解决绕卷成捆的钢丝绳较难以从绕绳设备的绕绳部位取下的问题,本技术提供具有智能测量功能的绕绳设备。
4.本技术提供的一种具有智能测量功能的绕绳设备采用如下的技术方案:
5.一种具有智能测量功能的绕绳设备,包括绕绳装置、控制器和用于计量钢丝绳绕卷长度的计量装置,所述计量装置与控制器通讯连接;所述绕绳装置包括绕卷机构和第一驱动机构,所述绕卷机构包括第一安装座,所述第一安装座设有转轴,所述转轴的一端垂直固设有背板,所述背板沿所述转轴的径向滑移连接有多个弧形板,各所述弧形板绕所述转轴圆周阵列排布,所述弧形板的凹面朝向所述转轴,所述弧形板的曲率中心线与所述转轴的轴线平行;所述转轴套设有滑移套,各所述弧形板的内凹侧均与所述滑移套之间连接有铰接杆;所述滑移套远离所述背板的一端同轴转动连接有调节螺杆,所述调节螺杆与所述转轴螺纹连接;所述第一驱动机构驱动所述转轴转动。
6.通过采用上述技术方案,调节螺杆相对转轴螺旋转动时可带动滑移套相对转轴沿轴向移动,滑移套移动可带动铰接杆摆动,使铰接杆带动各弧形板靠近或远离转轴;当需要绕卷钢丝绳时,先调节绕卷机构,使各弧形板的外凸面位于同一圆柱面内,接着使钢丝绳经过计量装置后缠绕于绕卷机构,然后使第一驱动机构带动绕卷机构旋转绕卷钢丝绳,期间控制器通过计量装置读取钢丝绳绕卷的长度数据,当钢丝绳绕卷至所需长度的长度后,螺旋转动调节螺杆,使各弧形板靠近转轴,从而使绕卷至捆的钢丝绳较为易于从绕卷机构上取下。
7.可选的,所述背板开设有多个滑移槽,各所述滑移槽沿所述转轴的径向延伸,所述弧形板的内凹侧固设有供所述铰接杆铰接的第一筋条,所述滑移套的外周面固设有多个供所述铰接杆铰接的第二筋条,所述第一筋条与所述第二筋条的长度方向均沿所述转轴的轴向设置;所述第一筋条靠近所述背板的一端穿过所述滑移槽,所述第一筋条设有两个滚轮,两个所述滚轮分别位于所述背板的两侧,两个所述滚轮的外周面分别抵接所述背板的两相对侧面。
8.通过采用上述技术方案,铰接杆的两端分别与第一筋条和第二筋条铰接,实现铰接杆分别与弧形板和滑移套的铰接;位于第一筋条的两个滚轮的外周面分别抵接背板的两
相对侧面,使弧形板相对背板沿转轴轴向的位移受到限制作用,并且当弧形板靠近或远离转轴时,两个滚轮与背板的两相对侧面相对滚动,有利于减少弧形板上下滑移时的阻力。
9.可选的,同一所述弧形板与所述滑移套之间至少通过两个互相平行的所述铰接杆连接。
10.通过采用上述技术方案,两个互相平行的铰接杆与弧形板及滑移套共同形成平面四连杆机构,当调节螺栓带动滑移套相对转轴滑移从而带动弧形板靠近或远离转轴的移动过程较为稳定。
11.可选的,各所述弧形板共同套设有限位环板,所述限位环板位于所述弧形板远离所述背板的一侧,所述限位环板与所述转轴垂直。
12.通过采用上述技术方案,限位环板与背板之间形成绕卷钢丝绳的区域,限位环板阻碍绕卷成捆的钢丝绳脱出绕卷机构。
13.可选的,所述弧形板远离所述背板的一侧的外凸面设有凸块,所述凸块相对所述限位环板远离所述背板,所述弧形板为钢板,所述弧形板开设有凹槽,所述凸块部分插入述凹槽内,所述凸块具有磁性,所述凸块与所述弧形板之间具有磁吸力。
14.通过采用上述技术方案,凸块与弧形板通过磁吸力连接,便于使凸块与弧形板连接或分离,当钢丝绳绕卷完成后,可使凸块与弧形板分离,接着螺旋转动调节螺杆,使限位环板与绳盘的内周面之间形成较小间隙,即可将绳盘沿轴向从绕绳装置上脱出,较为便捷和省力。
15.可选的,所述凸块呈棱台状,所述凸块的小端与所述凹槽插设连接。
16.通过采用上述技术方案,凸块设为棱台状,凸块的小端插入凹槽,当需要将凸块与弧形板分离时,人的手指握持住凸块的大端将凸块从弧形板拔出,人的手指与凸块之间形成卡接的效果,不易相对滑动,较为易于施力。
17.可选的,所述调节螺杆远离所述转轴的一端伸出所述滑移套,所述调节螺杆远离所述转轴的一端设有手柄。
18.通过采用上述技术方案,通过转动手柄,可带动调节螺杆相对转轴螺旋转动,从而带动滑移套相对转轴沿轴向滑移,手柄作为省力杠杆,使调节螺杆较为易于相对转轴螺旋转动。
19.可选的,所述计量装置包括第二安装座,所述第二安装座转动连接有两个互相平行的压辊,两个所述压辊之间留有供钢丝绳穿过的间隙,其中一个所述压辊为第一压辊,另一个设为第二压辊;所述第二安装座设有红外发射器和红外接收器,所述红外接收器与所述控制器通讯连接,所述第一压辊的一端垂直固设有转板,所述红外发射器和所述红外接收器分别位于所述转板的两侧,所述转板开设有多个供红外线穿过的通孔,各所述通孔绕所述第一压辊的轴线圆周阵列设置。
20.通过采用上述技术方案,钢丝绳从第一压辊和第二压辊之间穿过,当绕绳装置绕卷钢丝绳时,钢丝绳带动第一压辊和第二压辊转动;红外接收器可接收红外反射器穿过通孔的红外线,当转板随第一压辊转动时,转板可使红外接收器收到间断的红外光信号,红外接收器与控制器连接,使控制器可获取红外接收器接收红外线的状态,控制器通过红外线通断的次数读取第一压辊转动的角度,在第一压辊直径确定的情况下,可以获得钢丝绳绕卷的长度数据。
21.可选的,所述第二安装座包括两个互相平行的安装板,两个所述安装板分别设有一个条形板;所述第二压辊的两端分别与两个所述安装板转动连接,所述第一压辊的两端分别与两个所述条形板的中部转动连接,所述第一压辊位于两个所述安装板的上方,所述条形板的一端与所述安装板转动连接,所述条形板的另一端与所述安装板之间共同连接有拉伸弹簧,所述拉伸弹簧迫使所述第一压辊靠近所述第二压辊。
22.通过采用上述技术方案,拉伸弹簧迫使第一压辊靠近第二压辊,使第一压辊和第二压辊对钢丝绳形成夹持辊压作用,从而当绕卷装置绕卷钢丝绳时,钢丝绳可带动第一压辊和第二压辊转动。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.调节螺杆相对转轴螺旋转动时可带动滑移套相对转轴沿轴向移动,滑移套移动可带动铰接杆摆动,使铰接杆带动各弧形板靠近或远离转轴;当钢丝绳绕卷至所需长度的长度后,螺旋转动调节螺杆,使各弧形板靠近转轴,从而使绕卷至捆的钢丝绳较为易于从绕卷机构上取下;
25.2.位于第一筋条的两个滚轮的外周面分别抵接背板的两相对侧面,当弧形板靠近或远离转轴时,两个滚轮与背板的两相对侧面相对滚动,有利于减少弧形板上下滑移时的阻力。
附图说明
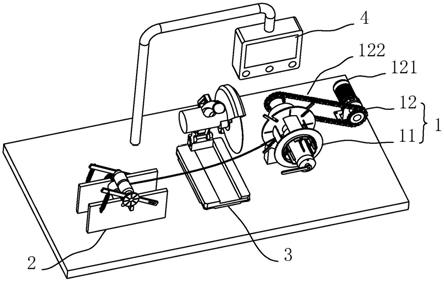
26.图1是本实施例的整体结构示意图。
27.图2是本实施例的绕卷机构的局部剖视图。
28.图3是图2中a处的局部放大视图。
29.图4是本实施例用于体现背板与弧形板连接关系的示意图。
30.图5是本实施例的计量装置的结构示意图。
31.附图标记说明:1、绕绳装置;11、绕卷机构;111、第一安装座;112、转轴;113、弧形板;1131、第一筋条;1132、滚轮;1133、凹槽;1134、凸块;114、背板;1141、滑移槽;115、滑移套;1151、第二筋条;1152、端盖;116、铰接杆;117、调节螺杆;1171、扳手位;118、手柄;1181、方孔;119、限位环板;12、驱动机构;121、电机;122、链传动机构;2、计量装置;21、第二安装座;211、安装板;212、条形板;23、压辊;231、第一压辊;232、第二压辊;2321、环形槽;24、拉伸弹簧;25、转板;251、通孔;26、红外发射器;27、红外接收器;3、切割机;4、控制器。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
33.本技术实施例公开一种具有智能测量功能的绕绳设备。参照图1,具有智能测量功能的绕绳设备包括用于绕卷钢丝绳的绕绳装置1、用于计量钢丝绳绕卷长度的计量装置2、用于截断钢丝绳的切割机3以及控制器4,切割机3和计量装置2分别与控制器4通讯连接,控制器4通过计量装置2获取钢丝绳绕卷的长度数据,并控制切割机3的启停和进给。
34.钢丝绳经过计量装置2和切割机3后缠绕于绕绳装置1,绕卷钢丝绳时,绕绳装置1绕卷钢丝绳,同时计量装置2计量钢丝绳绕卷的长度,当钢丝绳的长度数据达到预设值时,控制器4向切割机3发送切割指令,切割机3根据切割指令截断钢丝绳。
35.参照图1,绕绳装置1包括绕卷机构11和驱动机构12。
36.参照图2和图3,绕卷机构11包括第一安装座111、转轴112和四个弧形板113,转轴112与第一安装座111转动连接,转轴112的一端固定设置有背板114,背板114与转轴112垂直;四个弧形板113与背板114沿转轴112的径向滑移连接,四个弧形板113沿转轴112的轴线圆周阵列排布,四个弧形板113的曲率中心线与转轴112的轴线平行,且位于弧形板113靠近转轴112的一侧,各弧形板113的内凹侧焊接固定有第一筋条1131,第一筋条1131的长度方向沿弧形板113的母线方向设置;转轴112套设有滑移套115,滑移套115的外周面焊接有四个第二筋条1151,各第二筋条1151沿转轴112的轴线圆周阵列排布,且长度方向朝转轴112的轴向,各第一筋条1131分别与一个第二筋条1151之间连接有两个互相平行的铰接杆116,铰接杆116的两端分别与第一筋条1131和第二筋条1151铰接;滑移套115远离背板114的一端设有端盖1152,滑移套115通过端盖1152同轴转动连接有调节螺杆117,调节螺杆117与转轴112远离背板114的一端螺纹连接。调节螺杆117远离背板114的一端穿出端盖1152且连接有手柄118,调节螺杆117远离背板114的一端设有方块状的扳手位1171,手柄118的一端设有与扳手位1171适配的方孔1181。
37.通过手柄118螺旋转动调节螺杆117可带动滑移套115沿转轴112的轴向滑移,从而带动铰接杆116摆动,铰接杆116摆动带动弧形板113沿转轴112的径向滑移,当需要绕卷钢丝绳时,可螺旋转动调节螺杆117使四个弧形板113的外凸面位于同一柱面,当钢丝绳绕卷完成后,再螺旋转动调节螺杆117,使四个弧形板113与成捆的钢丝绳之间相对松动,以便于将钢丝绳取下。
38.参照图2和图4,弧形板113靠近背板114的一侧抵接背板114的表面,第一筋条1131靠近背板114的一端突出弧形板113靠近背板114的一侧,背板114开设有四个供各第一筋条1131穿出的滑移槽1141,滑移槽1141的长度方向沿转轴112的径向设置,第一筋条1131设有两个滚轮1132,两个滚轮1132分别位于背板114的两侧,两个滚轮1132的外周面分别抵接背板114的两相对侧的侧面。
39.两个滚轮1132共同限制住第一筋条1131相对背板114沿转轴112轴向的位移,使第一筋条1131与背板114沿滑移槽1141的长度方向滑移连接,即使弧形板113与背板114沿滑移槽1141的长度方向滑移连接,当弧形板113相对背板114沿转轴112的径向滑移时,滚轮1132沿背板114表面滚动,有利于减少摩擦力。
40.参照图2和图3,四个弧形板113共同活动套设有限位环板119,限位环板119位于弧形板113远离背板114的一侧,限位环板119与转轴112垂直;弧形板113远离背板114的一侧的外凸面设有凸块1134,凸块1134呈棱台状,弧形板113开设有凹槽1133,凸块1134的小端部分插设于凹槽1133内,凸块1134相对限位环板119远离背板114,弧形板113为钢板,凸块1134具有磁性,凸块1134与弧形板113之间具有磁吸力;凸块1134则可以阻碍限位环板119脱出绕卷机构11,而弧形板113可阻碍绕卷成捆的钢丝绳脱出绕卷机构11。
41.参照图2,驱动机构12包括电机121和链传动机构122,电机121通过链传动机构122带动绕卷机构11的转轴112转动,从而带动绕卷机构11转动以绕卷钢丝绳。
42.参照图5,计量装置2包括第二安装座21和两个互相平行的压辊23,两个压辊23中一个设为第一压辊231,另一个设为第二压辊232;第二安装座21包括两个互相平行的安装板211,两个安装板211分别设有一个条形板212,两个条形板212分别位于两个安装板211相
互背离的一侧;第二压辊232的两端分别与两个安装板211转动连接,第一压辊231的两端分别与两个条形板212的中部转动连接,第一压辊231位于两个安装板211的上方,两个条形板212的一端与分别与其中一个安装板211转动连接,条形板212的另一端与安装板211之间共同连接有拉伸弹簧24,拉伸弹簧24迫使第一压辊231靠近第二压辊232,使第一压辊231与第二压辊232对钢丝绳形成夹持作用,使钢丝绳带动第一压辊231和第二压辊232转动。
43.参照图5,第二压辊232的外周面设有环形槽2321,与环形槽2321限制钢丝绳沿压辊23轴向的位移。
44.参照图5,第一压辊231的辊轴的一端垂直固定设置有转板25,第二安装座21的其中一个安装板211设有红外发射器26和红外接收器27,红外接收器27与控制器4通讯连接,红外发射器26和红外接收器27分别位于转板25的两侧,转板25开设有八个供红外线穿过的通孔251,各通孔251绕第一压辊231的轴线圆周阵列设置。
45.红外发射器26射出的红外激光从通孔251穿过后由红外接收器27进行接收;当钢丝绳穿过两个压辊23之间时,带动转板25绕自身轴线周向转动,从而迫使红外接收器27接收到的红外激光被中断;当红外接收器27未接收到红外激光时,即可向控制器4发送一个反馈信号,控制器4可以根据接收到反馈信号的次数n以及第一压辊23123自身的固有参数(标准的步进距离l),控制器4可以计算出钢丝绳的移动长度s=n*l。
46.本技术实施例一种具有智能测量功能的绕绳设备的实施原理为:当需要绕卷钢丝绳时,先调节绕卷机构11,使各弧形板113的外凸面位于同一圆柱面内,接着使钢丝绳经过计量装置2后缠绕于绕卷机构11,然后使驱动机构12带动绕卷机构11旋转以绕卷钢丝绳,在此过程中,控制器4通过计量装置2读取钢丝绳绕卷的长度数据,当钢丝绳绕卷的长度达到达到预设值时,控制器4控制切割机3进给切断钢丝绳,最后使绕绳装置1停止运行后,螺旋转动调节螺杆117,使各弧形板113靠近转轴112,从而使绕卷至捆的钢丝绳较为易于从绕卷机构11上取下。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。